
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
陽極酸化処理はアルミニウムの寿命を延ばし、全体的な外観を向上させます。さまざまな業界で使用されています。このガイドでは、複雑な陽極酸化アルミニウム部品の研磨を実現するためのヒントとコツを段階的に説明します。このプロセスを理解することの素晴らしさは、メーカー、エンジニア、好奇心旺盛な人々にとって同様に、結果を変えることになるでしょう。
この記事では、アルミニウムの陽極酸化処理の内容、そのプロセスの重要性、それに続く課題について説明します。硬質陽極酸化アルミニウムを研磨するためのツールは数多くありますが、最高の精度と効率を実現する技術を深く理解することが不可欠です。部品の完全性を損なうことなく、一般的な課題とその解決策について説明します。最後に、この情報が実際の状況にどのように適用されるかを知ることができます。
陽極酸化処理はアルミニウムの電気化学処理である 表面特性を改善する部品。アルミニウムを電解液に浸し、部品に電流を流す必要があります。このプロセスにより、 アルミニウムの陽極酸化 表面に制御された酸化物を形成します。この層により耐久性が高まり、耐腐食性が向上し、染料やシーラーなどの仕上げ剤の密着性が向上します。機能と美観の両方の利点があるため、陽極酸化処理は航空宇宙から家庭用電化製品まで、多くの業界で役立っています。
全体的な電気化学現象に寄与する陽極反応と陰極反応は、陽極酸化処理中に溶液内で同時に発生します。陽極のアルミニウム表面は酸素イオンと反応し、さらに安定した酸化アルミニウム層が形成されます。主な陽極反応は次のように表すことができます。
陽極反応:
[ 2Al + 3H_2O → Al_2O_3 + 6H^+ + 6e^- ]
生成された酸化物コーティングは、必要な装飾性と保護性を実現します。水分子は陰極で還元され、水素ガスが放出されます。
カソード反応:
[ 6H^+ + 6e^- → 3H_2 (気体) ]
陽極酸化処理を最適化するための重要な考慮事項
以下に概説するいくつかの技術的パラメータは、陽極酸化処理で最適な結果を得るために非常に重要です。
電解質の組成: ほとんどの場合、硫酸 (H₂SO₄) の濃度は 15~20% の範囲です。
電圧: 標準的な陽極酸化処理では通常 10 ~ 20 ボルトが必要ですが、必要な酸化層の品質と厚さによって電圧は異なります。
電流密度: 1~2 アンペア/平方デシメートル (A/dm²) に設定します。
温度: 燃焼を防ぐための最適な範囲は、酸化物の形成とのバランスが取れる 65~75°F (18~24°C) です。
所要時間は通常、必要な酸化物の厚さに応じて 20 ~ 60 分の間で変化します。
これらのパラメータを監視することで、業界では、使用における標準化と品質を保証しながら、特定の機能的または美的要件に合わせて陽極酸化表面をカスタマイズできます。
適切に調製された電解液は、金属の表面に酸化物層を形成できるため、陽極酸化処理プロセスに不可欠です。ほとんどの場合、硫酸が最も頻繁に使用される電解液であり、一般的に 15 ~ 20 体積% の濃度で入手できます。他の特定の目的には、仕上げと機能の要件に応じて、クロム酸 (3 ~ 10 体積%) またはリン酸 (10 ~ 15 体積%) が代わりに使用されます。
溶液としての電解質は、陽極と陰極の間で電気を流す媒体として機能します。この電流の流れにより、金属表面が酸化されます。電解質溶液の管理で注意すべき重要な点は次のとおりです。
濃度: 日常的な用途では、硫酸の濃度は 15 ~ 20% に保たれます。クロム酸は、耐腐食性を向上させるために、より低い濃度 (3 ~ 10%) で使用されることがよくあります。
