
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
ハードコート陽極酸化処理は、タイプ III 陽極酸化処理とも呼ばれ、実際の用途を伴うプロセスです。これは、アルミニウム部品の表面の強度と耐摩耗性および耐腐食性を高めるために設計された電気化学的方法を使用する点で、他の形式の陽極酸化処理とは異なります。このガイドでは、科学的根拠からさまざまな分野での実際の用途まで、ハードコート陽極酸化処理の重要な側面をすべて詳しく説明します。プロセス、その利点、およびハードコート陽極酸化処理されたアルミニウムに色を組み込むための可能な用途に関する情報が必要な場合は、ここで詳しく説明されています。このガイドは、長年にわたり、ハード陽極酸化処理がアルミニウム部品の機能的および視覚的属性を管理するための決定的な答えとなった理由を読者に理解してもらうために作成されました。
ハードコート陽極酸化は、通常の陽極酸化よりも高度で厚い形態です。このプロセスでは、硫酸電解液で低温の電気化学的酸化により、アルミニウム部品の表面層がより高密度で弾力性に富んだ層になります。陽極酸化は主に外観上の酸化層、または腐食防止効果が最小限の酸化層になりますが、ハードコート陽極酸化は最適な耐久性、優れた耐摩耗性、および過酷な環境条件からの保護を提供するように設計されています。そのため、パフォーマンスと寿命が重要となる重工業やその他の過酷な使用ケースに最適です。
アルミニウムの陽極酸化処理には、酸化層の品質と特性に直接影響を与える多くのプロセスを実行する必要があります。
電解質の組成: 最も一般的な陽極酸化電解液は、標準陽極酸化、ハードコート陽極酸化では硫酸、その他の特定の用途ではクロム酸です。硫酸の場合、濃度は通常、重量比で 10 ~ 20% です。
温度:
標準的な陽極酸化処理中、電解液の温度は約 68°F ~ 75°F (20°C ~ 24°C) に維持されます。
ハードコート陽極酸化処理では、層の硬度と厚さを高めるために、約 28°F ~ 32°F (-2°C ~ 0°C) の低温が推奨されます。
電圧と電流密度: 標準的な陽極酸化処理の一般的なパラメータは、電圧が 12 ~ 18 ボルト、電流密度が 10 平方フィートあたり 20 ~ XNUMX アンペア (ASF) です。
ハードコート陽極酸化処理では、より厚く密度の高い酸化物層を得るために、最大 100 ボルトと 20 ~ 40 ASF の電流密度が必要になる場合があります。
時間:
標準的な陽極酸化処理には 15 ~ 30 分かかり、その時間内に 0.1 ~ 0.8 マイル (2.5 ~ 20 ミクロン) のコーティング厚さが得られると予想されます。
ハードコート陽極酸化処理は、30~120 ミル (1~4 ミクロン) の厚さを達成することを目的としているため、25 分~ 100 分とより長い時間がかかります。
シーリング:
沸騰水または酢酸ニッケルを使用すると、陽極酸化処理後の酸化層の細孔が密閉され、耐久性と耐腐食性が向上します。
これらのパラメータを変更することで、美観や機能上の目的で陽極酸化処理プロセスを変更し、さまざまなアプリケーションで最適に使用できるようになります。
タイプ II とタイプ III の陽極酸化処理は、厚さ、耐摩耗性、および使用目的が異なります。次の表は、2 つの方法の最も重要な違いをまとめたものです。
厚さ
タイプ II 陽極酸化処理は、装飾仕上げと軽度の腐食防止を目的としており、コーティングの平均厚さは 0.2 ~ 1.0 ミル (5 ~ 25 ミクロン) です。
すべてのタイプの硬質陽極酸化処理と同様に、タイプ III 陽極酸化処理では、主な目的が耐久性と耐摩耗性であるため、コーティングの厚さがはるかに厚くなり、平均 1.0 ~ 4.0 ミル (25 ~ 100 ミクロン) になります。
電流密度
10~20 ASF(平方フィートあたりのアンペア数)などの低い電流密度は攻撃性が低いため、タイプ II 陽極酸化処理に最適です。
より高負荷の用途では厚く高密度の酸化層を適用する必要があるため、タイプ III 陽極酸化処理では、通常 23 ~ 37 ASF のより高い電流密度を使用します。
温度
タイプ II 陽極酸化処理は、硫酸浴で約 70°F (21°C) の温度で行われます。
タイプ III 陽極酸化処理では、より強力で密度の高い酸化物の形成を促進するために、32 ~ 50°F (0 ~ 10°C) の低温が必要です。
用途
