
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
ロサンゼルスの自宅でアルミニウムを DIY で陽極酸化処理するのは、難しいと思われることがよくありますが、心配はいりません。この記事では、その実現可能性を分析し、自宅で陽極酸化処理を実行するために必要なリソースを段階的に見積もるのに役立ちます。十分な情報と適切なテクニックがあれば、航空機グレードのアルミニウムの陽極酸化処理は実り多いスリル満点のベンチャーになる可能性があります。陽極酸化処理は、個人の愛好家だけでなく、製品の耐腐食性を強化する必要がある中小企業にも役立つ便利なメッキ方法です。この記事では、必要なツールと材料について説明し、陽極酸化処理とそのプロセスの背後にある科学を分析します。それに加えて、陽極酸化処理で発生するいくつかの問題を調査し、それを専門的に行う方法を提案します。この記事の最後までに、陽極酸化メッシュプロセスに精通し、それを一人で行う自信が持てるようになるはずです。
陽極酸化処理は、アルミニウムの耐腐食性酸化物層を強化することで表面価値を高める技術です。 この方法はアルミニウムを浸す 酸性の電解液に浸し、電流を流します。酸素イオンがアルミニウムと融合して保護酸化層を形成します。この層は染色するか透明のままにすることで強化できます。この層は染色するか透明のままにすることで改善され、多層的な魅力、耐久性の改善、耐腐食性と耐摩耗性の向上をもたらします。
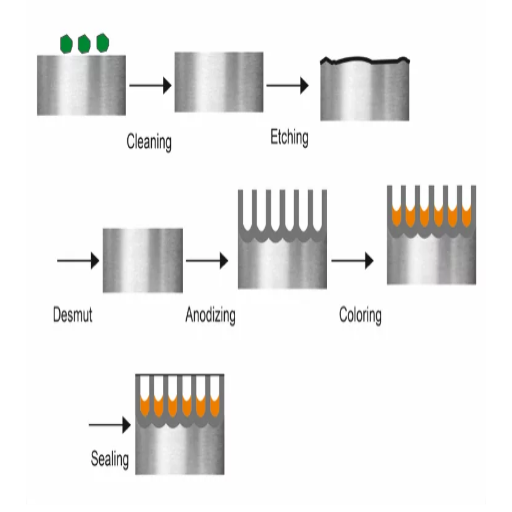
アルミニウムの陽極酸化処理の電気化学的手順では、保護コートを効果的かつ成功させるため、次のアクションとパラメータが必要です。さらに、関連する技術的要因とともに簡単に説明します。
準備: 段階が示すように、アルミニウムの表面は残留物を完全に除去するために徹底的に洗浄する必要があります。これは、アルカリ性または酸性の洗浄液を使用して行われます。
パラメータ: 洗浄温度は 45 ~ 60 ℃ です。
電解液: 酸性電解液がなければこのプロセスは起こりませんが、最も一般的なのは硫酸です。場合によってはクロム酸も使用できます。
パラメータ: 硫酸濃度は重量あたり約 15 ~ 20 ポンドと推定されます。
電圧と電流: 外部の直流 (DC) 電源がアルミニウムに接続され、アルミニウムは回路内で陽極として機能し、酸化層を形成します。
パラメータ: 供給される電圧は通常、必要な酸化層の厚さに応じて 12V ~ 24V の範囲になります。
電流密度: 約1.5~3.0 A/dm²程度。
温度制御: 均一なコーティング品質を実現するには、電解槽の温度を制御する必要があります。
パラメータ: 最適な温度は約 15°C ~ 20°C です。
期間: 材料を浸漬させる時間の長さによって酸化層の厚さが決まり、特定のニーズに合わせて調整できます。
パラメータ: 通常、このプロセスには 20 ~ 45 分かかります。
シーリング: アルミニウムは一般に陽極酸化処理され、その後シーリング処理が施されて酸化物層の細孔が閉じられ、耐腐食性が向上します。
パラメータ: シーリング プロセスは、約 95°C ~ 100°C の温度に加熱された脱イオン水に 15 ~ 30 分間浸漬することによって行われます。
機能的および美的ニーズを満たす陽極酸化品質を実現するには、各プロセス段階でこれらのパラメータを慎重に制御する必要があります。