温度: 酸化物の成長を均一にし、部品の過熱や燃焼を防ぐために、通常は 60 ~ 75F (16 ~ 24 C) に維持されます。
pH レベル: 硫酸による陽極酸化処理時に酸化物の成長を促進するために、0.5 ~ 2.0 の範囲が維持されます。
撹拌: 電解液の撹拌により、均一なイオン移動が可能になり、局所的な過熱が防止され、常に均一な陽極酸化処理が保証されます。
電解液の選択と適切な条件の維持により、工業および商業用途における陽極酸化層の望ましい厚さ、耐久性、外観が保証されます。
硫酸陽極酸化は、コスト効率が良く、さまざまな用途に簡単に統合できるため、消費者の間で非常に人気があります。硫酸はクロム酸よりも安価で、航空宇宙部品に比類のない耐腐食性を提供します。高コストの硬質陽極酸化は、高レベルの摩耗に耐える部品を作成するときに使用されます。比較すると、硬質陽極酸化には、より厚く優れた酸化層という利点があります。唯一の欠点は、処理コストが高く、精度が求められることです。
さらに、硫酸はクロム酸による陽極酸化処理に比べて、性能とコストのバランスがはるかに優れています。5~25ミクロンの適切な酸化層、優れた耐腐食性、染色性、装飾目的の優れた魅力を備えています。動作電圧、電解質温度、電流密度などの要素は、層の特性に大きく影響するため、不可欠です。他の陽極酸化処理とは異なり、この方法は幅広い用途があり、環境への影響も小さいため、一般的な産業用途に適しています。
陽極酸化硬化は、より厚く、より硬い酸化物を使用するため、通常の陽極酸化とは異なります。通常の陽極酸化は装飾的で軽量である傾向がありますが、硬質陽極酸化は形成後に密度が高く、より強靭です。高強度と耐摩耗性を必要とする用途に最適です。このプロセスでは、仕上げがより深く、より硬くなるため、電流密度が高く、電解液の温度が低くなるのが一般的です。さらに、硬質陽極酸化は、過酷な条件に簡単に耐えることができる多孔質の表面のため、通常は美観よりも工業的または機械的なものです。
タイプ II プロセスとタイプ III プロセスの特定の機能、技術的詳細、およびパラメータを評価することは、それらの違いを分析する上で基本となります。
用途:
タイプ II 陽極酸化処理は、腐食防止と装飾目的に最適です。最も一般的な例としては、消費者製品、建築部品、軽量部品などがあります。
タイプ III ハード陽極酸化処理は、航空宇宙、自動車、重機部品に見られるように、工業デザイン、機械的耐摩耗性、強度に最適です。
層の厚さ:
タイプ II は通常、0.0002 ~ 0.001 インチ (5 ~ 25 ミクロン) の範囲です。
タイプ III: 用途に応じて約 75 ミクロンから 125 ミクロンまでの厚さがあるため、おそらく最も厚いタイプです。
環境条件:
タイプ II: このタイプは、20~22 °C の中程度の硫酸電解液温度を使用し、68~70 °F でより楽に操作できます。
タイプ III: より密度が高く厚い酸化物層は、32 ~ 50F または 0 ~ 10C の低い速度で生成されます。
電流密度:
タイプ II: 通常の範囲は 12 ~ 18 で、平均は 15 平方フィートあたり XNUMX ASF アンペアです。
タイプ III: より困難で耐久性のある層を得るには、通常 20 ~ 40 ASF 程度のより高い電流密度が必要です。
表面特性:
タイプ II: 表面粗さが高いため、染色や仕上げ処理が向上します。
タイプ III: 低多孔性でマイクロ抵抗レベルの摩耗に硬化された表面は、極端な条件下でも機能しますが、美観はそれほど良くないため、いくつかの独特な用途に使用できます。
完璧に機能するものなど何もないこの世界では、こうした不平等な区分を理解することで、製造業者や装飾業者は、正確な要件に合わせて陽極酸化処理を正確に最適化できるようになります。どちらのタイプも、正しく適用すれば独自の利点があり、さまざまな業界で汎用的なソリューションとなります。
