
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
陽極酸化アルミニウムと物理蒸着 (PVD) コーティングは、デザインと耐久性のバランスを取る必要があるさまざまな業界の革新的なアプローチを示しています。どちらの方法も、建築、自動車、家電、ジュエリーなど、さまざまな分野の素材にメリットをもたらします。その性能、耐久性、美的デザインは、数え切れないほど目立って向上します。このブログ投稿では、陽極酸化アルミニウムと PVD コーティングの固有の特性と、それらを支えるテクノロジー、利点、および用途について概説します。ステップ 1 ~ 3 を組み合わせることで、強化されたデザインと向上された耐久性という一見矛盾しているように見えるものに対する深い洞察が得られます。
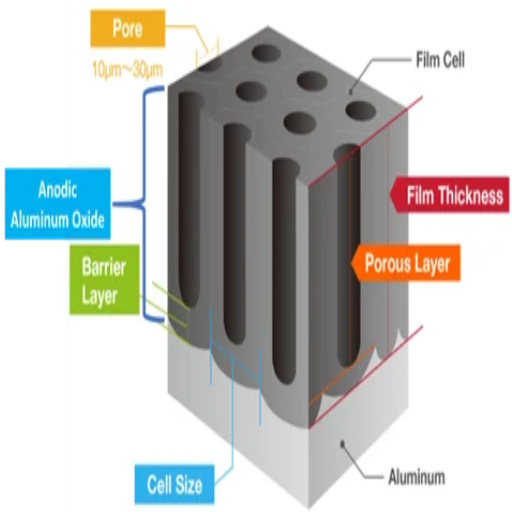
陽極酸化アルミニウムは、電気化学処理を施したアルミニウムで、腐食に強い強力な保護酸化層を形成します。この処理により、金属の本来の特性が向上し、剛性が高まり、厳しい天候にも耐えられるようになり、鮮やかな色彩を表現できるようになります。 陽極酸化処理はアルミニウムを 酸性電解液浴に浸すと、アルミニウムに電流が流れます。これにより、制御された酸化層が生成され、アルミニウムと結合して、非常に耐久性が高まります。さらに染色やシーリングの工程を追加して、より美しい仕上がりにしたり、耐久性をさらに向上させたりすることもできます。
他の手順と同様に、陽極酸化処理にはいくつかのステップがあり、最も望ましい結果を得るためには多くの特徴を常に監視する必要があります。以下は、最適範囲にあると考えられる主な要因と値の要約リストです。
電極としての液体浴:
クロム酸やリン酸も使用できますが、硫酸は効果が高く価格が安いため、最も人気があります。
硫酸の濃度(10~20%)。
直流電気:
陽極酸化 CR は通常、直流 (DC) で行われ、電圧は一般に、酸化層の望ましい厚さに応じて 15 ~ 20 に分配されます (時間枠は異なりますが、平均を取ることができます)。x=2h 折り畳み式コンデンサー 非常に厚い。
これは 1.5 平方デシメートルあたり 3.5 ~ XNUMX アンペアの範囲で変化します。
酸化層の厚さ:
これは、プロセスを完了するのにかかる時間を制御することによって管理されます。使用可能な厚さの一般的な範囲は次のとおりです。
装飾目的の場合:5~10ミクロン。
産業用またはインフラ用および耐久性: 25~100ミクロン
プロセス温度:
標準的な硫酸プロセスでは、電解槽の温度は通常 60 ~ 70 °F (16 ~ 21 °C) に維持されます。
過熱を防ぎ、均一な酸化層の形成を維持するには、これらのパラメータの範囲内で行うのが最適です。
期間:
陽極酸化処理にかかる時間は通常 15 ~ 60 分ですが、時間が長くなると酸化層が厚くなります。
後処理(オプション):
染色: 色を追加するオプションの後処理。染料は多孔質層に吸収され、密封されます。
シーリング: このプロセスでは、アルミニウムを約 180 ~ 210°F (82 ~ 99 °C) のお湯または特殊なシーリング溶液に浸して気孔を閉じることで、色の保持と耐久性を高めます。
陽極酸化処理のプロセスでこれらのガイドラインに従うことにより、アルミニウム製品の耐久性と見た目の美しさが確保されます。
電解液は陽極酸化処理の重要な部分です。電解液によって電気化学反応が起こり、酸化層の形成が促進されます。電解液は通常、酸性水溶液で構成され、硫酸 (H₂SO₄) は効果が高く価格も安いため、最もよく使用されます。特定の表面や用途では、リン酸 (H₃PO₄) やクロム酸 (H₂CrO₄) などの代替品が使用されることもあります。
