

製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
アルミニウムの表面をより強固にするだけでなく、改善するための重要なステップは、黒色陽極酸化処理です。このプロセスについて詳細に掘り下げ、陽極酸化アルミニウム事業のさまざまな分野にわたる無数の用途について説明します。この記事は、黒色陽極酸化処理に関するすべての情報を完全に網羅しています。最も頻繁に発生するメンテナンスの問題や、汚染の可能性から保護するために必要な予防措置などの質問に対処し、読者に、正しく迅速に答えを探す方法についての妨げのないガイダンスを提供します。これは、部品の製造、彫刻デザインのスペシャリスト、およびそれらの目標を追い求めるすべての人にとって役立つ可能性があります。

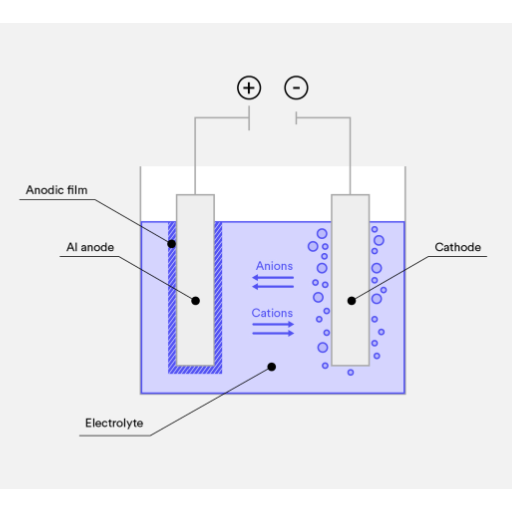
黒色アルマイト処理は、表面処理によってアルミニウムのメカニズムを改善します。また、製品の寿命と美観を向上させます。アルマイト処理は電解酸化によって行われ、アルミニウムは電流を流した酸性電解液槽に置かれます。電流によって金属の上部表面に保護酸化層が建設的に形成され、さらに黒く染めて滑らかな仕上がりにすることができます。これらの処理の結果、非導電性で傷がつきにくく、耐久性のある素材が生まれ、航空宇宙や軍事機器から消費者向け製品まで、幅広い用途に使用できます。
陽極酸化処理をより深く理解するには、特定の技術的パラメータと質問に対処する必要があります。
陽極酸化処理はなぜアルミニウムに関係するのでしょうか?
主な目的は、保護酸化層によってアルミニウムの美観、耐久性、耐腐食性を高めることです。
プロセスの技術的なパラメータは何ですか?
電解液: 最も一般的なのは硫酸の濃度が 15 ~ 20% です。
所望の酸化膜厚を得るには、電流密度は 10 ~ 30 A/ft² (1 ~ 3 A/dm²) になります。
電圧: 15〜20 ボルトの範囲。
温度: ほとんどの用途では、60 ~ 70°F (16 ~ 21°C) の範囲にする必要があります。
時間: 陽極酸化処理時間は 15 ~ 60 分ですが、陽極酸化処理の種類と酸化物の必要な厚さによって変わる場合があります。
酸化層の厚さはどれくらいですか?
陽極酸化層の深さは 0.5 ~ 25 ミクロンです。一般的な装飾仕上げは 10 ~ 15 ミクロン、ハードコート仕上げは 25 ~ 50 ミクロンです。
陽極酸化処理された表面を後処理で修正することはできますか?
多孔質酸化物層は密封する必要がないため、さまざまな色に染色できます。染色工程の後、脱イオン水または沸騰水中の酢酸ニッケルで気孔を密封して工程を終了し、気孔を閉じて層の外観をより美しくします。
これらの技術的パラメータに従い、プロセスフローを理解することで、適切な性能と外観を維持しながら、陽極酸化アルミニウムを特定の用途に合わせてカスタマイズできます。
染料は、黒色を供給し、アルミニウム表面をさらに装飾するために不可欠です。染料は同時に顔料として機能し、アルミニウム表面の外観を向上させます。陽極酸化処理は、アルミニウム表面の多孔質酸化物層が染料を捕らえる陽極酸化から始まります。有機染料または無機染料により、厚く均一な黒色のコーティングが得られます。カーボンブラック染料は、その強い着色と紫外線に対する耐性のため、最も一般的です。
黒色陽極酸化処理の技術的パラメータ
陽極酸化電圧と電流密度。染料を吸収するのに最適な細孔サイズを得るには、電圧は 12 ~ 24 ボルト、電流密度は 1.5 ~ 2.5 A/dm² の範囲で設定します。
電解質の組成: 最も一般的な電解質は硫酸で、濃度は 15 ~ 20% (重量/体積) です。
浴槽温度: 孔の形成と染料の受容の間の適切なバランスを確保するために、温度は 68 ~ 72F (20 ~ 22C) に保つ必要があります。
染色液への浸漬時間: 適切に染色するための最適な時間は 15 ~ 30 分です。濃い色合いにするには、より長い時間が必要になる場合があります。
密封: 密封することで毛穴が閉じ、染料が漏れるのを防ぎます。染色工程の後、沸騰した脱イオン水または酢酸ニッケルで容器を密封します。20~30 分間密封します。