耐久性と耐摩耗性の向上
航空宇宙、自動車、製造業界では、極端な摩擦や衝撃を受けるコンポーネントがよく使用されます。 硬質アルマイト処理表面 耐摩耗性に優れているため、これらの用途に最適です。
通常数量: 25~150 ミクロン (1~6 ミル): 硬質陽極酸化表面の厚さは、顧客の要件に応じて異なります。
硬度レベル: 500 – 600 HV
耐腐食性の向上
硬質陽極酸化処理は、材料を高密度の酸化物層で覆うことで、強力な化学物質や湿気に対する耐性を高めます。これらの特性は、海洋、屋外、産業用途に最適です。
シーラントのオプション: 熱湯または酢酸ニッケルを注ぐと、シール性が向上し、耐腐食性が向上します。
電気および熱絶縁
硬質アルマイトコーティングは優れた電気絶縁性と耐熱性を備えており、特定の用途における熱や電気の不足を管理するのに役立ちます。
耐熱性: 材質と条件によって異なりますが、最高 500F (260C) までの温度に耐えることができます。
絶縁強度: 約 2000 V/mil、電子部品に適しています。
メンテナンスが少なくて済み、長持ちします
硬質アルマイト仕上げの機械的耐性と耐腐食性の組み合わせにより、メンテナンスが容易になり、コンポーネントの寿命が延びます。経済的価値が高いため、特に過酷な環境では有益です。
優れた表面特性
複雑な陽極酸化層は潤滑性が高く、機械での操作が容易になります。また、基材との結合が強いため、ひび割れや剥がれにも強いです。
技術的パラメータとこれらの利点を慎重に指定することで、業界では硬質陽極酸化表面をカスタマイズし、アプリケーションに最適なパフォーマンスと信頼性を提供できます。
タイプ III 陽極酸化処理、または硬質陽極酸化処理は、すべての陽極酸化処理タイプの中で最も高い耐摩耗性を備えています。これは、通常 25 ~ 150 ミクロンの厚い酸化層によるもので、表面の摩耗および機械的摩耗に対する耐性が大幅に向上します。対照的に、装飾陽極酸化処理に使用されるタイプ II 陽極酸化処理は、コーティングが薄く (5 ~ 25 ミクロン)、耐摩耗性に優れていますが、主に美観と腐食からの保護に重点を置いています。
重要な詳細は、コーティングの厚さ、硬度(タイプ III 陽極酸化では通常 350 ~ 600 HV)、および使用されるシーリングです。これらの要素は、特に摩耗しやすい表面において、陽極酸化表面の性能に大きく影響します。陽極酸化中の動作温度(タイプ III の場合 0 ~ 5 °C)および電解質の組成も重要です。

研削は、アルマイト処理されたアルミニウムを加工して望ましい公差と表面仕上げ品質を得るのに不可欠です。タイプ III のアルマイト処理では、アルマイト処理された層は耐摩耗性に優れています。したがって、基板が損傷しないように材料除去率を慎重に制御することが重要です。また、研削により、機能的および美的要件に不可欠な厳しい公差と滑らかな表面を実現できます。さらに、重要な寸法のコンポーネントの表面を調整して、正確な寸法精度に関するフィット感とパフォーマンスを向上させることができます。
適切な研削工具の選択
アルミニウム加工品用に設計された研削ホイールまたは研磨ベルトの使用を検討してください。陽極酸化層に最も効果的な研磨剤は、炭化ケイ素または酸化アルミニウムです。表面の要件に応じて、細かい仕上げ作業の最小粒度は 320、最大粒度は 600 にする必要があります。
速度と送りパラメータ
研削盤の速度と送りを設定して、陽極酸化表面の過熱を防止します。 研削速度は 3,500 ~ 6,000 SFM の範囲で設定します。 中程度の送り速度を使用して基板の過熱を防ぎ、材料の除去を制御します。