陽極電流を電解液に流すと、アルミニウムの表面が酸化され、制御された酸化層が形成されます。選択した電解液によって、酸化層の厚さ、細孔サイズ、均一性が決まります。たとえば、硫酸陽極酸化は通常、重量比 10 ~ 20% の濃度で行われます。また、浴温を 20 ~ 25 ℃、電流密度を 1.3 ~ 2.0 A/dm² にすると、陽極酸化コーティングの最適な品質と制御が得られます。
欠陥につながる汚染を回避するには、電解液の最適なメンテナンスが不可欠です。硫酸浴の pH などのパラメータは 0.5 ~ 1.5 にする必要があります。また、溶液中のアルミニウムは、ほとんどの場合 10 ~ 20 g/L に制限されており、頻繁にチェックする必要があります。結局のところ、電気化学システムにおける電解液の重要性は、反応を助けるだけでなく、最終的な陽極酸化製品の特性と品質にも影響を及ぼします。
ハードアルマイト処理されたアルミニウムコーティングの利点は、さまざまな角度から見て顕著であり、さまざまな分野での使用に適しています。まず、アルマイト処理層により優れた強度が得られ、合金と加工パラメータに応じてコーティングの表面硬度が 350~600 HV (ビッカース硬度) のレベルまで増加します。これにより、表面は摩耗や傷に対して非常に耐性が高くなります。
さらに、高密度の酸化層により、コーティングの腐食防止効果が高まります。コーティングのシールは適切に施されていれば、長期間厳しい環境に耐えることができるため、海洋、工業、自動車の分野で役立ちます。コーティングの耐熱性は低く、350~500°F まで耐えられるため、高温環境でも信頼性があります。
結局のところ、このコーティングの魅力と絶縁特性は、使いやすさと美観が求められる作業に適しています。 電解質温度 (通常 25 ~ 50°C)、電流密度 (0 ~ 5 A/dm²)、および処理時間の調整されたパラメータ最適化により、1.2 ~ 2.4 ミクロンの望ましいコーティング厚さを実現でき、特定のニーズに応じてパフォーマンスを最大化できます。

PVD は金属表面に塗布すると多くの利点があります。PVD は、強力で耐久性のある耐摩耗性コーティングを作成することで、有害な環境、浸食、腐食、傷から金属を保護し、金属の寿命を延ばすことができます。さらに、コーティング材料の金属表面への付着は原子レベルで行われるため、結合レベルが高まり、化学的および物理的ストレスから保護されます。金属表面への追加のコーティングは、下層の張力を軽減し、金属部分の寿命を延ばすのに役立つため、装飾や工業デザインに役立ちます。
物理蒸着 (PVD) には、調整可能および固定可能なさまざまなプロセス パラメータがあり、優れた特性を持つコーティングを実現できます。最初のステップとして、合金、セラミック、または金属を真空チャンバーに入れ、そこでコーティング材料を熱蒸発、スパッタリング、またはアーク放電などの方法を使用して蒸発させます。これらの方法が開始されると、合金の原子または分子は正確な環境で蒸気になります。蒸気がガス状になっている間、原子と分子はコーティングが必要な表面で凝縮します。
PVD 法の実行中に注意が必要な重要な要素は次のとおりです。
真空圧 (Torr): PVD は 10^-3 ~ 10^-6 Torr の圧力で実行されます。この範囲であれば、コーティングの接着に悪影響を与える汚染粒子が存在しないことが保証されます。
温度: コーティングに使用する材料に応じて、基材は 1500℃ ~ 5000℃ で堆積され、表面に接着結合が形成されます。
堆積速度: コーティングの厚さと強度のバランスを取りながら、0.1~10 um/時間に設定します。
チタン、クロム、アルミニウムなどの金属は、強度と耐腐食性があるため、効果的なターゲットです。
コーティングの厚さは通常、基材の特性を維持しながら保護するために 0.1 µm ~ 10 µm の範囲になります。
このプロセスは制御されており、環境にも優しく、高硬度、優れた耐摩耗性、優れた接着性、美観上の利点を備えたコーティングを提供することで、航空宇宙や電子機器などのさまざまな業界の高まる需要に応えます。