タイプ II 陽極酸化処理は、電子機器や建築部品など、見た目の美しさと腐食からの基本的な保護が必要な状況に適しています。
高い耐摩耗性と構造的完全性が求められる航空宇宙部品、産業機械、軍事機器などの部品は、タイプ III 陽極酸化処理に最適です。
また、タイプ III の陽極酸化処理は、タイプ II よりも耐腐食性と耐摩耗性がはるかに優れているため、過酷な環境にも適しています。
タイプ II の陽極酸化処理は中程度の耐性がありますが、性能向上のために密封されることがよくあります。これを理解することで、メーカーは製品の機能的および美的ニーズに基づいて適切な陽極酸化処理タイプを選択できます。
タイプ III 陽極酸化処理とも呼ばれるハードコート陽極酸化処理は、優れた耐摩耗性と耐腐食性、高い硬度、アルミニウム部品の保護を備えた耐久性のある表面を作り出す陽極酸化処理を指します。私の見解では、これは要求の厳しい処理において他の処理よりも優れています。以下に、関係するパラメータを示します。
厚さ: 0.001 インチ~ 0.004 インチ (25 ~ 100 ミクロン)。特定の用途に合わせて、厚さを厳密に制御できます。
硬度: 60 ~ 70 ロックウェル C で、高摩擦の使用可能性を備えています。
耐摩耗性: 高負荷および継続的な摩耗環境において優れた耐摩耗性と耐性を発揮します。
耐腐食性: 塩水噴霧試験 (ASTM B300) で 117 時間以上耐え、密封すると過酷な条件下でも優れた耐性を発揮します。
色: 酸化層が厚くなると、使用される合金とプロセス変数に応じて灰色から黒色になります。
断熱: 優れた耐熱性により、熱が重要な用途で断熱性が実現します。
誘電特性: 電子機器や航空宇宙分野での使用に適した優れた電気絶縁性を備えています。
これらの特性に着目すると、ハードコート陽極酸化処理は、過酷な条件下での強度を高める効果的な技術です。最良の結果を得るには、合金の組成と想定される使用環境を考慮する必要があります。
アルミニウムを陽極酸化処理すると、強度の向上、耐腐食性の向上、耐摩耗性の向上など、さまざまな利点が得られ、さまざまな用途に役立ちます。この処理により、表面の寿命が延び、メンテナンスの手間が省ける強固な保護酸化層が形成されます。さらに、優れた熱絶縁性と電気絶縁性が得られるため、航空宇宙、エレクトロニクス、自動車産業などの専門分野での用途が可能になります。表面は衛生的で無毒であるため、食品グレード、医療グレードでもあります。
硬質アルマイト処理された表面は、酸化皮膜により、未処理の金属に比べて優れた耐摩耗性と耐腐食性を備えています。この皮膜は未処理の金属よりもはるかに耐久性が高く、機械的な摩耗や傷、湿気や塩分などの環境要因に対してより厳重な保護を提供します。効果的なシーリングにより耐腐食性がさらに強化され、有害物質が皮膜に浸透するのを防ぎます。たとえば、特定の合金とシーリング プロセスに応じて、アルマイト処理されたアルミニウム合金の表面は、塩水噴霧試験で最大 3000 時間の耐腐食性を達成できます。これらの要素が組み合わさることで、硬質アルマイト処理された素材は、産業環境や海洋環境における過酷で頻繁な使用条件に最適です。
硬質アルマイト処理されたアルミニウム合金の表面は、より強靭で耐久性があり、要求の厳しい状況にもより適しています。アルマイト層のマイクロ硬度は高く、使用される合金とプロセスパラメータに応じて 350 ~ 600 HV の範囲で変化します。この硬化された表面は摩耗や擦り切れに耐えることができ、機械的ストレスや摩擦を受けても性能が維持されます。
重要な技術的パラメータの25つは、表面保護によって強度が得られるため、工業用途に適した150~XNUMXミクロンの厚さです。この耐久性のあるコーティングは、基材への接着性に優れ、摩擦係数が低いため、寿命が長くなります。上記の特性により、硬化陽極酸化処理されたコーティングの使用が可能になります。 航空宇宙部品、自動車、重機産業など、部品が厳しい条件にさらされ、故障が許されない産業で使用されます。
硬化陽極酸化処理された部品は、そのユニークな特性の組み合わせにより、多用途に使用できます。高い耐久性、耐熱性、耐腐食性が求められる航空宇宙、自動車、重機業界で、これらの部品が幅広く使用されていることは、私も認めます。航空宇宙業界では、これらの部品は厳しい温度やストレス下で機能するため、不可欠です。自動車業界では、耐摩耗性があるため、エンジンやブレーキ システムに使用されています。重機業界では、厳しい動作環境でも耐久性があるため、魅力的です。
