
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
多くの場合、金属仕上げの唯一の選択肢は、アルマイト処理されたアルミニウムと亜鉛メッキされた鋼です。これらの金属はそれぞれ異なる利点があり、どちらも特定の分野で役立ちます。情報に基づいた決定を下すには、その特徴、長所、短所を知ることが不可欠です。このガイドでは、これら 2 つの仕上げを詳細に分析し、脆弱性、美観、耐腐食性、適切な環境について調べます。この詳細な分析は、建設、設計、製造の専門家がプロジェクトに適した仕上げを特定するのに役立ちます。読み続けて、アルマイト処理と亜鉛メッキの基礎と、意思決定プロセスを改善するのに役立つ実用的な考慮事項を学んでください。
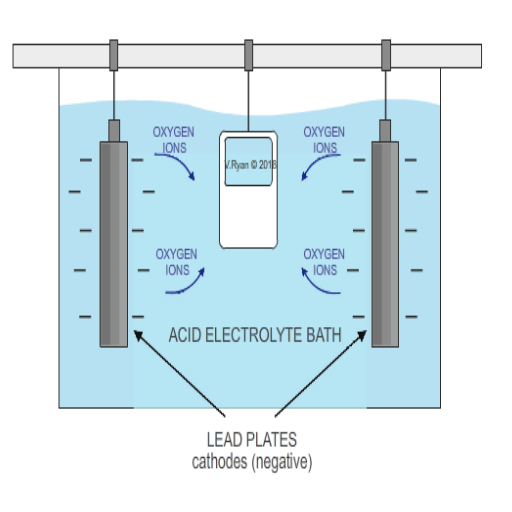
陽極酸化処理は、金属、特にアルミニウムの表面の自然な酸化被膜を改善する電気化学的な処理です。金属を酸性電解液に浸し、電流を使用して、腐食に強く、見た目も美しい長持ちする仕上げを作ります。コーティングやペイントとは異なり、陽極酸化処理は金属の表面の一部となるため、剥がれたり破損したりしにくくなります。さらに、陽極酸化処理された部品の外観を改善しながら色を加えるため、多くの業界で役立っています。
陽極酸化処理の電気化学プロセスは、高品質で長寿命の仕上げを実現するためのいくつかの重要なステップで構成されています。以下は、最も重要な価値とステップの概要です。
材料の準備
金属の表面、特にアルミニウムの表面は、ほこり、油、その他の汚染物質を除去するために適切に洗浄する必要があります。標準的な洗浄方法では、脱脂や機械研磨などの化学薬品を使用し、均一で活性な表面を保証します。
電解質の選択
金属は電解質溶液(この場合は体積比 15 ~ 20 パーセントの硫酸)に浸されます。浴温は 20 ~ 22 ℃、または 68 ~ 72 ℉です。
電流の応用
直流 (DC) を流すと、アルミニウムは陰極として機能する不活性材料 (鉛またはステンレス鋼) と接触します。ベスト プラクティスに従って、電流密度は 10 ~ 20 A/ft² (1 ~ 2 A/dm²) の範囲の値に設定されます。
陽極酸化処理の期間
ほとんどの用途では、陽極酸化皮膜を薄くするのにかかる時間は 20 ~ 45 分です。陽極酸化皮膜の最大厚さは、約 0.0001 ~ 0.001 インチ (2.5 ~ 25 ミクロン) です。
着色・封印
陽極酸化層を形成した後、美観上の目的で表面を着色することができます。最終工程として、温水または酢酸ニッケル溶液で密封すると、耐腐食性が向上し、非多孔性仕上げになります。
これらのパラメータを変更することで、酸化層の厚さ、強度、美しさの要件を満たすことができ、装飾や機能的な用途に多用途に陽極酸化処理を施すことができます。他の用途の詳細も適切に設定できます。
陽極酸化アルミニウムの機能を効果的に強化するには、保護、構造、美観の価値を持つ酸化層が特に効果的です。この厚い酸化層は電解成長し、酸化、機械的摩耗、周囲からの劣化に対する保護バリアとして機能します。酸化層は、男性的かつ美観を向上させるために、非導電性、着色、または密封できるほど安定しています。陽極酸化アルミニウムの酸化層の基本的貢献と関連する技術的特性は次のとおりです。
耐食性
保護酸化層により、アルミニウムは酸素や湿気と容易に結合せず、寿命が大幅に延びます。通常の陽極酸化処理では、最も一般的な厚さは 5 ~ 25 ミクロンですが、特殊な用途では、硬質陽極酸化処理で最大 45 ~ 100 ミクロンになります。
耐摩耗性