これらのパラメータに従うと、黒色陽極酸化コーティングは、見た目に美しく滑らかな仕上がりを維持しながら、高い耐久性と色あせに対する耐性を備えています。このような用途は、機能的かつ美的目的の両方に役立つ自動車、航空宇宙、および家電業界で一般的です。
基本的な陽極酸化処理と比較した黒色陽極酸化処理の主な違いは、使用される染色技術と仕上げの目的です。黒色陽極酸化処理とは異なり、標準的な陽極酸化処理では表面の硬度と耐腐食性が向上し、陽極酸化処理表面とは異なる色が取り入れられることもあります。以前の技術とは異なり、黒色陽極酸化処理は、濃く均一な深みのある黒色と、同様に濃く耐久性のある表面を実現することを目的としています。これは、特殊な染料を使用するか、染色段階で金属塩、崩壊性ニッケル、コバルトを多孔質の酸化アルミニウム層に取り入れることで実現されます。
重要な技術的パラメータとしては、硫酸浴濃度 12 ~ 20 パーセント、動作温度 60 ~ 70 華氏 (16 ~ 21 摂氏)、電圧 (タイプ II 陽極酸化処理の場合は 15 ~ 18 ボルト、タイプ III (硬質陽極酸化処理) の場合は 60 ~ 90 ボルト) などがあります。黒色を実現するには正確な制御が不可欠であり、染色工程後の適切なシーリング方法 (表面の耐久性と色堅牢度を高めるために XNUMX ~ XNUMX 分間ニッケル酢酸塩の煮沸シーリングを行うなど) も重要です。
このような特徴により、黒色陽極酸化処理は、美観と持続的な性能が最も重要視される航空宇宙、家電、装飾製造業界で非常に好まれています。

耐久性の向上 - 黒色アルマイト処理によりアルミニウムの耐久性が大幅に向上腐食、摩耗、環境要因に対する優れた保護を提供します。これにより、要求の厳しい用途に最適です。
美的多様性 - 深みのあるブラック仕上げの洗練されたモダンな外観は、建築や家電製品など、さまざまな業界のさまざまなデザイン要件に美しく調和します。
表面性能の向上 - 陽極酸化層により表面硬度が保護され、使用頻度の高い状況でも傷がつきにくくなります。
軽量で丈夫 - ブラック 陽極酸化アルミニウムの表面 自然な軽量特性を失うことなく強度が向上し、かさばることなくより強くなります。
長期的な色の安定性 - しっかりと密封された黒色陽極酸化アルミニウムは、紫外線への曝露や摩耗により色あせする他の素材とは異なり、時間が経っても色が維持されます。
環境に優しいプロセス: 他のコーティング方法とは異なり、陽極酸化処理は廃棄物の発生が少ないため持続可能であり、必要な材料を完全にリサイクルできます。
優れた耐久性、機能性、美観を備えた黒色アルマイト処理アルミニウムは、多くの業界で好まれています。
1. 陽極酸化処理によって耐久性はどのように向上するのでしょうか?
陽極酸化処理はアルミニウムの表面硬度を高め、傷、摩耗、磨耗に対する耐性を高めると言われています。一般的な陽極酸化層の厚さは、ほとんどの用途では 10 ~ 25 ミクロンですが、高負荷用途では 50 ミクロンまで厚くなることがあります。これらの層は、過酷な環境でも長期間の耐久性を提供します。
2. 陽極酸化処理はどのようにしてアルミニウムの表面を保護するのでしょうか?
このプロセスにより、アルミニウムの表面に酸化層が生成され、腐食、紫外線、化学物質、湿気に対するバリアとして機能します。生成された層は、ベースとなるアルミニウム材料の酸化と劣化を防ぎます。
3. 陽極酸化コーティングには特定の技術的価値がありますか?
確かに、陽極酸化層の性能と品質は、その厚さ、硬度、密封品質などの主要なパラメータに依存します。
コーティングの厚さ: 装飾または汎用用途の場合は 10 ~ 25 マイクロメートル、工業用または高耐久性用途の場合は 25 ~ 50 マイクロメートル。
表面硬度: 最大 500HV (ビッカース硬度)、傷や摩耗に対する耐性を向上します。
密封品質: しっかりと密封された細孔空洞により、アルミニウムの酸化を防ぎながら、優れた耐腐食性と色の安定性を確保します。
4. 陽極酸化アルミニウムは熱に耐えられますか?