機能性ハードアルマイトコーティングは、厚さが 25 ~ 150 ミクロン、硬度が 350 ~ 500 HV (ビッカース硬度)、摩擦係数が 0.1 ~ 0.4 です。これらの詳細により、基材への高い密着性によってコーティングの持続的な性能が保証され、重要な用途での重要性が証明されます。
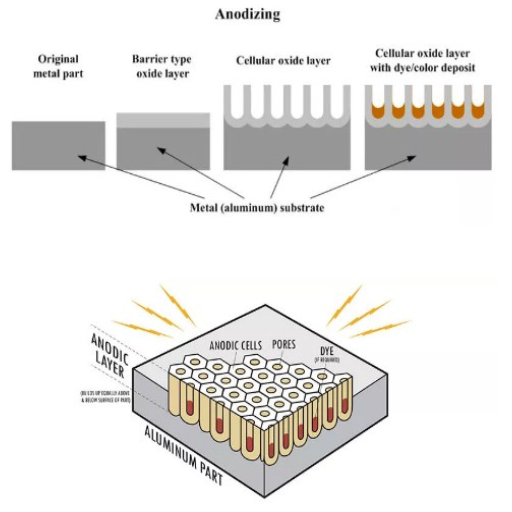
難しい陽極酸化処理は耐腐食性が非常に高く、表面をしっかりと保護するためにいくつかのステップがあります。最初のステップは、アルミニウム基板を念入りに洗浄して不要な汚染物質を取り除くことです。次のステップでは、 電解液中の金属部品電流が流されます。この場合、溶液として硫酸が使用されます。その結果、表面が酸化され、複雑で高密度の酸化層が生成されます。すべての手順では、温度、通電、電解質の種類など、プロセスの正確な制御が必要です。部品は、耐酸化性と全体的な性能を向上させるために、追加のシーリング手順を受けることもできます。
アルミニウム加工物の表面処理
洗浄: アルミニウム製のワークピースは、グリース、汚れ、残留物を取り除くために徹底的に洗浄されます。通常、アルカリ性または酸性の溶液がこの目的を十分に果たします。
脱酸素: このステップでは脱酸素剤を使用し、自然に存在する酸化物層を除去し、陽極酸化の一貫性を保証します。
陽極酸化処理のセットアップ
電解液の選択: 処理するアルミニウム片を電解液の下に置きます。通常、15~20% の濃度の硫酸が使用されます。
陽極と陰極の接続: このステップでは、アルミニウム片が陽極となり、接続されます。陰極電極が接続されます。陰極電極は通常導電性材料で作られており、鉛またはステンレス鋼で作ることができます。
直流(DC)の応用
電流密度: 12 平方フィートあたり 30 ~ XNUMX アンペア (ASF) の電流密度が適用されます。
電圧: 酸化層の望ましい特性に応じて、電圧は徐々に 12 ~ 20 ボルトまで上げられます。
温度制御: 電解液の温度は、過熱を回避しながら反応を促進するために、68°F ~ 72°F (20°C ~ 22°C) の間で制御されます。
酸化物層の形成
電解液からの酸素イオンがアルミニウム表面と反応し、厚い多孔質の酸化アルミニウムが生成されます。コーティングの厚さは、処理の時間と強度に応じて変化します。
酸化層の密封
水和は、陽極酸化処理された部品を脱イオン沸騰水 (約 212°F/100°C) に浸すことによって密封します。残りの酸化アルミニウムは、耐腐食性が向上した水和した非多孔性の酸化アルミニウムに変化します。
代替方法(オプション): 特定のニーズに応じて、酢酸ニッケルなどの化学シーリング溶液を代わりに使用できます。
このプロセスの各ステップは、その目的に応じて長持ちし、高性能な陽極酸化層を実現するために重要です。
陽極酸化コーティングの品質と厚さは、いくつかの重要な基準に依存します。
電解化合物: 電解化合物の種類と比率は陽極酸化処理に顕著な影響を及ぼします。通常、最もよく使用される電解液は硫酸です (重量比 15 ~ 20%)。酸を使用する後続の処理により、気孔が大きくなる可能性がありますが、コーティングの硬度と耐久性は低下します。
電流電力: 電流に適用される電力は、塗布厚さに影響します。この厚さの表面塗布は、12~30 A/ft² (1.3~3.2A/dm²) が推奨されます。塗布厚さが低いほど、コーティングはより均一になり、塗布厚さが高いほど、層がより厚くなりますが、過熱の可能性が高くなります。
陽極酸化電圧: 電圧によって、初期の酸化層の形成段階が決まります。通常、硫酸を使用した電解陽極酸化は、より高い電圧を使用するタイプ III (硬質陽極酸化) などのより複雑で厚いコーティングを除き、12 ~ 18 ボルトの範囲内です。
電解液の温度: 電解液の温度は、酸化物の成長速度とコーティングの硬度に影響します。コード温度が低い場合 (32 ~ 50°F/0 ~ 10°C)、コーティングはより緻密で硬くなります。コード温度が 68 ~ 72°F/20 ~ 22°C の場合、コーティングの成長は促進されますが、硬度が低下する可能性があります。
陽極酸化処理の時間: 処理時間はコーティングの厚さを調節する上で非常に重要です。標準的な陽極酸化処理には、15 分から 60 分程度かかります。一方、硬質陽極酸化処理では、必要な厚さに応じて、30 分から 120 分かかることがよくあります (たとえば、タイプ II コーティングの厚さは通常 5 から 25 マイクロメートルですが、タイプ III コーティングの厚さは 25 から 150 マイクロメートルです)。