硬度により、酸化層の耐摩耗性が向上します。硬質アルマイト処理アルミニウムは 350 ~ 500 HV (ビッカース硬度) に達し、工業用および機械部品に適しています。
誘電特性
酸化物の非導電性により、陽極酸化アルミニウムは電気絶縁体として役立ちます。破壊電圧は通常、酸化物層の厚さに相当し、平均して 25 ミクロンあたり 50 ~ XNUMX ボルトであるため、陽極酸化アルミニウムに最適です。
美的改善
多孔質構造の酸化層は色染料を吸収し、さまざまな装飾仕上げを可能にします。たとえば、表面を熱湯や酢酸ニッケルで密封すると、色の安定性が保証され、製品の美観が向上します。
カスタマイズ性
陽極酸化処理の変数である電流密度は 1 ~ 3 A/dm2、電解質の組成は硫酸が一般的で 10 ~ 20 パーセントであり、時間も制御され、設定されたパラメータ内で特定のアプリケーションのニーズが満たされるようにします。
設計された酸化層は、基礎材料を美しく保護し、航空宇宙から消費財まで、幅広い産業に大きな自由度を提供します。 アルミニウムをカスタマイズする 機能的かつ視覚的な目的の両方のためです。
その後、外部電流が電解セルに供給されると、アルミニウム電極で電気化学反応が起こり、システムが積極的に強化されます。アルミニウムを電解液(通常は濃度 10 ~ 20% の硫酸溶液)に浸漬している間は、アルミニウムが陽極であることを確認します。このプロセス段階では、電解液からの酸素イオンがアルミニウム表面で酸化され、機械的に維持できる酸化層が生成されます。これには、1 ~ 3 A/dm² の動作電流密度と 12 ~ 20V の電圧が含まれます。硫酸電解液の温度は、この段階では 15 ~ 20°C に保たれ、その間は酸化物が過熱しないため、陽極酸化が一貫して均一になります。
亜鉛メッキ処理には、金属の表面に亜鉛の下層を塗る亜鉛コーティングのステップが含まれます。金属に錆や腐食が蓄積するのを、湿気や酸素のない保護カバーで効果的に軽減できます。さらに、亜鉛は犠牲保護にも役立ちます。亜鉛は傷がつくと、ベースメタルよりも先に腐食します。これにより、長期間にわたり、厳しい条件でもコーティングの耐久性と有用性が保証されます。
亜鉛コーティングの塗布が剥がれや剥離の問題なしに行われるようにするには、コーティングの前に、一連の手順と表面処理を実施する必要があります。これらの手順は通常、次のとおりです。
表面処理
最初のステップは、油、錆、汚れを脱脂してコーティング表面または基材の鋼を適切に洗浄することです。洗浄手順の一部は次のとおりです。
次元洗浄 - グリースや油を除去します。
酸洗い – 塩酸などの酸性溶液を使用して錆やスケールを除去します。
フラックス塗布 – コーティングを行う前に、酸化を防ぐためにフラックス物質を塗布する手順。
亜鉛の応用
保護する損傷の深刻度に応じて、亜鉛コーティングは次のいずれかの方法で適用されます。溶融亜鉛めっきは、鋼を浴槽に浸したり、鋼に亜鉛を注いだりするのではなく、450 度の溶融亜鉛に鋼を浸す方法の XNUMX つです。
電気めっき: 電流が鋼と電解セルを通過し、表面に亜鉛イオンがめっきされ、薄い亜鉛コーティング層が形成されます。
溶射:亜鉛を加熱して溶融させ、より広い表面積を覆うように溶射します。
冷却と検査
鋼にコーティングを施した後、電気亜鉛メッキされた亜鉛コーティングを目視検査し、均一性の要件を満たし、指定された厚さの制限内にあることを確認します。亜鉛コーティングの最適な指定制限は次のとおりです。
一般用途の場合は 45 ~ 85 ミクロン。
その他の重いものの場合は100~200ミクロン 産業および海洋用途.