陽極酸化アルミニウムは A-1 超耐熱性です。基板温度は約 1,221 度 (摂氏 660 度) で陽極酸化され、極端な温度でも構造的完全性を維持できます。
このような技術的な詳細と利点のインターフェースにより、強度と耐久性が重要視される分野で陽極酸化アルミニウムが広く受け入れられている理由が説明されます。
すべての消費者は現代的で革新的なデザインを求めています。消費者向け電子機器や建築物などの現代的な製品は、 陽極酸化アルミニウム 光沢のある黒色仕上げで、完璧な仕上がりです。見た目も美しく、電気化学的な色沈着プロセスにより、時間が経っても色あせたり剥がれたりしない黒色の表面を実現します。
ある程度、製品の使い捨て性と耐久性の点では、黒色仕上げの方が望ましいと言えます。紫外線耐性と色安定性を高め、同時に製品素材の美観を長持ちさせます。表面の陽極酸化層は 10 ~ 25 ミクロンであるため、摩耗、剥離、引っかき傷にさらされても、ある程度の美しさを保ちます。さらに、指紋が残ることは絶対にないため、スマートフォン、ノートパソコン、その他の家電製品に適した表面となっています。
美観と性能のどちらかを妥協できない業界では、比類のない信頼性とともに優れた外観を放つ陽極酸化アルミニウムから大きな恩恵を受けることができます。

ブラック 陽極酸化アルミニウムはコーティングの中でもユニークである 美しさ、耐久性、性能の驚くべき組み合わせにより、耐腐食性と耐摩耗性において、 陽極酸化コーティングは塗料や粉体塗装を上回る コーティング。主な違いは、陽極酸化コーティングにはアルミニウム表面と化学的に結合する層があることです。軽量で非常に高い硬度 (モース硬度で 60 HRC 近く) により、厳しい環境でも耐久性を確保します。優れた放熱性と UV 耐性により、陽極酸化コーティングは他の多くのコーティングとは一線を画しています。
主要な技術パラメータ:
耐腐食性: 117時間を超えるASTM B1000塩水噴霧試験に合格
陽極酸化層の厚さは、プロジェクトの要件に応じて5〜25ミクロンです。
硬度: 最大 60 HRC (モース硬度)
熱伝導率: 205 W/m·K (陽極酸化処理による変化なし)
紫外線耐性:色あせやダメージがなく長持ちします
アルマイト 黒色アルミニウムコーティング 毒性がなく、塗装よりも長期間にわたって仕上がりが維持されます。これにより、今後何年にもわたって一貫した性能と美観が保証されます。
黒色アルマイト処理アルミニウムは、その機能性、魅力、耐久性の高さから、数多くの業界や分野で非常に人気があります。主な用途は次のとおりです。
建築: 洗練された外観と耐候性により、モダンなファサード、窓枠、その他の装飾品に最適です。
電子機器: 熱伝導性と耐腐食性に優れているため、多くの民生用および産業用デバイスの筐体、フレーム、ヒートシンクに広く使用されています。
自動車産業: 軽量で表面が傷つきにくいため、自動車の内装、トリム、エンブレムなどによく使用されます。
航空宇宙: パネルとブラケットは軽量で強度が高いため、厳しい環境にも容易に耐えることができます。
医療機器: 清潔さと耐久性が求められる器具や無毒の外科用機器が広く使用されています。
消費財: キッチン用品や調理用品は耐久性が高く、仕上げも好まれています。一方、スポーツ用品には黒色アルマイト加工のアルミニウムが使用され、非常に魅力的です。
陽極酸化処理された黒色アルミニウムは、装飾的かつ機能的なソリューションを必要とする多数の業界や目的にとって信頼できる選択肢です。
黒色アルマイト処理された部品は、損傷、腐食、環境要因に対する優れた耐性を備えているため、さまざまな産業分野で不可欠です。これらの部品を利用する一般的な産業は次のとおりです。
航空宇宙および防衛: 黒色陽極酸化アルミニウムは、軽量で環境条件に対する耐性が高いため、航空機部品、精密軍事機器、機器に使用されます。
主なパラメータ: 硬度 (ロックウェル C 60-70)、陽極酸化層の厚さ (10-25 ミクロン)、耐腐食性 (塩水噴霧試験で >1000 時間)。
電子工学および電気工学: 優れた熱伝導性により、黒色アルマイト処理アルミニウムはヒートシンク、筐体、電子コネクタに広く利用されています。アルマイト処理された表面は絶縁性や機械的強度を犠牲にしません。
主なパラメータは、熱伝導率 (130~180 W/m·K) と絶縁強度 (2000~2200 ボルト/ミル) です。
自動車産業: 黒色陽極酸化処理された部品は、美しい仕上がりと高い機械的および熱的耐性により、エンジン部品、シャーシ、装飾トリムに広く使用されています。