硫酸陽極酸化処理で最も頻繁に使用される電解液である硫酸は、陽極酸化処理作業において極めて重要です。アルミニウムを電流の流れる硫酸溶液に浸すと、酸が電気化学反応を助け、アルミニウムの表面に多孔質の酸化アルミニウム層を形成します。硫酸の重量パーセントは通常 10 ~ 15 パーセントで、電解液の温度は均一で制御された酸化物の形成のために 20 ~ 25 ℃ に保たれます。電流密度パラメータは通常 12 ~ 18 A/ft² です。処理に必要な時間も、酸化物層の厚さと適用方法に応じて 15 ~ 60 分の間で変わります。
陽極酸化処理に使用されるその他の化合物の場合、それらは改質剤として機能したり、前処理または後処理のステップで使用したりできます。いくつかの例を見てみましょう。
リン酸:
アルミニウム表面を洗浄または調整するための酸化層接着前処理によく使用されます。濃度は通常、体積比で約 10 ~ 20% です。
有機酸および染料:
シュウ酸などの一部の有機酸は、特殊仕上げ用の代替電解質を陽極酸化処理するために使用できます。染料は、多孔質の酸化アルミニウムに浸透して染色するための二次工程で使用されます。
これらの化学物質は、正確な量で適正な許容限度内で使用すれば、陽極酸化処理によって物理的および視覚的な問題の両方が確実に解決されます。再現性、信頼性、安全性を確保するには、化学パラメータを制御し、それに従う必要があります。
洗浄剤:
表面仕上げには、汚染物質を除去して仕上げの品質を高めるために、4 ~ 6 パーセントの濃度の水酸化ナトリウムなどのアルカリエッチング剤が必要です。
シーラント:
酢酸ニッケルやコバルト塩は、耐食性をさらに向上させ、酸化層の保護コーティングを強化するため、陽極酸化処理のシーリング工程でよく使用されます。
私の意見では、陽極酸化処理は、酸化物層の形で強力なバリアを構築し、湿気や化学物質から保護することで、腐食に対する耐性を大幅に向上させます。この保護層は均一で非導電性であり、接着性が高く、剥がれや剥離などの問題を防ぎます。また、陽極酸化処理により表面硬度が向上し、時間の経過とともに材料の耐摩耗性が高まります。
技術的な観点から、最も効果的な結果は次の条件で達成できます。
電解質濃度: 理想的な酸化物を生成するために、硫酸濃度は通常、重量比で 15 ~ 20% に保たれます。
陽極酸化処理に使用される電圧は、必要なコーティングの厚さと材料の種類に応じて、通常 12 ~ 25 ボルトの範囲になります。
温度制御: ある程度の精度を保証するには、電解槽の温度を 20 ~ 22 ℃ に維持する必要があります。
時間: このプロセスのサイクル時間は、厚さの要件に応じて、通常約 15 ~ 60 分です。
シーリング手順: 陽極酸化処理後、コンポーネントを熱湯または酢酸ニッケル溶液で密封して、気孔を閉じ、耐腐食性を高める必要があります。
これらのパラメータにより、陽極酸化処理は機能的な強度、美観、要求の厳しい用途に適した堅牢な部品のバランスをとるため、好ましい表面仕上げ技術となります。

これらの手順に従えば、自宅でアルミニウムを安全かつ確実に陽極酸化処理し、耐久性のある魅力的な仕上がりを実現できます。
アルミニウムの陽極酸化処理の成功 自宅でコンポーネントを組み立てる場合、必要なツールと材料、およびその具体的な詳細は次のとおりです。
アルミニウム製ワークピース
6061 または 5052 合金のような、陽極酸化処理に適した清潔で高品質のアルミニウムを使用してください。
電源