合金組成: アルミニウム合金の組成はコーティングの形成に大きな影響を与えます。純粋なアルミニウム (1xxx シリーズ) は均一なコーティングを生成しますが、シリコン、銅、鉄の濃度が高い合金は見苦しいコーティングを生成したり、異常な色を呈したりする傾向があります。
電解液の撹拌: 適切な撹拌により、均一な処理条件が維持され、熱の蓄積が最小限に抑えられ、酸化物層の均一な形成が保証されます。
シーリング プロセス: 酢酸ニッケルと高温の脱イオン水によるシーリングにより、耐腐食性が強化され、シーリング プロセスでは除去できない残留多孔性が除去されて最終仕上げの品質が向上します。
各変数のプロセス仕様を注意深く厳密に順守することで、メーカーは特定の用途に対して陽極酸化処理プロセスを最大限に活用し、コーティングの耐久性と高性能を保証できます。
陽極酸化処理を監視すると、電解質と電流密度の両方が陽極酸化コーティングの品質と特性に大きく影響します。ほとんどの用途では、電解質、通常は硫酸 (H₂SO₄) が電気化学反応のバックグラウンドとして機能します。その濃度は一般に重量比で 10 ~ 20% で、これにより熱の蓄積を過度に促進することなく良好な導電性が得られます。酸化物層の過剰な溶解を避け、均一なコーティングを実現するために、電解質の温度を通常 15 ~ 25°C (59 ~ 77°F) 程度に維持する必要があります。
あらゆる陽極酸化処理と同様に、電流密度は平方フィートあたりのアンペア数 (ASF) または平方デシメートルあたりのアンペア数 (ASD) で測定され、酸化層の成長と厚さを決定します。硫酸陽極酸化処理を効果的に行うには、12 ~ 24 ASF (1.2 ~ 2.4 ASD) が妥当な範囲であり、この範囲では焼けやコーティングの不均一さがなく、ある程度の酸化物を形成できます。電流密度を高くすると処理を加速できますが、損傷を避けるために適切な温度制御と撹拌を行う必要があります。
これらの調整により、特定の用途向けに強力な耐腐食コーティングを生成し、物体の機能と外観を向上させることができます。
陽極酸化アルミニウム、 一般的にグレーまたは黒の色合いで見られるこの色調は、カスタマイズに使用された合金の種類、電解液、および処理パラメータを正確に示しています。標準的な陽極酸化処理とは異なり、緻密なコーティング構造により、色のオプションのカスタマイズが制限されます。ただし、染料を使用してアースカラーを実現することは可能です。
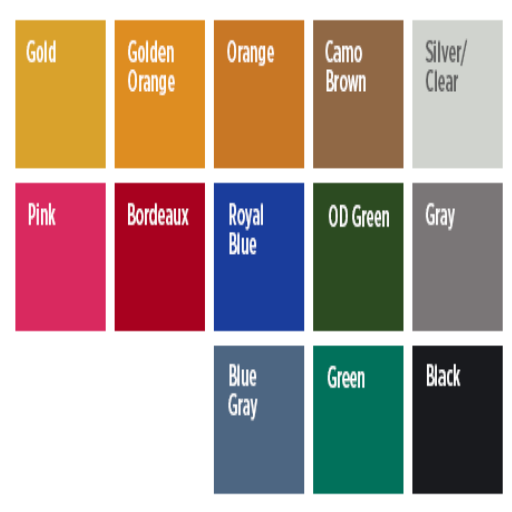
アルミニウムに表示されるカラー オプションは、ハード コート陽極酸化処理中に自動的に提供されるデフォルトのオプションです。これらのオプションは、薄いグレーから黒一色までの範囲で変化し、さらに次の要素によって影響を受けることがあります。
合金の組成: 6061 などの合金は暗い仕上がりになる傾向がありますが、7075 などの合金は明るい仕上がりになります。
電解液と温度: 華氏 32 度から 50 度の低温電解液は、より密度の高い酸化層を形成し、全体的な色に影響を及ぼします。標準的な酸化層の厚さは、約 5 ミクロンから 50 ミクロンで、色の濃さが決まります。
ハードコート陽極酸化アルミニウムの染色では、カラー染色による仕上げはあまり一般的ではありませんが、それでもいくつかの色のオプションがあります。部品を修復するために染料を塗布する場合、濃い酸化物層に浸透するのが難しいため、通常は暗い色に制限されます。染色が成功するかどうかは、次の重要なパラメータにも左右されます。
孔サイズ: 孔が大きくなると (わずかな処理の変更により実現)、染料の保持力が向上します。
染料の種類: 染料の表面への適切な接着と色の耐久性を確保するには、ハードコーティングと互換性のある着色剤染料を使用する必要があります。
シーリング処理: 熱湯や酢酸ニッケルなどの適切なシーリングにより、耐腐食性が大幅に向上し、色の保持力が向上して染料が保存されます。
結局のところ、染色された部品は、実用的な要件を維持しながら、望ましい美観を実現するオプションを提供します。一方、自然な仕上げはより耐久性があり、一貫したクリアな外観を提供します。
硬質陽極酸化表面を着色する際に表面の完全性を損なうことなく最適な結果を達成することを考慮すると、次の制限と重要なポイントを強調する必要があります。