クーラントの塗布
研削中は、熱を拡散させて摩擦を最小限に抑えるために、常に水性の消散性冷却剤または潤滑剤を使用してください。これらの技術により、陽極酸化層の溶出やひび割れを防ぎ、スムーズな研削作業が保証されます。
制御された圧力
研削中に過度の圧力をかけることは、陽極酸化表面を変形させたり、必要以上に多くの材料を溶出させたりする恐れがあるため、できる限り避けてください。中程度から軽い圧力をかけることで、層の構造的完全性を制御しながら、十分な精度を達成できます。
増分パス
重いパスの代わりに、軽いインクリメンタル研削パスの方が適しています。各インクリメンタル パスの切削深さが約 0.001 ~ 0.005 インチであれば、寸法公差の制御を維持し、陽極酸化コーティングを保護するのに最適です。
検査と仕上げ
手順全体を通じて、ワークピースを頻繁にチェックし、表面仕上げの要件が満たされていることを確認します。最終的には、より細かい研磨剤を使用して優れた滑らかさを実現するだけでなく、美観要件との整合も実施する必要があります。
これらすべてのパラメータと技術により、材料の機能的および視覚的な品質を維持しながら、陽極酸化アルミニウムの表面を研磨することができます。
研磨材が陽極酸化層とどのように作用するかは、研磨材の種類、硬度、粒子サイズによって異なります。強固な酸化層が陽極酸化アルミニウムの表面を保護しますが、研磨材が強すぎるとコーティングが損傷する可能性があります。以下は技術的な概要です。
研磨硬度
シリコンカーバイドとダイヤモンドは、酸化物表面に浸透して損傷を与える可能性があるため、陽極酸化層の研磨剤と呼ばれることがあります。陽極酸化層の耐腐食性と美観は失われます。コーティングを保護するには、ほとんどの仕上げ工程で、酸化アルミニウムやセラミック材料などのより柔らかい研磨剤を使用する必要があります。
グリットまたは粒子サイズ
60 から 120 などの粗い粒度を使用すると、材料が除去され、傷や不均一な仕上げが残る場合があります。直径 320 から 600 の細かい粒度の粉砕ガラスまたはセラミック研磨材を使用すると、酸化層へのダメージが最小限に抑えられるため、仕上がりが向上します。
潤滑と冷却
研削では、熱を除去して陽極酸化層の過熱を防ぐために、冷却剤や潤滑剤を適切に塗布することが重要です。水ベースの冷却剤は、研磨作用を制御し、熱による損傷を軽減するため、広く使用されています。
適切な研磨剤の選択、いくつかの操作パラメータ、およびいくつかの冷却手順により、陽極酸化処理された アルミニウム表面は機械加工可能 機能性と装飾性を維持しながら。
陽極酸化アルミニウムを研削する際は、耐腐食性を維持することが不可欠です。私は、120 ~ 320 番の非攻撃性研磨剤を使用するようにしています。これは、陽極酸化コーティングをあまり削り取らずに材料を粗くするのに効果的だからです。また、酸化層を損傷する可能性のある熱が発生しすぎないように、研削中の速度を 3,500 RPM 未満に制御するようにしています。材料の保護特性を効果的に維持するには、適切な冷却が重要です。私は、ツールと表面の温度が調整されるように、毎分約 1.5 ~ 2.0 リットルの流量の水ベースの冷却剤を使用する傾向があります。陽極酸化表面の耐腐食性の完全性を維持するには、これらの技術的パラメータを遵守し、操作中に注意する必要があります。

陽極酸化アルミニウム部品の応用は、さまざまな点で有益です。耐腐食性があり、化学物質や湿気などの環境によるベースメタルの劣化を防ぐため、多くの分野で使用できます。これにより、材料の寿命が大幅に延びます。さらに、陽極酸化コーティングにより、表面硬度、耐摩耗性、耐摩耗性が向上します。また、陽極酸化アルミニウムは取り扱いが簡単です。軽量で耐久性があるため、ベースマテリアルの構造的完全性がさらに維持されます。このプロセスにより、さまざまな色に染色できるなめらかな金属仕上げが施され、美観も向上します。そのため、表面は目を楽しませてくれます。最後に、無毒で環境に優しいため、持続可能性を優先するアプリケーションでの使用に適しています。