主なパラメータ: 耐熱性 (>300°F)、酸化層の厚さ (15~20 ミクロン)、摩擦係数 (用途に応じて 0.2~0.3)。
このような技術的能力により、黒色アルマイト処理部品は、優れた品質と高い美観が求められる条件下で優れた性能を発揮します。各アプリケーションは、機能性とエンジニアリング設計の洗練度を示しています。
さまざまな消費者製品に黒色アルマイト仕上げが採用されているのは、その洗練された外観、実用性、そして何よりも耐久性のためです。たとえば、スマートフォンやノートパソコンでは、軽量で傷がつきにくい筐体に黒色アルマイト仕上げが使用されています。同様に、フライパンやベーキングシートでは、表面が焦げ付きにくく、高温に耐えられることから黒色アルマイトコーティングが使用されています。時計や眼鏡のフレームにも、耐腐食性と高級感からこの仕上げが使用されています。
技術的パラメータ:
スマートフォン/ノートパソコン:
表面硬度: 200-400 HV
酸化層の厚さ: 10~15ミクロン
摩擦係数:約0.2(乾燥時)
調理器具:
耐熱性: >400°F
酸化層の厚さ: 15~25ミクロン
耐腐食性はFDAの食品グレードの安全基準を満たしています
アクセサリー(時計・フレーム)
表面硬度: >300 HV
耐摩耗性があり、日常使用でも長持ちします
これらのパラメータは、消費者向け製品の機能的および美的目的に最適な黒色アルマイト仕上げを実現するパフォーマンス基準を反映しています。

黒色酸化皮膜と黒色陽極酸化処理の違いは、主に使用される技術、材料の種類、および材料の使用目的にあります。
お申し込み手順
黒色酸化皮膜は、黒色酸化鉄を化学的に鉄金属に堆積させる保護プロセスです。一方、黒色陽極酸化は、アルミニウムやその他の非鉄金属を保護するためのコーティングを制御された酸化によって適用する電解プロセスです。
材料の互換性
黒色酸化皮膜は鋼鉄や鉄に効果がありますが、黒色陽極酸化皮膜はアルミニウム合金にさらに効果があり、耐腐食性を高めます。
耐食性と耐摩耗性
黒色陽極酸化処理された表面は、黒色酸化物よりも厚い酸化物層を持ち、耐腐食性、耐摩耗性、温度上昇に優れています。黒色酸化物には中程度の腐食から保護するための補助的なオイルが塗布されており、黒色陽極酸化処理された表面は最高の品質を備えています。
美的および機能的な使用
黒色陽極酸化処理された表面は、マット仕上げと光沢仕上げで素晴らしい染料着色を実現します。対照的に、黒色酸化物は機能的でありながら実用的な仕上げを実現し、主に工業用ツールやアプリケーションに使用されます。
どちらの技術も特定の材料と特性を対象としており、保護と美観の要件を満たしています。
それぞれの用途と技術仕様をよりよく理解するために、黒色陽極酸化処理と黒色酸化皮膜処理には次のような共通点があります。
材料の使用:
黒色陽極酸化処理: アルミニウム、チタン、マグネシウムに使用されます。
黒色酸化物: 鉄金属、鋼、ステンレス鋼、鋳鉄に最適です。
コーティング厚:
黒色陽極酸化処理: コーティングの厚さは保護によって異なり、0.0005 ~ 0.002 インチ (12.7 ~ 50.8 ミクロン) の範囲になります。
ブラック オキサイド: 非常に薄い層で、通常は 0.00002 ~ 0.0001 インチ (0.51 ~ 2.54 ミクロン) です。
耐腐食性:
黒色陽極酸化処理: 保持された条件下での塩水噴霧試験で最大 336 時間以上の耐腐食性を体験できます。
ブラック オキサイド: 中程度の耐性があり、シーラントまたは後処理オイルで強化されます。
耐摩耗性:
黒色アルマイト処理: メンテナンスが最小限で済むため、耐摩耗性に優れています。
ブラック オキサイドは耐摩耗性がほとんどないか、まったくないため、耐摩耗性を高めるにはオイルやワックスなどの追加処理が必要です。
温度抵抗:
黒色陽極酸化処理: 耐性が高く、1000 °F (538 °C) を超える温度でも最適に動作します。
ブラック オキサイド: 劣化が始まるまで 482 °F (250 °C) まで機能性を維持します。
電気絶縁:
黒色陽極酸化処理: 高い電気絶縁性を備えているため、絶縁を必要とする部品に最適です。
黒色酸化物: 絶縁には適していません。導電性があるため、誘電絶縁は提供されません。
費用と推奨用途:
黒色陽極酸化処理: 処理時間が長くなり、技術が高度になるためコストが高くなります。
ブラック オキサイド: 特に工場での大量生産に経済的です。
各方法は、アプリケーションの制約、材料の特性、および周囲の状況に応じて選択する必要があります。ユーザーは、これらの技術的な質問に対する回答を分析することで、プロセスを目的に合わせて調整できます。