多孔性の低減: ハード陽極酸化処理では、通常の陽極酸化処理よりも密度が高く、多孔性の少ない酸化物層が形成されます。多孔性が低減すると染料の吸収が最小限に抑えられ、鮮やかな色や深みのある彩度の高い色を実現することが難しくなります。
表面仕上げの影響に関する情報:
陽極酸化処理前の表面処理として研磨またはビーズブラストを行うと、研磨の外観に大きな影響を与えます。
合金の組成が異なるため、酸化物の成長速度が異なり、さまざまな色が生じ、色の一貫性がなくなります。
色の範囲:
硬質アルマイトコーティングの厚さと密度により、実現可能な色は制限されます。明るい色や半透明の色ではなく、黒などの暗い色を生成する方が実現可能です。
プロセス温度:
通常、温度が低いほど、層の硬度と厚さは増します (32°F ~ 50°F / 0°C ~ 10°C)。ただし、温度が低いと、従来の陽極酸化処理よりも染料の吸収レベルが低くなる可能性があります。
シーリングの課題:
シーリングにより堅牢性と耐腐食性は向上しますが、色がくすんだり、染色された表面が変化したりする可能性があります。色の劣化を防ぐために、熱水や酢酸ニッケルなどの標準的なシーリング剤を制御する必要があります。
機能上のトレードオフ:
色の濃さや使用する染料の種類によっては、コーティングに色を加えると、硬度や耐摩耗性が低下するリスクが高まります。そのため、機能と美観の調和のとれたバランスを見つけることが最も重要です。
コストと複雑さ:
部品の硬質陽極酸化処理の後に染色とシーリングの工程が追加されることも、コストと複雑さに影響します。
コーティングが均一に塗布されるようにし、縞やシミなどの塗布欠陥を回避するには、特別な注意が必要です。
技術的パラメータ:
コーティングの厚さの一般的な範囲は 0.002 インチから 0.004 インチ (50 〜 100 ミクロン) で、これはハードアルマイト仕上げの標準ですが、これより薄い場合もあります。コーティングが薄いと染色の機会が増える可能性がありますが、コーティングが弱くなります。
合金の適合性: 6061 および 7075 アルミニウム合金は硬質陽極酸化処理に最もよく使用されますが、シリコン濃度が高い合金など、一部の合金では一貫した着色と陽極酸化処理を実現するのが容易ではありません。
シール温度:
使用される密封方法に応じて、176°F ~ 212°F (80°C ~ 100°C) になります。
これらの要因により、硬質アルマイト処理された表面の顕著な特性をうまく利用しながら、鮮明でカラフルなデザインを実現することが困難であることが浮き彫りになります。これらの問題をうまく解決するには、ある程度の事前の計画と十分なノウハウが必要です。
ハード陽極酸化処理では、いくつかのパラメータが厳密に制御されていない場合、色の結果が大きく変わることがあります。私の経験では、陽極酸化処理プロセスの管理が最も重要な作業です。浴の組成が重要で、重量比で 15 ~ 20% の硫酸濃度で最良の結果が得られます。温度制御も同様に重要です。電解浴は、酸化物の成長が一定に保たれるように、32°F ~ 50°F (0°C ~ 10°C) の範囲内に維持する必要があります。電圧と電流密度にも細心の注意が必要です。12 ~ 18 ボルト、15 ~ 30 ASF (アンペア/平方フィート) であれば、多くの用途に適しています。さらに、多くの合金、特にシリコンや銅を多く含む合金は色落ちする傾向があるため、合金の組成も考慮する必要があります。適切な密封技術も役立ちます。たとえば、176°F ~ 212°F (80°C ~ 100°C) の脱イオン水を使用すると、色が効果的に固定されます。言い換えれば、一貫性は、プロセスのさまざまな段階での綿密なやり取りと監視によって達成されます。

ハードコートアルマイトは、航空宇宙、自動車、医療、海洋、工業の各分野に強力な保護を提供します。その比類のない耐腐食性により、航空宇宙産業は過酷な条件下で軽量で強力なコンポーネントを利用できます。自動車分野では、高いレベルの耐久性が求められるピストンやシリンダーにハードコートアルマイトが使用されています。医療技術では、滅菌された生体適合性の表面が求められる手術器具や装置にハードコートアルマイトが活用されています。さらに、海洋産業では、腐食性の高い環境で機器を保護することで、工業分野でのツールや機械部品の寿命が長くなります。これらの業界は、他の多くの業界とともに、ハードコートアルマイトが提供する優れた性能と耐久性の用途の多様性を示しています。