指定された方法を使用した亜鉛コーティングは、さまざまな条件下で鋼鉄を保護する最も経済的で、長持ちし、信頼できる方法です。
亜鉛メッキ鋼を他の仕上げと比較する場合、耐腐食性、費用、損傷に対する耐久性、環境への影響が考慮されます。
1. 腐食防止:
亜鉛メッキ鋼は、亜鉛コーティングによる最高の保護機能を備えています。亜鉛コーティングは、物理的バリアおよび犠牲層として機能し、それによって耐候性を高めます。亜鉛メッキ鋼は、天然のクロム酸化物層により耐性がある海洋または化学条件の極端な場合を除き、あらゆる環境でステンレス鋼より優れています。粉体塗装鋼にはある程度の耐性がありますが、表面保護が施されており、欠けたり傷がついたりした場合は亜鉛メッキコーティングより劣ります。
技術的パラメータ:
ステンレス鋼、最小クロム含有量 10.5%。ステンレス鋼、用途に応じて 45 ~ 200 ミクロンの亜鉛コーティング、粉体塗装鋼、一般的なコーティングの厚さは 50 ~ 150 ミクロン。
2. コスト効率:
すべての仕上げの中で、亜鉛コーティングが最も経済的であり、ステンレス鋼はベース材料、クロム、ニッケルにより際立っています。粉体塗装も中程度の損傷を受けますが、損傷した場合は、時間の経過とともにメンテナンス費用が増加します。
3.耐久性:
スチールと亜鉛コーティングの冶金結合により、耐衝撃性と耐摩耗性がさらに強化されます。ステンレス鋼は、強度と物理的および化学的耐摩耗性により耐久性があります。粉体塗装されたスチールは見た目がより魅力的で、目的を果たしますが、同じレベルの耐久性はなく、見た目を良くして機能させるには再塗装する必要があります。
4. 環境への影響:
亜鉛メッキ鋼は、亜鉛メッキに必要な亜鉛が天然に豊富でリサイクル可能なため、より持続可能です。ステンレス鋼の耐久性とリサイクル性は称賛に値しますが、製造時にエネルギーを大量に消費するプロセスが使用されるため、環境への影響が大きくなります。粉体塗装は塗布時の害は少ないですが、リサイクル可能であるとは限らない有機ベースの材料に依存しています。
コスト、性能、持続可能性のバランスを考慮すると、亜鉛メッキ鋼は、特に長期にわたってコスト効率が高く耐久性のある腐食保護を必要とする多くの用途にとって依然として優れた選択肢です。
亜鉛メッキは、鋼鉄の表面に保護用の亜鉛コーティングを施し、酸素や湿気などの要素から鋼鉄を守り、優れた耐腐食性を実現します。亜鉛層は鋼鉄や腐食の原因となる要素との接触を防ぎ、下層の鋼鉄の代わりに腐食することで犠牲保護を提供します。これは、沿岸地域や工業地帯などの厳しい条件で特に役立ちます。
亜鉛メッキの主な技術的パラメータ:
コーティングの厚さ: 亜鉛メッキの目的と方法に応じて、通常は 45 ~ 85 ミクロンです。
亜鉛純度: 主に 98% ~ 99% の Zn で、信頼性の高いパフォーマンスを保証します。
耐用年数: 農村地域では 50 年、都市部または工業地域では 20 ~ 25 年。
腐食速度: 通常の大気条件下では、亜鉛は年間 1 ~ 2 ミクロン腐食します。
これらは、亜鉛メッキがコスト効率と耐久性の点で主要な市場リーダーである理由のほんの一部です。

陽極酸化処理と亜鉛メッキ処理は、保護とメンテナンスを目的とした表面処理を施す 2 つの手法を指し、それぞれに独自の目的と手順があります。
プロセス:
この電気化学処理は主にアルミニウムに使用されます。陽極酸化処理により、金属の自然な酸化層が強化され、耐腐食性が向上します。また、美観仕上げのために染料を塗布することもできます。
アマルガム化では、鋼鉄または鉄に溶融亜鉛めっきまたは電気亜鉛めっきのいずれかの方法で亜鉛コーティングを施します。これにより、長期的な防錆保護が得られます。