電圧と電流出力を調整できる DC 電源が望ましい場合があります。ワークピースのサイズによって、推奨される 12 ~ 24 ボルト、5 ~ 10 アンペアの範囲が決まります。
電解液
蒸留水と硫酸の混合物で、濃度は 10 ~ 15 パーセントです。酸は常に水に加えるべきであり、その逆は避けてください。
陽極酸化槽
ワークピースと電解液は、対象物が自由に移動できる十分な深さのある、適切な大きさのプラスチック製または耐酸性の容器に安全に保管することをお勧めします。
カソード材料
ワークピースと同様に、鉛またはアルミニウムのシートは均一な陽極酸化カソードとして機能します。
蒸留水
タイルや電極の洗浄、シーリング、準備には蒸留水が必要です。水道水は作業を妨げる不純物が含まれている可能性があるため、使用しないでください。
撹拌システム(オプション)
フレームを撹拌またはバブリングすることで、電解液の温度を均一に保ち、陽極酸化処理の品質を向上させることができます。
加熱素子(シール用)
陽極酸化処理された表面は、熱源(キッチンコンロなど)と蒸留水を沸騰させる鍋で密封されます。
安全装置
電解液を安全に扱うには、耐酸性手袋、ゴーグル、保護エプロンが必須です。
精密測定ツール
陽極酸化処理中に酸濃度を測定するためのスケールと電圧/電流を測定するためのマルチメーター。
これらのツールと特定のパラメータを使用すると、陽極酸化処理の品質を効率的かつ専門的に達成できます。
陽極酸化タンクを選択
ポリプロピレンやポリエチレンなどの非反応性材料で作られたタンクを選択します。タンクのサイズは、ワークピースが完全に浸ると同時に、電解液の流れに対応できる十分な容量が必要です。
電解質溶液の調合
硫酸などの陽極酸化電解液を 15 ~ 20 % の体積溶液で用意します。濃硫酸を蒸留水に加えますが、逆の順序で使用しないでください。逆の順序で使用した場合、危険な合併症が発生します。
電源を確立する
DC 電源を接続して、必要な特定の電圧と電流を調整します。陽極酸化処理の必要性とアルミニウム合金に特に注意しながら、初期電圧を 12 ~ 18 ボルトにします。最適なパフォーマンスを得るための理想的な電流密度は、表面積あたり 12 平方フィート (ASF) あたり 24 ~ XNUMX アンペアです。
カソードを取り付ける
鉛板やステンレス鋼などの陰極をタンクの側面に沿って挿入します。最も安定した電流が流れるように、陰極がワークピースから一定の高さに吊り下げられていることを確認します。
ワークピースを清掃する
アルミニウム片を脱脂して異物を取り除きます。アルカリ性脱脂剤を使用した後、水で洗い流せば十分です。材料をよりよくエッチングするには、5~10% の水酸化ナトリウム溶液を 1~5 分間塗布し、その後酸性のデスポット溶液で中和します。
完全な電気接続
アルミニウムまたはチタンのワイヤを使用して、ワークピースを陽極酸化ラックにしっかりと固定します。 処理中に切断が発生しないように、良好な電気的接触を確保します。 次に、ワークピースを陽極として回路に接続します。
ワークピースを表面より深く沈める
タンクに電解液を注ぎますが、溢れないように余裕を持たせてください。アルミニウムのワークピースを電解液の表面の下に置き、陰極に触れないように注意してください。
陽極酸化処理を開始する
電源をオンにして、希望のレベルに達するまで電流を増やします。最適な結果を得るには、30 ~ 60 分かかります。0005 ~ 001 インチの厚い酸化物層の場合は、処理時間を延長できます。溶液の温度は 72°F (20 ~ 22°C) を超えてはならず、電圧と温度は定期的にチェックする必要があります。