航空宇宙および防衛産業は、ハードコート陽極酸化処理に大きく依存しています。そのコーティングは耐久性が高く、軽量で、厳しい環境条件に耐えることができるからです。ハードコート陽極酸化処理の優れた耐摩耗性は、航空機のフレーム、着陸装置、ミサイル システム、衛星構造のコンポーネントに適用することでさらに強化されます。
航空宇宙および防衛アプリケーションの主な技術パラメータ:
硬度: 通常、耐摩耗性を高めるために最大 60 HRC (ロックウェル C) を達成します。
厚さ: 一般的に 25 ~ 50 ミクロン (0.001 ~ 0.002 インチ) の範囲であるため、重量差がなく優れた耐久性が実現されます。
耐腐食性: 塩水噴霧試験 ASTM B117 (著しい腐食なしで最大 336 時間) などのいくつかの基準を満たし、それを上回ります。
耐熱性: -70°C から 200°C を超える極端な温度でも機能し続けます。
電気絶縁: 1000 ~ 2000 ボルト/ミルの優れた絶縁強度を提供します。
これらの特性により、ハードコートアルマイト処理は、航空宇宙および防衛で使用される実質的な高品質部品の製造に不可欠なものとなっています。ハードコートアルマイト処理は、最も厳しい環境でも機能性と耐久性を保証します。
ハードコート陽極酸化処理は、その揺るぎない強度と耐腐食性により、海洋産業や自動車産業で広く使用されています。自動車用途では、出力密度と耐疲労性が重要となる車両のエンジン、ブレーキ、トランスミッションによく使用されます。陽極酸化処理された表面は摩耗や裂傷に対する耐性を高め、摩擦を減らし、重要なコンポーネントの寿命を延ばします。最も硬いハードコート陽極酸化処理層は 60 ~ 70 ロックウェル C で、高摩擦環境に最適です。
海洋用途では、ハードコート陽極酸化処理により、プロペラ、舵システム、船体継手などの部品が高レベルの塩水腐食から保護されます。これらは、塩水や湿気に浸かった後でも動作可能です。ハードコート陽極酸化処理された部品は、長期間 (336 時間) にわたって塩水噴霧環境に耐え、劣化しないことが実証されており、ASTM B117 などの耐腐食性テストでも確認されています。
さらに、ハードコート陽極酸化処理の電気絶縁性と熱安定性の特性により、両業界の電子システムに適用可能で、非常に高い温度でも最適なパフォーマンスが保証され、電気的な故障を回避できます。標準的な耐熱性は通常、-70°C から 200°C 以上で、誘電強度は通常 1000 から 2000 ボルト/ミルの範囲です。これらの特性はその汎用性に明らかであり、堅牢で耐久性のある自動車部品や船舶部品の設計におけるその役割は否定できません。
ハードコート陽極酸化処理により、表面の耐久性が向上し、摩耗が軽減され、産業機械や設備の腐食が防止されます。ロックウェル スケールで 60 ~ 70 HRC という優れた硬度により、高摩擦や高負荷を受ける部品の耐用年数が長くなります。潤滑すると、コーティングの摩擦係数は 0.06 ~ 0.09 と低いため、エネルギーと材料の損失が減ります。さらに、コーティングは耐薬品性に優れているため、機械部品は化学薬品、溶剤、酸にさらされる非常に過酷な産業条件でも機能します。この仕様は、ハードコート陽極酸化処理が産業用途の厳しい要件を満たし、重要な設備の信頼性と耐久性を保証することを証明しています。

アルミニウムの陽極酸化処理方法の中でも、ハードコート陽極酸化処理は、その極めて高い耐久性、耐腐食性、および硬い表面という点で独特です。通常の陽極酸化処理と比較して、より厚い酸化層を形成し、より厳しい条件下で金属を保護することができます。粉末コーティングやメッキなどの他の方法とは異なり、ハードコート陽極酸化処理はアルミニウム表面の一部となるため、釘を打ち付けても欠けたり、剥がれたり、はがれたりすることはありません。さらに、主に過熱や激しい機械作業が高摩擦と組み合わさった場合に、断熱性が向上し、耐摩耗性が向上します。表面の美観を高めたり、特定の機能を実現したりするには他のアプローチの方が適しているかもしれませんが、ハード陽極酸化処理コーティングは、長期間の使用と効率のために工業用途に最適です。
どちらの技術も機械加工作業でよく使用されるカスタム表面処理ですが、用途やその他の特徴が異なります。
耐久性
複合型陽極酸化処理: 最も耐久性があり、摩耗、損耗、環境暴露に対して耐性があります。アルミニウム上に酸化層が形成されるため、コーティングを剥がしても効果はありません。
硬度: ロックウェル硬度で 60 ~ 70 HRC 以上。表面層は加工されている場合があります。