材料:
非鉄金属の陽極酸化処理で、アルミニウムのみで作られています。陽極酸化処理に分類される範囲は非鉄金属です。
屋根の鋼鉄や鉄などのアマルガム鉄金属には陽極酸化処理が使用されます。この目的では、アルミニウムにも使用されます。
目的:
陽極酸化処理は、色の変化と滑らかな仕上がりを可能にし、美観と耐久性に優れた段差を実現することを目指しています。
特に過酷な屋外や産業環境における強力な耐腐食性に重点が置かれています。
レイヤー特性:
この層はアルミニウムの表面と結合し、薄いながらも強度のある陽極酸化層です。
他の化合物で亜鉛メッキされた亜鉛コーティングは、下にある金属を腐食から保護する犠牲保護層を形成します。
これらの違いは、それぞれのアプローチが提供する具体的な利点を明らかにし、材料とその使用目的に基づいてどちらを選択するかを決定するのに役立ちます。
耐腐食性:
陽極酸化処理では、特に酸性または湿った環境での耐腐食性を高める酸化層が使用されます。表面に傷がある場合、その保護はあまり役に立ちません。
亜鉛メッキは、時間の経過とともに犠牲層を形成する亜鉛コーティングによって腐食を防ぎます。亜鉛が周囲の環境と反応し、工業環境や過酷な環境でも保護効果のある貴重な緑青を形成します。
耐久性:
陽極酸化層は耐摩耗性に優れているため長持ちしますが、極度の機械的強度により損傷が発生する可能性があります。
亜鉛メッキコーティングは耐久性に優れていますが、腐食性の高い場所では亜鉛が枯渇して劣化しやすくなります。ただし、摩耗の状況でははるかに優れた性能を発揮します。
アプリケーションパラメータ:
陽極酸化処理:
層の厚さ: 用途に応じて 5 ~ 25 ミクロンの間でブレンドします。
アルミニウム合金に最適です。
美観を高めるために装飾目的で浸すこともできます。
亜鉛メッキ:
コーティングの厚さ (ホットディップ): 粗いコーティングの場合、50 ~ 150 ミクロンの範囲。
特に建設工事や海洋工事における鉄や鋼の表面に適合します。
メンテナンスと寿命:
陽極酸化処理された表面は、層が破壊された場合に再度陽極酸化処理する必要がある以外は、メンテナンスがほとんど必要ありません。
亜鉛メッキは、特に酸性または塩分を含む場合には、定期的に検査して亜鉛を交換する必要があります。
環境側面:
陽極酸化処理では、環境に有害ではない無害な物質が使用され、環境に優しいと考えられています。
亜鉛メッキは、その実施方法に応じて、危険な廃金属を伴い、有害廃棄物を生成する可能性があります。
この研究では、効率を最大化するために、特定の環境条件、材料の適合性、想定される耐用年数に基づいて陽極酸化処理または亜鉛メッキ処理のいずれかを選択することの重要性を強調しています。
亜鉛メッキと同様に、陽極酸化処理はコーティングと腐食防止対策として機能します。この場合、陽極酸化処理と亜鉛メッキ処理は、用途と環境条件によって異なります。
アルミニウムの場合、陽極酸化処理により、天然の酸化層がさらに形成され、硬度、耐久性、耐腐食性、表面が強化されます。簡単に言えば、この層は低~中程度の腐食条件に最適です。陽極酸化アルミニウムは、海洋環境以外の環境では素晴らしい効果を発揮します。ただし、極度に酸性またはアルカリ性の条件では、何らかのシーリングが必要になる場合があります。
より技術的な内訳は次のとおりです。
乾燥膜厚: 標準の厚さは 45 ~ 85 ミクロンですが、高負荷用途の場合は 200 ミクロンまで増加できます。
海洋環境での腐食速度: 1~3 ミクロン/年。
最終的な考え:
アルミニウム部品は耐食性に優れ、魅力、強度、美しさが増します。