アルミニウムの表面は陽極酸化処理されており、強固な保護酸化物コーティングを施すことで耐腐食性が向上します。以下のパラメータは、プロセスの最適化を検討する上で非常に技術的かつ不可欠です。
コーティングの厚さ
5~25 マイクロメートルの標準コーティングは日常使用に適しています。海洋や工業環境などのより厳しい条件では、より高い耐性を得るために 50 マイクロメートルのコーティングが最適です。
シーリングプロセス
問題となる多孔質表面を防ぐために、陽極酸化層を適切に密封する必要があります。温水密封、酢酸ニッケル密封、または冷間密封を行うことができます。
熱湯でのシール温度 = 96 ~ 100 度、20 ~ 30 分。
使用される酸の種類
最も代表的な電解液である硫酸は、優れた耐食性を発揮する陽極酸化処理に使用されます。
硫酸の典型的な濃度は 15 ~ 20 パーセントです。
電圧と電流密度
厚さと用途に応じて、電圧は 10 ~ 20 ボルトの範囲で変化します。
電流密度は通常 1 ~ 3 A/dm^2 です。
これらの要素を考慮すると、航空宇宙、自動車、建設の用途では、陽極酸化アルミニウムは保護されていないアルミニウムよりも耐腐食性が高くなります。
アルミニウム合金の耐摩耗性を向上させるには、表面処理方法、コーティング、合金の改質などにより表面特性を最適化する必要があります。主なアプローチと重要な考慮事項を以下に示します。
表面硬化
硬質陽極酸化処理は、耐摩耗性を向上させるために広く使用されている技術です。陽極酸化処理後、アルミニウム上の酸化物層が厚くなります。
推奨パラメータ:
酸の種類: 硫酸またはシュウ酸。
温度: 硬質陽極酸化処理の場合 -5°C ~ 5°C。
電圧: 合金の厚さに応じて 30 ~ 60 ボルト。
厚さの範囲: 耐久性を最大限に高める 25 ~ 150 ミクロン。
溶射皮膜
プラズマ溶射は、タングステンカーバイド (WC) や酸化クロムなどの硬質セラミックまたは金属コーティングを施すことで、耐摩耗性を大幅に向上させます。
一般的なパラメータ:
コーティングの厚さ:100〜300ミクロン。
基板温度サーマアプリケーション: 熱変形を避けるため 150 °C 未満。
材料の合金化
アルミニウム合金にシリコンやマンガンなどの成分を加えると、耐摩耗性が向上します。
合金の例:
優れた耐摩耗性と鋳造特性を持つ 12 ~ 25% のシリコンを含む Al-Si 合金。
Al-Mg-Si 合金は、強度と重量の比と耐摩耗性を戦略的にバランスさせます。
シーラントおよび表面処理
酢酸ニッケルまたは沸騰水による陽極酸化後のシーリングにより、酸化物層の細孔が閉じられ、耐摩耗性が向上します。
シーラントの沸騰時間:20〜30分、96〜100°C。
複雑な陽極酸化技術を熱噴射コーティングや合金化に組み込むことで、航空宇宙、自動車、工具などのハイエンド用途向けの一部のアルミニウム合金の耐摩耗性を高めることができます。
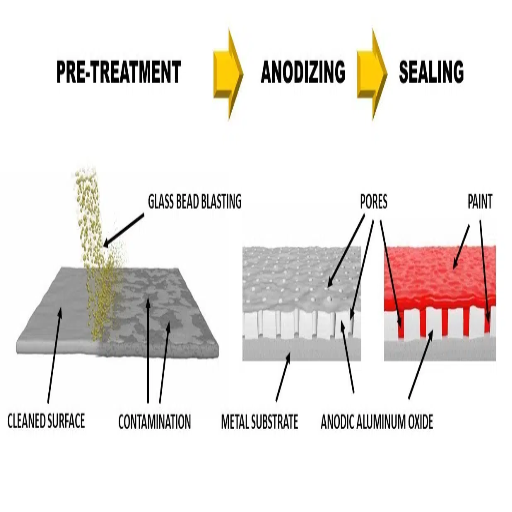
陽極酸化処理を使用して良好な表面仕上げを実現することは、機械加工と美観に関わる複雑な作業であることはよく知られています。陽極酸化処理は、保護性と耐久性に優れた耐腐食性の酸化物層を塗布することでアルミニウムの表面を改善します。この層は着色することも、着色せずに金属の外観を維持することもできます。これは通常、前処理、陽極酸化処理、オプションの着色、およびシーリングで構成されます。