粉体塗装: 校正された標準性能に対して優れた耐久性を発揮します。ただし、強い機械的衝撃やストレスを受けると、傷がついたり、欠けたり、剥がれたりすることがあります。
耐食性
複合型陽極酸化処理: 厳しい外部環境下でも保護なしで高い耐腐食性を発揮します。 陽極酸化処理の厚さは 25 ~ 150 ミクロンで、十分な保護効果を発揮します。
粉体塗装: 環境条件と塗装自体に基づく中程度の耐腐食性。塗装は損傷しやすく、下地が露出しやすくなります。
美的特徴
ハードコートアルマイト: マットまたは繊細な質感の機能的な仕上げ。色の範囲は最小限です (主にグレーから黒)。
粉体塗装: さまざまな仕上げと色が用意されているため、あらゆる装飾目的に適しています。
熱性能
ハードコートアルマイト処理: 優れた断熱性を保ちながら最高の耐熱性を実現します。
熱伝導率: 約 1 W/mK (層の厚さによって異なります)。
粉体塗装: 断熱性や放熱性はそれほど良くありません。
アプリケーションの適合性
ハードコートアルマイト:最高 産業用およびその他の高性能アプリケーション 長期にわたる耐久性と保護を必要とするもの(例:航空宇宙、自動車、軍事)。
粉体塗装: 装飾用または軽い負荷がかかる状況 (例: 消費者製品、家具) に適用されます。
どちらの処理にも欠点はありますが、特定の分野では優れています。ハードコート陽極酸化処理は、厳しい使用条件や高性能のニーズに最適ですが、粉体塗装は、適度な保護と美観に最適です。
パフォーマンスと耐久性。
ハードコート陽極酸化は、表面コーティングの耐摩耗性に関しては最高です。表面層は酸化アルミニウムの形をとり、硬度が 70HRC を超える厚い層の形をしています。比較すると、メッキや塗装コーティング方法は表面がはるかに柔らかく、硬度が高いため、欠け、剥がれ、腐食が発生します。陽極酸化層の表面は信じられないほど丈夫で、メッキや塗装面と比較して滑らかな表面は時間の経過とともに腐食しやすくなります。
粉体塗装は従来の塗装に比べて耐久性が向上していますが、やはり、陽極酸化処理などの他のコーティングのような耐摩耗性や硬度がありません。
腐食
ハードコート陽極酸化処理は、化学的な攻撃を受けにくい非導電性の酸化アルミニウム層により、腐食に対する抵抗力が非常に優れています。塩水噴霧試験では、陽極酸化処理層の厚さ (1,000 ~ 25 ミクロンが望ましい) にもよりますが、ハボック陽極酸化処理層は、当然ながら保護されていないアルミニウムよりも 50 時間以上優れた性能を発揮します。
メッキよりもカバー力が弱いため、ひび割れが生じやすく、過度の揺れに対しては中程度の保護しか得られません。
それに比べて、塗装は剥がれや傷の原因となり、下地を腐食にさらすことになります。
電気的および熱的特性
ハードコート陽極酸化処理は、非常に優れた耐誘電強度 (2500 V/ミル) を持つ絶縁体として機能しながら、非常に熱的に安定しています。ただし、塗料やパテに軟質合金が使用されることが多いメッキや塗装のプロセスにはまったく適していません。
電流を流す必要がある用途では、メッキにより優れた電解伝導性が得られます。ただし、熱抵抗が低くなります。
塗装:電気絶縁体および断熱材としては効果がありません。
その他の利点
環境およびメンテナンスの注意: 陽極酸化処理は、クロムやシアン化物を使用するメッキ処理に比べて毒性がはるかに低いため、環境への害も少なくなります。陽極酸化層は堅牢であるため、メンテナンスの必要性も少なくなります。
塗装: 不規則なメンテナンス サイクルは美観を損ない、環境に有害な VOC を使用します。
範囲の制限
ハードコート陽極酸化処理: 軍事、航空宇宙、重機などの過酷な産業用途に最適です。
メッキと塗装: 装飾用途や軽作業に適しています。
これらの理由から、ハードアルマイト処理が過酷な使用条件に最適である理由がわかります。ハードアルマイト処理は、非常に耐久性があり、優れた保護機能を備え、機能的です。
総メンテナンス費用とコーティングの寿命を考慮すると、ハードコート陽極酸化処理は私がこれまで出会った中で最も費用対効果の高いオプションの 1 つであると断言できます。初期投資は塗装やメッキよりも高額かもしれませんが、交換期間が長く、メンテナンス カプセルが少なくて済むため、時間の経過とともに元が取れます。さらに、ハードコート陽極酸化処理は摩耗、腐食、環境劣化に対して優れた性能を発揮するため、交換や修理の可能性と頻度を最小限に抑えることができます。