亜鉛メッキは、鋼構造物を腐食や過酷な条件から保護します。これは、鋼が過酷な条件にさらされる湿気の多い海洋環境では特に当てはまります。
ベース材質、露出環境、望ましい耐用年数、検討したコストを考慮すると、腐食に対する保護は効果的であると考えています。
耐久性と防錆性の側面を評価する際、私は機能と技術要素の観点から陽極酸化処理と亜鉛メッキに価値を割り当てます。アルミニウム部品の場合、陽極酸化処理は厚い酸化物層を形成し、金属を腐食、傷、その他の腐食性摩耗から保護するため、予防メカニズムとして機能します。この方法で形成できる酸化物の量は、多くの内部および外部要因に応じて、0.0004 インチから 0.0012 インチの間です。鋼鉄金属部品の場合、亜鉛メッキは保護のために亜鉛でコーティングすることです。ベースメタルを保護し、物理的な妨害を可能にすると同時に、ベースメタルの腐食を防ぎます。これは、ケースが摩耗した場合でも追加機能となります。使用される標準的なコーティングは溶融亜鉛メッキで、70 ~ 200 ミクロンの亜鉛層を提供します。これは、主に過酷で湿気の多い環境で使用する場合に適切に対処すれば、約 20 ~ 50 年、数十年にわたって錆びないことが実証されています。
結論として、どの方法にも利点があると言えます。私は、滑らかな仕上げが必要な軽量部品には陽極酸化処理を選択します。同時に、厳しい環境条件にさらされる可能性のある重い構造物には亜鉛メッキを選択します。私の選択は、材料の適合性、環境への露出、および予想される寿命に直接影響されます。
多くの種類の陽極酸化処理は特定のタスク用に設計されており、特定の結果を生み出します。
タイプ I (クロム酸陽極酸化): クロム酸を使用しながら陽極酸化物と酸の強力な膜を生成することは、腐食レベルが高い部品や、小さな寸法の変更が求められる航空機産業の用途に効果的です。
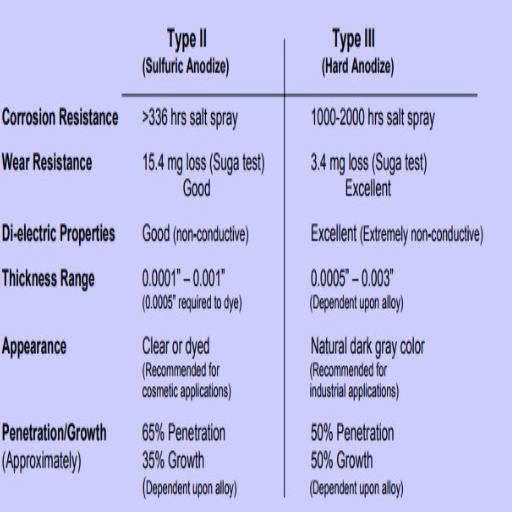
タイプ II (硫酸陽極酸化処理): 最も頻繁に使用されるこのタイプでは、硫酸を塗布して、装飾目的や表面の強度を高めることを目的とした広く厚いコーティングを形成します。
タイプ III (ハード陽極酸化処理): ハードコート陽極酸化処理とも呼ばれるこの形態は、最も困難で最も高価な陽極酸化コーティングを提供しますが、耐摩耗性が極めて高く、自動車や大型機械の部品の並外れた耐用年数を満たす可能性が最も高いです。
特定のケースにおけるタイプの選択は、材料の特性、機能上のニーズ、および環境に関する基準によって異なります。
硫酸陽極酸化処理、またはタイプ II 陽極酸化処理は、多くの用途に役立つため、おそらく最も一般的な形式です。この処理では、アルミニウムのワークピースを硫酸電解液に浸しながら電流を流します。これにより、表面に酸化物が成長し、強靭で耐腐食性が高まります。
硫酸溶液中での陽極酸化処理技術の重要な画期的な成果は次のとおりです。
電解質濃度: 重量で硫酸の10%~20%。
温度: アルミニウム上に酸化層を適切に形成するには、20 ~ 22 ℃ にします。
電流密度: 12 平方フィートあたり 24 ~ XNUMX アンペア。層の均一性と、層を作成するのにかかる時間を決定します。
陽極酸化処理時間: 必要なコーティングの厚さに応じて、15 ~ 60 分の範囲で変化します。
コーティングの厚さ: ほとんどの装飾および保護用途には 0.0002 インチから 0.001 インチが最適です。
この技術は、染色やシーリングなどの後続の作業が容易なことで有名です。そのため、耐久性のあるコーティングとともに、さまざまな色を適用できます。低コストでさまざまなパフォーマンス目標を達成できるため、ほぼすべての業界で硫酸での陽極酸化処理が好まれています。