黒色陽極酸化処理と黒色酸化処理の性能と耐久性を評価すると、シナリオに応じてそれぞれに明確な利点があることがわかります。以下は、技術仕様による簡単な比較です。
耐腐食性:
黒色陽極酸化処理は、酸化層が厚いため(標準コーティングでは通常 10 ~ 25 ミクロン、硬質陽極酸化処理では最大 50 ミクロン)、優れた耐腐食性を発揮します。そのため、屋外での使用や腐食性の高い地域に最適です。
黒色酸化物は、コーティングの厚さが 0.5 ~ 2.5 ミクロンであるため、中程度の耐腐食性があります。スタイリング後、メッキ処理され、オイルやワックスなどの後処理シーラントで強化されることがよくあります。
耐摩耗性:
黒色陽極酸化処理は、機械部品や航空宇宙用途など、摩耗の激しい部品に最適です。表面を保護し、耐摩耗性を高め、硬い表面(硬度最大 400~600 HV)を形成します。
ブラック オキサイドは、表面硬度 (約 100 HV) を提供することで、基本的な保護と美観の向上に役立ちますが、摩耗が激しい環境にはあまり適していません。
動作温度:
黒色陽極酸化処理は、最高 1200°F (約 650°C) までの温度に耐えられるため、高性能の耐熱要件に適しています。
工業用途では、黒色酸化物は劣化するまで 500°F (約 260°C) まで有効であるため、過度の熱には適していません。
耐薬品性:
シーリング技術に応じて、黒色アルマイトコーティングは酸や溶剤などの化学物質に対して高い耐性を発揮し、過酷な化学環境下でも寿命を大幅に延ばします。
黒色酸化物は、軽度の酸化や軽い化学物質には耐性がありますが、厳しい化学環境では維持が困難になる場合があります。
審美的な寿命:
黒色アルマイト処理は装飾と機能の目的に最適です。安定した強力な仕上げにより、時間が経っても色の鮮やかさと光沢が維持されます。
黒色酸化物は均一なマットブラック仕上げを実現しますが、シールを貼らないと厳しい環境で時間の経過とともに色あせたり劣化したりしてしまうという欠点があります。
ユーザーは、これらの基準を一致させることにより、厳格な業界パラメータに基づいて決定できます。高性能の耐久性には陽極酸化処理が主流になる傾向がありますが、中程度の保護には、制御された環境での黒色酸化物の経済的なソリューションの方が適しています。
私の用途要件は、特定のパフォーマンス要因に関係するため、主に黒色コーティングの選択を決定します。屋外や摩耗の激しいその他の環境では、耐久性と耐腐食性、長期安定性と耐摩耗性のため、黒色陽極酸化処理を選択します。黒色酸化物は、手頃な価格でモダンなマット仕上げを提供するため、過酷な条件にさらされる機会が限られている予算重視のプロジェクトには十分すぎるほどです。
各コーティングを検討する際に重要な技術的側面は次のとおりです。
黒アルマイト
コーティングの厚さ: 0.0008 – 0.002インチ
耐摩耗性:優れている
耐腐食性: 塩水噴霧試験で最大 336 時間に耐える密封陽極酸化処理 (ASTM B117)
用途: 航空宇宙、建築、海洋環境
ブラックオキサイド
コーティングの厚さ: 0.00002 – 0.0001インチ
耐摩耗性: 中程度、オイルまたはシーラントによる保護が必要
耐腐食性: 塩水噴霧試験で最大 72 時間に耐える密封陽極酸化処理 (ASTM B117)
用途: 工具、銃器、屋内部品
これらの要素を耐久性、望ましい外観、コスト効率と関連付けることで、より自信を持ってコーティングを選択できます。
黒色陽極酸化処理は、主にアルミニウムとその合金に使用される表面仕上げの一種です。アルミニウムを耐腐食性、耐久性に優れた、見た目にも美しい素材に変えます。処理はいくつかのステップに分けられます。
最初に、アルミニウムの表面を洗浄し、エッチングして、酸化物層の結合に影響を与える可能性のある不要な物質を除去する必要があります。
次に、表面処理では、硫酸と電流を加えた電解液浴に処理済みの表面を浸します。その後、電流によって表面陽極反応が形成され、表面に多孔質の陽極層が形成されます。
次に陽極酸化処理が行われ、多孔質の陽極酸化層が、硫化水素透過層を満たす独自の顔料で染色されます。
最後に、染料を捕捉し耐腐食性を向上させるために、表面を熱湯またはシーリング剤で密封します。
その結果、このプロセスは、仕上げ面に美しい外観を作り出すと同時に、高強度の耐久性と耐腐食性を提供し、耐久性、外観、効率が求められる仕上げ工程に最適です。
1. アルミニウム表面の準備