ワークピースを洗浄して密封する
陽極酸化処理後、ワークピースをタンクから取り出し、冷たい蒸留水ですすいでください。酸化層を密封して耐久性を高めるには、ワークピースを水または酢酸ニッケル溶液で 15 ~ 30 分間煮沸します。
これらの手順を習得し、変数を慎重に制御することで、さまざまな目的に使用できる滑らかで強力な陽極酸化仕上げを得ることができます。
どのような陽極酸化処理プロジェクトでも、安全の回避は私の最も重要な関心事です。まず、硫酸などの危険な化学物質から身を守るために、手袋、安全ゴーグル、白衣など、必要な個人用保護具 (PPE) があることを確認します。陽極酸化処理溶液は加熱すると危険なガスを発生する可能性があるため、煙を減らすために換気の良い空間を確保することも考慮する必要があります。また、化学反応プロセスや最終仕上げに影響を与える不純物が水中に残らないように、蒸留水を使用する必要があることにも留意することが重要です。
陽極酸化処理の段階では、電圧と電流のレベルを必ずチェックします。一般に、硫酸陽極酸化処理では、電圧を 16 ~ 24 ボルト DC に設定し、同時に電流密度が XNUMX 平方フィートあたり XNUMX ~ XNUMX アンペア (ASF) で安定していることを確認します。陽極酸化処理槽では、指定された制限 (華氏 XNUMX ~ XNUMX 度 (摂氏 XNUMX ~ XNUMX 度)) 内で正確な温度制御を維持することが、槽内での過熱や望ましくない反応を防ぐためのもう XNUMX つの重要な安全対策です。手順を完了するには、中和剤を含むすべての化学物質に注意し、法律で義務付けられている適切な廃棄物処理を確実に行い、緊急時に備えて流出キットを手元に用意します。これらすべての対策を講じることで、スムーズで安全な陽極酸化処理が実現します。

実際、陽極酸化アルミニウムは簡単に染色できます。陽極酸化処理によって表面が多孔質になった後、アルミニウムは染料浴に浸され、その孔が対応する色で満たされます。この手順により、自然な色から鮮やかな色まで実現できます。指定された色を実現した後、アルミニウムは耐久性を高めるために密封され、染料が閉じ込められます。
アルミニウムの機能的および美的特性は、アルミニウムをさまざまな色に染めることができる陽極酸化処理を実行することで向上できます。標準デザインには、黒、ブロンズ、紫、銀、青、赤、緑などがあります。これらの色は、染料をカスタマイズし、その濃度と浸漬時間を調整することで実現できます。
色を取得する方法を表すパラメータ:
ブロンズ: 建築用途 ブロンズは、電気化学的な着色方法と有機染料の浴の混合によって実現されます。
ゴールド:豪華で頑丈な 金属電解着色による仕上げ 塩。
シルバー(天然アルマイト処理):追加の染料を必要としないため、工業の現場で非常に人気があります。
青、赤、鮮やかな緑: 有機染料を使用し、厳密に制御された浸漬時間 (5 ~ 10 分) により、これらの色を正確に実現できます。
染色工程の後、シーリングにより紫外線耐性と耐摩耗性が確保され、色の寿命が向上します。各用途には、最高の耐久性と最適なパフォーマンスを得るための特定の要件があります。