クロム酸陽極酸化処理は、その比類のない耐腐食性と材料の寸法への影響の少なさから、主に産業および航空宇宙分野で利用されています。この処理では、処理温度を 5 ~ 10 ℃ に保ちながら、重量濃度 35 ~ 40% のクロム酸溶液で陽極酸化処理を行います。陽極酸化処理の電流密度は、7 平方フィートあたり 15 ~ 30 アンペア (ASF) に制御され、処理にかかる時間は必要な特性によって異なり、60 ~ XNUMX 分です。
クロム酸陽極酸化処理の最大の特徴は、通常0.00005~0.0005インチの厚さの薄い保護層を形成することです。これらの層は非常に薄いため、アルミニウムや合金を保護するのに最適で、航空宇宙産業の構造部品の精密エンジニアリングに役立ちます。クロム酸陽極酸化処理は、特に腐食の抑制に非常に効果的です。 アルミニウムおよびその合金そのため、航空宇宙業界では好まれる方法となっています。
クロム酸陽極酸化処理は、他の陽極酸化処理に比べて、割れ目や継ぎ目に非常によく浸透し、複雑な形状を均一に保護できるという点で優れています。ただし、クロム酸は有毒で危険な物質であるため、取り扱いには注意し、環境ポリシーを厳守する必要があります。耐腐食性、寸法変化の少なさ、他の材料に対する感受性を兼ね備えたこの処理は、難しい産業分野でも有効です。
ハードコート陽極酸化処理と呼ばれるタイプ III 陽極酸化処理は、厚く耐摩耗性のある酸化物コーティングにより、優れた保護と耐久性を提供します。この処理により、表面硬度がさらに強化され、ロックウェル C の 60 ~ 70 を超えます。さらに、腐食に耐え、より厳しい環境でも長寿命を保証します。タイプ III 陽極酸化処理の一般的なコーティングの厚さは 1.8 ~ 4.5 ミル (45 ~ 115 ミクロン) で、精密部品の許容誤差が小さくなります。その強力な絶縁熱特性と電気特性により、産業環境での使いやすさが向上します。これらの要因により、タイプ III 陽極酸化処理は航空宇宙、軍事、エンジニアリング業界で広く使用されています。

陽極酸化アルミニウムと亜鉛メッキ鋼のどちらを選ぶかは、使用目的と環境条件によって決まります。耐腐食性と耐摩耗性では、陽極酸化アルミニウムが断然優れています。また、鋼よりもはるかに軽量であるため、航空宇宙や電子機器の精密部品に適しています。逆に、亜鉛メッキ鋼は強度、耐久性、コストの面で、構造作業や重作業にははるかに経済的です。美観の観点からは、陽極酸化アルミニウムの方がはるかに汎用性が高く、絶縁体としても優れていますが、極度の耐候性と構造的剛性に関しては、亜鉛メッキ鋼の方が優れています。各素材には、多様な産業ニーズに対する信頼性を保証する独自の利点があります。
陽極酸化アルミニウムは、その軽量性と耐腐食性の高さから、航空宇宙産業で広く使用されています。このため、航空機の構造や胴体パネルに最適です。重量削減が重要な内部部品も陽極酸化アルミニウムで作られています。 陽極酸化アルミニウム技術的パラメータには、密度 2.7 g/cm³、引張強度 450 MPa (一部の合金)、環境要因に対する優れた耐性などがあり、過酷な条件にさらされる部品の寿命を延ばします。
亜鉛メッキ鋼は強度と耐久性に優れているため、建設、自動車、海洋などの重工業で広く使用されています。構造用途では、亜鉛メッキ鋼は、さまざまなグレードで 270 ~ 550 MPa の引張強度と 45 ~ 85 ミクロン (業界標準) の亜鉛コーティング厚さを持ち、厳しい気象条件による錆や劣化を防ぎます。