陽極酸化処理の前に、アルミニウム部品から異物、油、または酸化物質を除去します。洗浄はアルカリ性洗剤または脱脂石鹸で行うことができます。一般的に使用されるパラメータは次のとおりです。
アルカリ洗浄時間:5〜10分。
洗浄槽の温度:49~66℃。
2. エッチングとスマット除去
室温より高い温度を維持するために、アルミニウムを水酸化ナトリウム溶液でエッチングして均一な表面を作ります。その後、酸性溶液(通常は硝酸が理想的)で汚れを落とし、より徹底した洗浄を行います。
エッチング時間:2~5分。
各浴槽の温度:54~71℃。
サプライヤーの仕様に従うことをお勧めしますが、酸分解の温度と時間は設定されていることがよくあります。
3. 陽極酸化
テンプレートのアルミニウム部品は、濃度 15 ~ 20 % の硫酸と電解液の入った浴槽に置かれます。処理中は、アルミニウム部品を直流電源のプラス端子に接続して、陽極酸化層をアルミニウム部品上に形成する必要があります。
電流密度: 12平方フィートあたり24~XNUMXアンペア (ASF)。
お風呂の温度:20~220℃。
処理時間:20~40分。
4.着色
黒色を実現するために、アルマイト処理されたアルミニウムは特殊な黒色染料顔料でコーティングされています。染料の構造が多孔質層を満たすことができることを確認してください。
染色温度:49~60℃。
染料浴への浸漬時間:10~20分。
5. 封止
最後のステップでは、シーリング方法によって耐腐食性を実現しながら染料を閉じ込めます。この方法は、熱湯または酢酸ニッケルを使用して行うことができます。
温水シールパラメータ:
温度: 190~212°F (88~100°C)。
所要時間: 20~30 分。
酢酸ニッケルシーリングパラメータ(該当する場合):
温度: 180~190°F (82~88°C)。
所要時間: 15~20 分。
これらの指示に従うと、耐久性と魅力的な美観に必要な正確な技術的パラメータを備えた高品質の陽極酸化アルミニウムが生成されます。
この技術は、耐久性があり均一な陽極酸化層を生成できるため、アルミニウム陽極酸化処理で最も汎用性が高く、コスト効率が高く、広く使用されている技術の 1 つです。硫酸電解液を使用して陽極酸化処理すると (硫酸陽極酸化とも呼ばれます)、アルミニウム表面に優れた染料吸収、接着特性の向上、腐食保護の強化に必要な酸化物層が生成されます。
陽極酸化層の質的特徴は、硫酸の濃度、電流密度、および動作温度に大きく依存します。いずれの場合も、硫酸の重量バランスは通常 12 ~ 20% で、これにより酸化層の成長が最適に促進され、プロセスが効率的になります。この電流密度は通常、12 ~ 24 ASF (アンペア/平方フィート) の最適範囲に保たれます。この範囲で、一貫した陽極酸化コーティングの堆積が行われます。動作温度は 68 °F (72 ~ 20 °C) 未満にすることはできず、22 °F (XNUMX ~ XNUMX °C) を超えてはなりません。これらの酸化物成長温度を利用すると、アルミニウム表面の焼けや穴あけを最小限に抑えながら、酸化物の成長が最適化されます。
陽極酸化処理時間も重要な要素の 15 つで、その時間は、フィルムの厚さに応じて異なります。標準的な陽極酸化処理では、50 ~ 0.1 ミル (1.0 ~ 2.5 ミクロン) の層を生成するために、通常 25 ~ XNUMX 分かかります。陽極酸化処理時間が長くなると、層が厚くなり、表面の耐摩耗性と耐久性が向上します。
硫酸陽極酸化処理は、さまざまな建築および工業用途の透明または着色装飾コーティングを製造できる点で、他の処理とは一線を画しています。この処理は、美しさと強度および汎用性を兼ね備えており、最高品質の陽極酸化アルミニウム製品の製造に不可欠です。
黒色アルマイト表面の外観と耐久性を維持するには、洗浄と手入れの技術が必要です。洗浄する際は、化学薬品や研磨剤は表面仕上げを損傷する可能性があるため、柔らかい布またはスポンジ、中性洗剤、水を使用します。汚れや変色を防ぐためにきれいな水で洗い流し、すぐに乾かします。頑固な汚れには、アルミニウムに安全な洗浄液を使用し、アルマイト層を傷つけないように pH が中性であることを確認します。
技術的なパラメータに関しては、ケアとメンテナンスのガイドラインは次のとおりです。
洗浄剤: 腐食を防ぐために、洗浄剤は pH 6 ~ 8 の範囲内で中性である必要があります。
温度制限: 陽極酸化処理された表面は熱による損傷を受ける可能性があるため、185°F (85°C) を超える温度にさらさないでください。
定期点検: 耐用年数を向上させるために、6 ~ 12 か月ごとに摩耗や色あせの兆候、陽極酸化シーラントなどの保護コーティングを点検してください。