染色処理は、鮮やかで耐久性のある仕上げで表面の外観を向上させ、アルミニウム部品の美観と機械的特性を向上させます。陽極酸化処理の際、アルミニウム表面には染料で完全に処理できる開いた気孔があることを確認します。その後、これらの表面は紫外線や摩耗から色を保護するために密封されます。重要な操作要素は次のとおりです。
最適な染料吸収と高い耐久性を保証するために、陽極酸化層の厚さは通常 10 ~ 25 ミクロンです。
均一で鮮やかな色にするには、染色液への浸漬時間を 5 ~ 10 分にします。
シール温度: 190~212°F (88~100°C) により、色のシール性が向上し、摩耗や腐食に対する保護が強化されます。
これにより、部品の色あせや環境ストレスに対する耐性が忘れられないものになるだけでなく、長持ちする魅力的な仕上がりが得られ、多くの用途での使用可能性が広がります。
タイプ I – クロム酸陽極酸化処理
この方法は、陽極酸化処理にクロム酸を使用し、より柔らかく薄い陽極酸化層を生成します。主に、優れた腐食防止が求められる薄い航空宇宙および軍事用途に役立ちます。
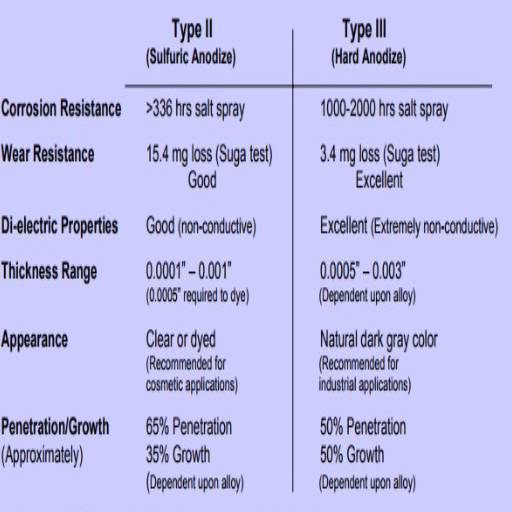
タイプ II – 硫酸陽極酸化
これは最も一般的で広く使用されている方法です。より厚い陽極酸化層が必要な場合の装飾仕上げに役立ちます。陽極酸化された素材は、耐久性や耐腐食性を大幅に損なうことなく、さまざまな色に染色できます。
タイプ III – ハードアルマイト処理(ハードコート)
このタイプは、他のタイプと比較して、非常に厚く硬い陽極酸化層を生成します。このようなコンポーネントには、より優れた耐摩耗性と耐久性が求められるため、より高い機械的ストレスが予想される産業、自動車、軍事用途で使用されます。
それぞれのタイプの陽極酸化処理は、さまざまな機能的および美的目的に使用でき、アルミニウムがさまざまな業界で多用途に使用できることを証明しています。
陽極酸化処理方法を明確に比較するために、次の表に主な特性と技術的パラメータの概要を示します。
|
タイプ |
陽極酸化処理 |
層厚さ |
耐食性 |
特長 |
あなたが使用します |
|---|---|---|---|---|---|
|
タイプI |
クロム酸 |
0.5〜2.0ミクロン |
穏健派 |
軽量、薄層、非導電性 |
重量が重要な航空宇宙用途 |
|
タイプII |
硫酸 |
5〜25ミクロン |
ハイ |
染色可能、装飾性、耐久性に優れています |
建築、消費財、電子機器 |
|
タイプIII |
硬質アルマイト処理(硫酸) |
25〜150ミクロン |
すごく高い |
非常に硬く、耐摩耗性があり、厚い |
工業、自動車、軍事部品 |
遵守すべき重要なポイント:
層の硬さと厚さ。
タイプ I の陽極酸化処理は、最も薄い層を持つため、コーティング重量の少ない用途に最適なオプションです。対照的に、タイプ III は、最も厚く硬いコーティングを生成するため、摩耗が激しく機械的ストレスのかかる環境に最適です。
腐食からの保護
すべてのタイプのコーティングは、ある程度の腐食保護を提供します。ただし、タイプ II とタイプ III は層が厚く耐久性に優れているため、タイプ III は過酷な条件でも最大限の保護を提供します。
機能的目標と美的目標
タイプ I は一般的に軽量部品に使用され、タイプ II は色を必要とする美観仕上げに使用されます。タイプ III は外観重視で、他のタイプよりも難易度が高くなります。
このタイプの比較分析では、各陽極酸化処理のさまざまな用途と利点が把握され、ユーザーがニーズに基づいて決定するのに役立ちます。