両方の材料はそれぞれ異なる産業市場に対応しており、陽極酸化アルミニウムは軽量で腐食が重要な環境で優れた性能を発揮し、亜鉛メッキ鋼は頑丈で耐荷重性のある用途で経済的な耐摩耗性を提供します。
現在の移動速度によると、このターゲットへの到着予定日は 5 年 2023 月 11 日午後 59 時 XNUMX 分です。保護コーティングと装飾コーティングは、さまざまな設定で材料の美観と機能を高めるもう XNUMX つの手段です。ここで説明するコーティングには、美観の向上と、環境とアイテムの物理的破壊に対するフェンスとしての XNUMX つの主要な機能があります。
同じ範囲では、アンビエントコーティング。
エンボス加工と装飾には、色とデザインを反映し、素材の本来の特性を変えずに視覚的な魅力を高める構成要素、要素、詳細があります。これらは、建築、家庭用品、自動車産業で使用されています。このようなコーティングには、素材に応じて、粉体塗装、塗装、メッキ、または陽極酸化処理のいずれかの技術が使用されます。これらには次のものが含まれます。
粉体塗装では通常金属が使用され、鮮やかな色合い、質感、優れた耐久性が得られます。
– 陽極酸化処理 – たとえばアルミニウム。サテンのような柔らかい色合いを生み出します。上記の働きに加えて、表面の酸化耐性を高めます。
保護コーティングや装飾コーティングを施すことは、材料の美観と機能を向上させるもう 1 つの方法です。その適用範囲は広く、建設、海洋、航空業界など多岐にわたります。新しい技術により、生成される酸化物層が薄いため、これらのフレームワークや集積回路の耐腐食性と保護性が向上します。保護コーティングには次のような形式があります。
コーティング(亜鉛):錆を防ぐために鋼鉄に広く使用されているこのコーティングは、厚さが 45 ~ 85 ミクロンで、過酷な環境でも長い耐用年数を保証します。
エポキシコーティング: 工業用途で 200 ~ 400 ミクロンの厚さで塗布でき、優れた化学保護を提供します。
ポリウレタンコーティング: UV 保護で有名なこのコーティングは、損傷を防ぐために外装に使用されます。
各コーティングの種類は、特定の用途、条件、および材料特性に応じて選択されます。たとえば、陽極酸化アルミニウムは、高い耐腐食性を必要とする軽量構造に最適ですが、亜鉛を厚くコーティングした亜鉛メッキ鋼は、湿気の多い構造部品に適しています。
現代のコーティング技術は、美観と保護層によって材料を多機能的に強化し、多くの業界の技術的および視覚的ニーズを満たし、材料の耐久性と効率性を向上させます。
アルミニウム合金の組成は陽極酸化層の品質と外観に影響し、このステップは陽極酸化プロセスの中で最も重要なステップの 1000 つであると理解しています。陽極酸化処理で一般的に使用される合金は、5000、6000、7000、および XNUMX シリーズです。各シリーズには特定の属性があります。
1000 シリーズ: このシリーズは純アルミニウム製です。陽極酸化処理により均一な層が形成され、構造強度が失われず、耐腐食性と反射性が高く、装飾用途に最適です。
5000 シリーズ: これらのアルミニウムマグネシウム合金は、特に海洋環境において優れた耐腐食性を備えています。厚く硬くできるため、陽極酸化コーティングの耐久性が向上します。
6000 シリーズ: これらのアルミニウム、マグネシウム、シリコン合金は耐腐食性と強度に優れているため、工業用途や建築用途に適しています。また、耐摩耗性に優れた装甲グレードの陽極酸化仕上げも備えています。
7000 シリーズ: 航空宇宙での使用で知られるアルミニウム亜鉛合金は強度が高く、通常は高硬度の陽極酸化層になります。注意深く監視しないと、仕上がりが粗く見える場合があります。