上記の手順に従うことで、黒色アルマイト処理された表面が完璧な状態を保ち、機能的であると同時に美観も確保できます。

黒色アルマイト処理では、細部まですべてが重要です。最高レベルの品質を達成するには、各ステップで厳格な手順を順守する必要があります。
表面処理: 最初のステップは、表面から油やその他の汚染物質を徹底的に除去することです。自動化されたシステムにより、効果的なエッチング中和が保証されます。
陽極酸化パラメータ: 電流密度、浴温度、陽極酸化期間を慎重に管理した場合にのみ、コーティングは必要な特性を備えています。
シーリングプロセス: 熱水または酢酸ニッケル溶液による適切な陽極酸化層のシーリングにより、耐腐食性と色の保持性が向上します。
品質検査: 厚さ、接着性、その他の特性を定期的に測定することで、コーティングの品質と接着強度が十分かどうかを判断するためのデータが得られます。
ドキュメント: プロセス パラメータとバッチ結果を追跡することは、進捗と最適化を可能にするために将来の参照として不可欠です。
黒色陽極酸化処理が見た目にも美しく、機能的にも健全なものとなるためには、一貫性と継続的な監視を重視する必要があります。
陽極酸化仕上げに関する品質基準を遵守できるかどうかは、電解液パラメータの表面処理、材料組成、および組成を満たすかどうかにかかっています。これらのパラメータは次のように定義されます。
表面処理: 陽極酸化処理の前に、化学エッチング、アルミニウム表面の研磨、表面の脱脂を含む徹底的かつ正確な洗浄段階が行われます。陽極酸化処理の理想的な前駆物質は、平均 Ra が 0.2 ~ 0.4 μm の一定したアルミニウム基板です。
材料構成: 混合物に含まれるシリコンや銅の量を含む合金の種類によって、アルミニウムなどの合金を陽極酸化処理した後に期待される仕上がりが決まります。純粋なアルミニウム仕上げ (1000 シリーズ) は陽極酸化処理すると非常に均一になりますが、シリコンや銅の割合が高い合金はよりマットになる傾向があることも知られています。6061 や 5052 などの陽極酸化処理合金は、耐腐食性とバランスの取れた性能で際立っています。
電解質組成: 硫酸は陽極酸化処理の際の電解質として最適で、濃度は重量で 15 ~ 20% です。また、仕上がりの均一性を保つために、電解質溶液の温度を 20 ~ 22°C にすると、焦げ付きを最小限に抑えられると同時に、腐食の可能性も低くなります。理想的な電流密度は 12 ~ 18 A/ft² で、陽極酸化処理時間は 20 ~ 30 分とされています。
シーリング技術 耐腐食性、染料保持性、耐久性を最大限に高めるために陽極酸化層をシーリングする方法には、温水シーリング、酢酸ニッケルシーリング、シーリング溶液の pH を最適な範囲に保つことなどがあります。温水シーリングでは、対象物を 190°F ~ 210°F の温度に 20 ~ 30 分間浸します。酢酸ニッケルシーリングでは、5°F の 175% 溶液を使用して 10 ~ 15 分間処理します。
陽極酸化処理で通常使用されるシーリング助剤に関しては、シーリング溶液の pH を 5.5 ~ 6.5 の範囲内に保つ必要があります。換気や周囲温度など、プロセス中の塩化物やその他の不純物を監視する必要があります。これらの成分は、孔食、変色、その他の表面腐食などの欠陥を引き起こす可能性があります。
陽極酸化処理後の検査 最終製品を定期的に検査することで、必要な仕様を満たしているかどうかを確認します。蛍光染料浸透試験では、コーティングの完全性と接着性、および表面の清浄度を確認します。水平に塗布されたコーティングの厚さは 10 ~ 25 µm ですが、硬質陽極酸化処理では 50 µm に達することもあります。渦電流ゲージも推奨されます。
メーカーは、コンポーネント内に陽極酸化仕上げをシームレスに組み込み、これらのパラメータに慎重に対処することで、実用的な目標を達成できます。
層の厚さが一定でない: 厚さが一定でないと、性能や外観に影響する可能性があります。これを防ぐには、陽極酸化浴の温度を制御し (タイプ II 陽極酸化の場合は 20 ~ 22 ℃ に設定)、電流密度を 12 平方フィートあたり 24 ~ XNUMX アンペアに一定に保ちます。使用中に電解液を均一にする攪拌システムを使用します。
ピットおよび表面粗さ: ピットなどの表面欠陥は、塩化物汚染物質または不適切な前処理によって発生します。これらの問題を軽減するには、電解槽の濾過システムを強化し、不純物の定期的な検査を実施する必要があります。前処理の一環として洗浄と脱脂を実施してください。