重要なプロセス特性は次のとおりです。
陽極酸化電圧: 通常、タイプ II (装飾陽極酸化) では 15 ~ 20 V、タイプ III (硬質陽極酸化) では 30 ~ 100 V が使用されます。
電解液 - 硫酸の濃度は 15 ~ 20% が標準です。
温度 – 再現性を保つために 20 ~ 22 ℃ (68 ~ 72 F) に保たれます。
陽極酸化処理時間: 必要な厚さに応じて 20 ~ 45 分。通常は美観上の理由から 10 ~ 25 ミクロンです。
これらの要素を注意深く管理することで、均一な厚さ、明るさ、色、またはマットレスを備えた陽極酸化表面を実現できるため、陽極酸化アルミニウムは建築、消費財、芸術において好まれる素材となっています。

陽極酸化アルミニウムに適切なコーティングを施すには、次の重要な手順に従ってください。
表面処理: 接着に影響を与える可能性のあるすべての汚染物質を除去するために、陽極酸化処理するアルミニウムの表面を洗浄して脱脂します。
適切な陽極酸化層: 陽極酸化層が特定の用途に対して正確な厚さと均一性を備えていることを確認します。
シーリング:着色または仕上げ後、すぐに陽極酸化層をシーリングして耐久性と耐腐食性を高めます。
コーティング材の適合性: 剥離や不一致が発生する可能性があるため、陽極酸化アルミニウムの仕様に適合しないコーティング材の使用は避けてください。
品質管理: 接着性や耐摩耗性に関する検査やテストを実施し、コーティングとその特性が必要な信頼性を備えていることを確認します。
これらの習慣に従うことで、耐久性のある製品を手に入れる可能性が高まります 陽極酸化アルミニウム表面の仕上げ.
酸化層はコーティング プロセスにおいて非常に重要です。コーティングが付着する表面であり、長期間そのままの状態が保たれます。この酸化アルミニウム層は自然に形成されるか陽極酸化され、高い硬度と耐腐食性を備えています。そのため、酸化コーティングの下の金属を保護します。
最も適切な酸化層の厚さは、使用例によって異なります。ほとんどの用途では、10 ~ 15 ミクロンの厚さで十分ですが、一部の工業用途や屋外用途では、20 ~ 25 ミクロンが適しています。さらに、陽極酸化処理後の酸化層は多孔質であるため、顔料やシーラントの保持力が向上し、コーティングがさらに強化されます。均一で正確な酸化層を実現するには、通常 1.0 ~ 1.8 A/dm² の電流密度と陽極酸化処理時間を厳密に制御する必要があります。
酸化層の完全性と特性が維持されると、コーティングプロセスは長期間にわたって美観と機能性において比類のない結果をもたらします。
熱水シーリング
陽極酸化処理された部品を、180~212°F (82~100°C) に加熱した脱イオン水に 15~30 分間浸します。このプロセスにより、酸化層の細孔が水和して密閉されます。コーティングの品質に影響を与える可能性のある汚染を防ぐために、水が清潔で適切に管理されていることを確認してください。
酢酸ニッケルシーリング
酢酸ニッケル溶液は、強力なシール耐久性と色保持が求められる工業用途に使用されます。溶液濃度は酢酸ニッケル約 0.5~1.0% とし、浴は 170~200°F (77~93°C) に維持する必要があります。ユニバーサルシールを確保しながら、部品を 15~20 分間浸します。
コールドシール
より高い説明率と優れたエネルギー効率を実現するには、コールドシール プロセスを採用します。これらのプロセスには、75 ~ 95°F (24 ~ 35°C) の温度で動作するフッ化物ベースの溶液が含まれます。浸漬時間は、コーティングの厚さと溶液の組成に応じて 5 ~ 15 分です。pH レベルを 5.5 ~ 6.0 にするには、再現性のある結果を確実に得られるよう注意する必要があります。