陽極酸化処理に関連する最も重要なパラメータには次のものがあります。
酸の濃度(例えば、硫酸浴では10~15%になります)。
電圧(通常、標準陽極酸化処理の場合は12~18V、 ハード 陽極酸化処理)。
温度 (陽極酸化処理は標準の 20°C で行われますが、硬質陽極酸化処理は硬度を高めるために通常 0 ~ 5°C で行われます)。
処理時間(処理時間は15〜60分で、希望するコーティングの厚さによって異なります。標準の厚さは10〜25ミクロン、ハードアルマイトの厚さは100ミクロンです。)
最適な合金と陽極酸化処理戦略を選択すると、目立つ、特定の業界の要件を満たす、耐久性、機能性、魅力を備えた陽極酸化処理表面の作成が保証されます。
A: 陽極酸化処理はアルミニウムに保護用の酸化物層を作る電気化学処理で、亜鉛メッキは金属の表面を亜鉛でコーティングする処理です。陽極酸化処理は主にアルミニウム製品に使用され、耐腐食仕上げと色付けを可能にします。一方、亜鉛メッキは鋼鉄や鉄によく使用され、錆や腐食に対する優れた保護を提供します。
A: アルミニウムの陽極酸化処理は、金属表面を耐久性と耐腐食性に優れた金属に変える電気化学処理です。 酸化アルミニウムコーティングアルミニウムを電解液に浸し、電流を流します。これにより酸素イオンが放出され、アルミニウムと結合して保護層を形成します。陽極酸化処理では、染料を使用して着色することもできます。
A: はい、陽極酸化アルミニウムは染色できます。陽極酸化処理により多孔質の酸化アルミニウム層が形成された後に染料を塗布してさまざまな色を実現できます。染料は陽極酸化コーティングの細孔に吸収され、その後表面が密封されて色が固定されます。これにより、陽極酸化仕上げの保護特性を維持しながら、幅広い美的オプションが可能になります。
A: 陽極酸化処理は、亜鉛メッキに比べて、接着性の向上、硬度の向上、色の追加など、いくつかの利点があります。また、陽極酸化処理は見た目も美しく、軽量です。ただし、亜鉛メッキは鉄金属の腐食に対する保護性に優れており、屋外での使用に適しています。陽極酸化処理と亜鉛メッキのどちらを選択するかは、特定の金属と製品の用途によって異なります。
A: アルミニウムは亜鉛メッキではなく陽極酸化処理されます。これは、陽極酸化処理がアルミニウムの自然に発生する保護酸化層の形成現象を利用するためです。陽極酸化処理はこの自然なプロセスを強化し、より厚く耐久性のある酸化コーティングを形成します。亜鉛メッキは亜鉛の層を堆積しますが、アルミニウムにはそれほど効果的ではなく、アルミニウムの自然な耐腐食性を妨げる可能性があります。
A: 陽極酸化アルミニウム製品は、建築、自動車、航空宇宙、家電、スポーツ用品など、さまざまな業界で使用されています。耐腐食性仕上げ、耐久性、美観に優れているため、建物のファサード、自動車部品、電子機器の筐体、屋外機器に最適です。
A: 陽極酸化処理を成功させるには、適切な表面処理が不可欠です。陽極酸化処理を開始する前に、金属表面を徹底的に洗浄し、汚染物質を除去しておく必要があります。これには通常、脱脂、エッチング、スマット除去の手順が含まれます。表面処理が適切であれば、陽極酸化層の密着性が向上し、仕上がりが均一になり、最終的に陽極酸化コーティングの品質と寿命が向上します。
A: シーリングは陽極酸化処理の最終段階です。陽極酸化層の細孔を閉じて耐腐食性を高め、塗布した染料を閉じ込めます。シーリング処理では陽極酸化表面を熱湯または他の化学溶液にさらし、細孔を膨張させて閉じます。この段階は保護特性を最大限に高め、陽極酸化仕上げの寿命を延ばすために重要です。