複雑な陽極酸化処理の工業プロセスには、最も厳しい工業条件を考慮する際に使用できる数多くの機能があります。たとえば、航空宇宙、自動車、海洋工学では、ピストン、油圧シリンダー、バルブ本体などのコンポーネントが陽極酸化処理されて、その性能と耐久性が向上します。このようなプロセスで耐摩耗性と耐腐食性が追加され、長持ちする価値ある部品が生まれます。
機械工学の手法を適用した硬質陽極酸化処理では、低温電解液浴(多くの場合硫酸)を使用し、温度は約 32°F(0°C)、電流密度は 20~40 A/ft² です。生成されるコーティングの硬度は、多くの場合、400 HV(ビッカース硬度)を超えます。また、コーティングの厚さは 25~150 ミクロンの範囲で、極度の機械的ストレスや過酷な環境条件に耐える高密度の保護酸化層と相まって、研磨性物質や腐食性物質にさらされる部品に最適です。
金属の表面に酸化物層を形成することで、腐食性の酸化を防ぎ、金属の仕上げに役立ちます。この酸化物層は、材料を環境要因による損傷から保護し、耐腐食性と耐摩耗性を高めるため、さまざまな工業用途に適しています。さらに、陽極酸化処理により、染色しやすい均一な表面が形成され、塗料やコーティングの密着性が向上するため、美観が向上します。金属の自然な質感が保たれ、寿命と性能が向上し、より厳しい条件に耐えることができます。
酸化層、特に陽極酸化アルミニウム合金の酸化アルミニウムは、優れた硬度を持つことが知られており、合金とプロセスパラメータに応じて、多くの場合 400 ~ 600 HV の値を示します。陽極酸化層は、アルミニウム金属の耐摩耗性を高め、表面に堅固で高密度のバリアを形成することで、アルミニウム金属の寿命を大幅に延ばします。この驚異的な硬度により、表面を劣化させることなく、金属が繰り返し受ける機械的ストレスや研磨接触に耐える能力が向上します。
さらに、陽極酸化層の厚さは調整可能で、通常は 10 ~ 100 ミクロンです。25 ミクロンを超えるような高酸化コーティングは、航空宇宙、自動車、重機などの大きな摩耗運動に耐える部品に適用されます。陽極酸化層は多孔質であるため、潤滑剤を吸収し、摩擦と摩耗をさらに低減できます。
何よりも、陽極酸化層は摩擦、衝撃、研磨粒子による表面の膨張から金属部品を保護し、部品の寿命を大幅に延ばします。これは特に過酷な環境で当てはまります。したがって、陽極酸化は、高品質と継続的な信頼性が期待される業界にとって必須の表面処理です。
技術的には、アルミニウムを陽極酸化処理すると、腐食、摩耗、環境による損傷に対する耐性が向上します。陽極酸化処理により、軽量でありながらアルミニウムを保護する硬くて耐久性のある酸化層が生成されます。重要な詳細は次のとおりです。
コーティングの厚さ: 使用例に応じて、耐腐食性の場合は 10 ~ 25 ミクロン、耐摩耗性の場合は 25 ~ 100 ミクロン。
硬度: 陽極酸化層の硬度は 300 ~ 600 HV で、要求の厳しい作業に適しています。
多孔性により、染色や潤滑剤の注入が可能になり、美観や補完的な機能を果たすことができます。
耐腐食性: 中性塩水噴霧試験では、コーティングされたアルミニウムは、塩分を多く含む雰囲気に 1,000 時間さらされても孔食に耐えることができます。
コンバイナーに調整装置を取り付けることで、陽極酸化処理の出力を微調整し、重要な用途における信頼性と耐久性の観点から、さまざまな業界で材料の性能を最大限に高めることができます。