表面硬度は 60~70 Rockwell C と驚異的で、耐摩耗性は約 3,000 mg (ASTM D4060 Taber 摩耗試験で測定)、耐腐食性は 336 時間 (ASTM B117) の塩水噴霧試験で測定され、期待される基準を満たしています。これらのパラメータは、より要求の厳しい用途でのコスト効率のよさを裏付けています。硬化陽極酸化コーティングは、メンテナンスと保護対策がより必要な塗装やメッキよりも優れており、過酷な環境でもコスト効率と信頼性が高くなります。
A: アルミニウムの陽極酸化処理は、アルミニウム材料の表面に保護用の酸化層を作るために使われる電気化学的な処理です。この処理では、アルミニウムを電解液に浸し、電流を流して表面を酸化させます。その結果、元のアルミニウム表面よりも硬く耐久性のある、高密度の酸化アルミニウム陽極酸化皮膜ができます。
A: 陽極酸化処理には、タイプ I (クロム酸陽極酸化処理)、タイプ II (硫酸陽極酸化処理)、タイプ III (ハード陽極酸化処理) の 3 つの主なタイプがあります。ハードコート陽極酸化処理とも呼ばれるタイプ III は、最も厚く、最も耐摩耗性に優れたコーティングを生成します。各タイプは異なる特性を備えており、さまざまな用途に適しています。
A: タイプ III 陽極酸化処理とも呼ばれるこの困難な陽極酸化処理は、通常の陽極酸化処理とはいくつかの点で異なります。通常、低温、高電流密度、および長い処理時間が使用されます。その結果、標準的な陽極酸化処理よりも厚く、複雑で、耐摩耗性に優れたコーティングが実現します。硬質陽極酸化処理されたアルミニウムは、優れた耐腐食性と耐久性を備えているため、要求の厳しい用途に最適です。
A: 硬質陽極酸化コーティングの利点には、耐摩耗性の向上、耐腐食性の向上、硬度の向上 (一部の鋼に匹敵)、電気絶縁性の向上、潤滑性の向上などがあります。また、硬質陽極酸化アルミニウムは未処理のアルミニウムよりも見た目が良く、さらなる表面処理やコーティングの優れたベースとなります。
A: 硬質アルマイト処理アルミニウムは、その耐久性と保護特性により、さまざまな業界で使用されています。代表的な用途としては、自動車部品、航空宇宙部品、軍事機器、調理器具、スポーツ用品、油圧部品、精密機械部品などがあります。耐摩耗性と腐食防止が重要な場合に特に役立ちます。
A: はい、頑丈な陽極酸化アルミニウムに陽極酸化色を施すことができます。ただし、コーティングの密度により、標準の陽極酸化処理に比べて色の選択肢が限られます。通常、硬質陽極酸化処理された表面には、黒、ダークグレー、ブロンズなどの暗い色が一般的です。着色プロセスは通常、電解着色または有機染料含浸によって行われます。
A: 陽極酸化処理、特に硬質陽極酸化処理では、アルミニウムの表面に層が追加されるため、寸法公差に影響する可能性があります。コーティングは外側と内側に広がり、約 0.001 分の 0.001 は内側に広がります。つまり、精密部品の設計と製造プロセスでは、寸法の変化を考慮する必要があります。通常、コーティング XNUMX インチごとに厚さが約 XNUMX インチ増加します。
A: シールは陽極酸化処理の重要なステップです。陽極酸化処理によって多孔質の酸化物層が形成された後に、シールによってこれらの細孔が閉じられ、陽極酸化処理された表面の耐腐食性と色の保持性が向上します。熱水シール、重クロム酸塩シール、酢酸ニッケルシールなど、さまざまなシール方法があり、陽極酸化アルミニウムの用途に応じてそれぞれ特定の利点があります。
A: 通常の陽極酸化処理とハード陽極酸化処理では、陽極酸化コーティングの厚さが大きく異なります。通常の陽極酸化処理 (タイプ II) では、通常、0.0002 ~ 0.001 インチの厚さのコーティングが生成されます。一方、ハード陽極酸化処理 (タイプ III) では、0.001 ~ 0.004 インチ、場合によってはそれ以上の、はるかに厚いコーティングを生成できます。この厚さの増加により、ハード陽極酸化処理された表面の優れた耐摩耗性と耐久性が実現します。
A: ほとんどのアルミニウム合金は硬質陽極酸化処理が可能ですが、合金の組成によって結果は大きく異なります。 シリコンや銅を多く含む合金 2024 や 7075 などの含有量が多い合金では、コーティングが暗くなったり、均一性が損なわれることがあります。6061 や 7075 などの一部の合金は、硬質陽極酸化処理に適しており、優れた結果が得られます。特定のアルミニウム合金や用途に最適なプロセスを決定するには、陽極酸化処理の専門家に相談することが重要です。