蒸気シーリング
陽極酸化処理した部品を 100°C の飽和蒸気に 10 ~ 20 分間浸します。この方法は、小~中バッチの細孔を水和させながら効果的に密閉し、酸化物層を最適に密閉します。長期間にわたって安定した蒸気圧と温度を実現するには、定期的な機器の校正が必要です。
封印後の洗浄
封印後の手順では、残留化学物質を除去して汚れが付く可能性を排除するために、必ず脱イオン水で洗い流します。このプロセスは、封印された層の汚染を防ぎ、保護機能と美観機能を維持するのにも役立ちます。
アプリケーションに適したシーリング方法を選択することで、最適な耐久性、耐性、 陽極酸化コーティングの仕上げ結果の精度と一貫性を確保するには、各ステップを注意深く監視する必要があります。
コーティング後の耐腐食特性を判断するために、私は信頼性が高く測定可能な結果をもたらす定義されたテスト方法に焦点を当てています。標準的なテストの 500 つは塩水噴霧テストで、陽極酸化処理された部品を一定時間塩水噴霧の中に置くテストです。コーティングされた部品は通常、1000 ~ XNUMX 時間、大きな損傷を受けることなく耐えられるはずなので、耐腐食性が良好であると言えます。
もう 1 つの簡単な方法は、電気化学インピーダンス分光法 (EIS) です。これは、コーティングのインピーダンスを測定して、コーティングが耐えられるイオン浸透の量を判断するもので、値が高いほど耐性が高いことを示します。また、環境にさらした後、ピースに穴、変色、または表面の凹凸がないか検査します。
コーティングの厚さの制御 (タイプ II 陽極酸化処理では 18 ~ 25 ミクロン) とシーリング精度は、重要な技術的問題です。私は常にこれらを考慮しています。この細心の注意により、陽極酸化処理されたコーティングは、長期間にわたって一貫性、耐久性、弾力性を保つことが保証されます。
A: アルミニウムの陽極酸化処理には、アルミニウムの表面に酸化アルミニウムの層を形成する電気化学処理が含まれます。これにより、アルミニウム部品の耐腐食性と耐摩耗性が向上します。
A: アルミニウムは硫酸、クロム酸、または硬質陽極酸化処理を使用して陽極酸化処理できます。各処理には利点があり、希望する仕上げと性能に基づいて特定の用途に使用されます。
A: ハードアルマイト処理では、他のタイプよりも厚く耐久性に優れた酸化アルミニウム層が形成されます。耐腐食性と耐摩耗性の向上が求められるアルミニウム部品に最適です。
A: アルミニウムの陽極酸化処理により、滑らかで美しい仕上がりになります。また、さまざまな色に染色できるため、酸化アルミニウムの保護層を維持しながら、カスタマイズされた外観を実現できます。
A: アルミニウムの陽極酸化処理は、アルミニウム部品の耐腐食性を高め、耐久性を高め、研磨などの後続の処理や仕上げに適した表面を提供するため、機械加工において非常に重要です。
A: 硫酸やクロム酸などの酸性溶液は、アルミニウムの表面に酸化アルミニウムの保護層を形成する電気化学反応を促進するため、陽極酸化処理において非常に重要です。
A: 陽極酸化アルミニウムは、一般に酸化アルミニウム層の絶縁特性により電気伝導性が低下します。ただし、絶縁が求められる特定の用途では、これが有利になる場合があります。
A: エッチング処理では、アルミニウムの表面から不純物を取り除き、均一な質感を作り出すことで表面をきれいにします。これにより、陽極酸化層の密着性が向上し、仕上がりの均一性が確保されます。
A: クロム酸陽極酸化処理は耐食性に優れ、アルミニウム部品の疲労を引き起こしにくいため、航空宇宙やその他の高ストレス用途に適しています。
A: 陽極酸化層の厚さは、陽極酸化溶液の種類や印加電流など、陽極酸化処理の期間と条件を調整することによって制御されます。