A: 陽極酸化処理は、アルミニウムの表面に耐久性と耐腐食性のある酸化層を形成する電気化学処理です。この処理により、金属の耐久性が向上し、外観が改善され、色の陽極酸化処理が可能になります。陽極酸化処理されたアルミニウムは、その保護特性と美観のため、さまざまな業界でよく使用されています。
A: 自宅でアルミニウムを陽極酸化処理するには、電源、鉛陰極、耐酸性容器、硫酸、蒸留水、温度計、安全装置が必要です。カラー陽極酸化処理には染料も必要です。必ずしも必要ではありませんが、小型のエアポンプなどの機械が溶液を撹拌するのに役立ちます。
A: カラー陽極酸化処理では、陽極酸化処理されたアルミニウムの表面を染色します。陽極酸化処理によって多孔質の酸化層ができたら、部品を染料溶液に浸します。細孔が染料を吸収し、その後、密封によってこれらの細孔が閉じられ、色が閉じ込められます。最終的な色は、使用する染料と酸化層の厚さによって決まります。
A: 陽極酸化処理では安全性が非常に重要です。ゴーグル、耐酸性手袋、エプロンなどの保護具を必ず着用してください。換気の良い場所で作業し、中和溶液 (重曹など) を用意してください。陽極酸化処理が行われている間は溶液の部分には絶対に触れないでください。また、必ず酸を水に加え、その逆は絶対にしないでください。
A: 一般的に、タイプ II の陽極酸化処理は自宅で行うことができます。このタイプの陽極酸化処理は、ほとんどの装飾および軽度の機能的用途に適しています。ハードコート陽極酸化処理 (タイプ III) には、より特殊な機器が必要であり、一般的に家庭での設置には適していません。タイプ II の陽極酸化処理では、染色に最適な、より薄く、より多孔質のコーティングが作成されます。
A: 陽極酸化処理の所要時間は、アルミニウム部品のサイズ、必要なコーティングの厚さ、使用する電流密度など、さまざまな要因によって異なります。通常、実際の陽極酸化処理には 30 分から 2 時間かかります。ただし、準備と後処理を含め、処理には数時間かかる場合があります。
A: より大きな部品を自宅で陽極酸化処理することは可能ですが、より大きなタンク、より強力な電源、そして一貫した電流分布の維持が必要になるため、より困難になります。最良の結果を得るには、小さなアルミニウム部品から始めて、経験を積むにつれて徐々に大きくしていくようにしてください。
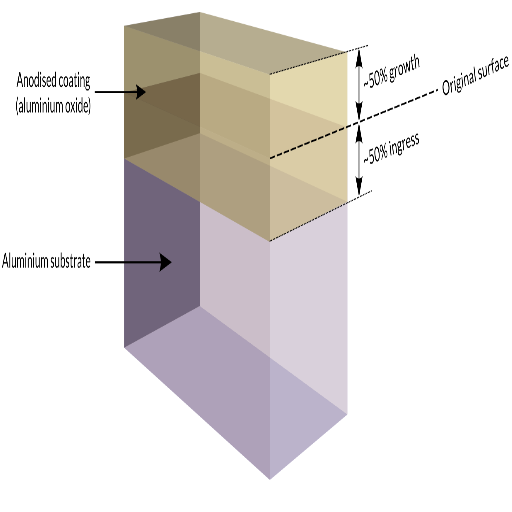
A: 陽極酸化アルミニウムの表面は非常に耐久性があります。陽極酸化処理により、アルミニウム基板に一体化した硬くて多孔質の酸化アルミニウム層が形成されます。この層は摩耗、腐食、色あせに強いため、陽極酸化アルミニウムは屋内および屋外での使用に最適です。
A: よくある問題としては、コーティングの不均一、色の吸収不良、表面欠陥などがあります。これらを回避するには、陽極酸化処理の前にアルミニウム表面を徹底的に洗浄およびエッチングし、一定の温度と電流密度を維持し、陽極酸化処理中は部品に触れないようにしてください。染色後の適切な密封も、色を保つために重要です。
A: ほとんどのアルミニウム合金は陽極酸化処理できますが、より適した合金もあります。純アルミニウム (1000 シリーズ) と 6000 シリーズの合金は一般に陽極酸化処理が良好で、家庭での陽極酸化処理に最適です。 シリコンや銅を多く含む合金 コンテンツがより難しくなり、見た目の美しさが損なわれる可能性があります。