染色の色の変更: 染色時に、不均衡な毛穴パターンや不十分なパラメータが原因で、望ましくない色や着色の遅れが生じることがあります。染色浴の温度を 48 ~ 56 ℃ の範囲に維持し、pH を約 5.5 に保つように制御します。均一な硫酸陽極酸化処理と高品質の染料を使用し、陽極酸化処理後のすすぎが均一になるようにして、希望の色を実現します。
コーティングのひび割れまたは剥離: コーティングの密着性の問題や表面にひび割れが発生する原因は、コーティングの飽和度が高すぎるか、前処理が不十分なことにあります。これらの問題を防ぐには、陽極酸化処理の前にエッチングとスマット除去のプロセスを強化し、厚さを装飾用の場合は 25 ミクロン、硬質陽極酸化処理の場合は 50 ミクロンなど、設定された制限内に抑えます。
電解液浴の不均衡: 電解液組成の不均衡により、時間の経過とともに性能が影響を受ける可能性があります。陽極酸化処理タイプ II では、重量比 10 ~ 20% の濃度範囲の硫酸が必要なため、定期的なチェックと補充が必要です。汚染物質がないかチェックし、溶解アルミニウム量 (通常は 5 ~ 15 g/L) などのパラメータの想定値を変更します。
これらの措置を講じ、重要な技術指標を追跡することで、製造業者は故障の数を減らし、機器の寿命を延ばし、陽極酸化コーティングの品質を一貫して良好に保つことができます。
濃い黒色の陽極酸化皮膜で一貫性を保つために私が最も気にかけているのは、皮膜のプロセスとパラメータを制御することです。たとえば、前処理を行い、表面の脱脂、エッチング、スマット除去が均一に行われるようにします。陽極酸化段階では硫酸 (通常 10 ~ 20 重量%) を制御し、溶解したアルミニウムも 5 ~ 15 g/L 以内に制御します。温度は極めて重要なので、タイプ II 陽極酸化では浴を 20 ~ 22°C (68 ~ 72°F) に保ちます。たとえば、染色浴では濃い黒色で厳密な制御が必要です。染料濃度と温度はサプライヤーのガイドラインに従って設定され、たとえば染色を開始するには温度を 50 ~ 60°C (122 ~ 140°F) に保つ必要があります。染色後のシーリングでは、ニッケル酢酸塩または高温の脱イオン水を使用して、96~100 °C (204~212 °F) でポストに色を固定し、耐久性を高めます。これらの手順に従うことで、コーティングの均一性、美しさ、機能性が一貫していることを確認します。
A: 黒色アルマイト処理とは、アルミニウムのアルマイト処理、つまり表面に半多孔質の酸化アルミニウム層を形成する電気化学処理を指します。この層は、黒色を含む有機染料で染色することができ、耐久性があり見た目にも美しい仕上がりになります。
A: 黒色酸化皮膜と黒色陽極酸化処理の違いは、主にプロセスと用途にあります。黒色酸化皮膜は、最小限の耐腐食性を提供するために材料をコーティングし、通常は鋼鉄に使用されます。一方、黒色陽極酸化処理は、アルミニウムまたはチタンに、より耐久性と耐腐食性を高める層を形成するために陽極酸化処理を行います。
A: はい、アルミニウムは黒色陽極酸化処理できます。この処理では、陽極酸化処理中に有機染料を使用して黒色陽極酸化コーティングを作成し、金属の外観と耐腐食性および耐摩耗性を向上させます。
A: 陽極酸化アルミニウムは、耐腐食性、耐摩耗性、美観を向上させます。黒色の陽極酸化コーティングにより、アルミニウムはより美しく耐久性が増し、建築製品や消費者向け製品など、さまざまな用途に適しています。
A: はい、優れた耐腐食性と強度で知られるアルミニウムシリーズ 5 は、耐久性と美観の向上が求められる用途では一般的に陽極酸化処理されています。
A: 陽極酸化処理された素材の厚さは、黒色陽極酸化処理された部品の耐久性、色の一貫性、耐腐食性に影響を与える可能性があります。層が厚いほど、一般的に保護性能は向上しますが、色の均一性や美観にも影響を与える可能性があります。
A: はい、チタンも黒色陽極酸化処理が可能です。処理はアルミニウムの陽極酸化処理とは少し異なりますが、同様に金属の外観と耐摩耗性および耐腐食性が向上します。
A: 黒色のアルマイト加工部品は、紫外線、強い化学薬品、摩耗に長時間さらされると色が落ちることがあります。ただし、適切な密封とメンテナンスを行うことで、色の寿命を大幅に延ばすことができます。
A: アルミニウム部品を黒くするプロセスには、陽極酸化処理と染色が含まれます。希望の色と仕上がりを実現するために、まずアルミニウムを陽極酸化処理して、黒を含む有機染料で染色した半多孔質の酸化アルミニウム層を作成します。