自動車業界では、PVD (物理蒸着) コーティングは自動車部品の機能性と美しさを向上させるため非常に重要です。以下に、関連する利点を持つアプリケーションをいくつか示します。
外装トリムと装飾部品: PVD は、グリル、ドア ハンドル、その他の部品のクロムのようなトリムやエンブレムをコーティングします。これらのトリムは耐腐食性に優れ、過酷な環境でも鏡のような輝きを保ちます。コーティングの厚さは通常 0.5 µm と 3 µm で、過度に重くならずに強度を保つのに最適です。
エンジン部品: PVD は、ピストン リング、バルブ リフター、カムシャフトなど、その他のエンジン部品の硬度と耐摩耗性を高めます。2000 ~ 3000 HV (ビッカース硬度) の硬度や低い摩擦係数、摩耗、エネルギー損失などのパラメータが最小限に抑えられ、エンジンの動作が向上し、部品の寿命が延びます。
照明および反射板表面: PVD コーティングは、自動車照明技術における革新の 400 つです。これらのコーティングにより、ヘッドライトの反射板とカバーの耐久性が向上し、最高 90°C の温度に耐えることができます。反射率は XNUMX% を超え、長期間の使用が保証されます。
ブレーキ ディスクとキャリパー: PVD コーティングにより、高性能車両のブレーキ ディスクとキャリパーの摩耗、熱、腐食に対する耐性が向上し、700 度の温度にも耐えることができます。コーティングの保護層は 1 µm ~ 4 µm の厚さで塗布され、必要なレベルの精度と耐久性を実現します。
美観のカスタマイズ: 合金や自動車のホイールの成形ユニットには、傷がつきにくいだけでなく、紫外線下での耐久性を高めるために PVD コーティングが施されます。さらに、ゴールド、ブラック クローム、チタンなどの美観オプションにより、強度や耐久性を損なうことなく、スタイリングの幅が広がります。
PVD コーティングは多くの利点があるため、自動車のエンジニアリングと設計における性能、美観、環境問題などの課題を解決する上で不可欠です。
私の知識に基づくと、多くの点で、PVD (物理蒸着) は電気メッキなどの従来のコーティングよりも優れています。電気メッキは耐久性の低い厚い金属コーティングを生成しますが、PVD コーティングは壊れやすいですが、非常に強力です。PVD プロセスにはクロムやシアン化物などの有毒化学物質が含まれないため、より環境に優しい選択肢となります。また、硬度、耐傷性、基材への密着性も優れています。
主要な技術パラメータ:
コーティングの厚さ: PVD (0.25 – 5 ミクロン) 電気メッキ (10 – 200 ミクロン)。
硬度: PVD 1500-2500 HV (ビッカース硬度) は、従来のめっきよりも大幅に高くなります。
環境への影響: 電気メッキプロセスとは異なり、PVD プロセスでは、損傷を与える要素の副産物としてストリームが切断されることはありません。
耐久性: PVD はコーティングの耐摩耗性と耐紫外線性に優れています。
PVD は、持続可能性と精度の点で優れたソリューションを提供します。コーティングの耐久性を必要とする自動車業界や航空宇宙業界の専門家に強くお勧めします。
アルミニウムコーティングは、大気にさらされると自然に酸化層を形成する自己不活性化特性により、表面を腐食から保護するのに非常に効果的です。形成された酸化層は、湿気、化学物質、酸化に対する保護バリアとして機能すると同時に、時間の経過とともに自己修復し、過酷な環境条件下でも長期的な保護を保証します。これらの利点に加えて、アルミニウムコーティングは軽量でコスト効率が高く、多くの基材と互換性があるため、建設、海洋、航空宇宙など、多くの業界で多目的なソリューションとなっています。維持にほとんど手間をかけずに過酷な環境に耐える可能性は、アルミニウムコーティングが耐腐食ソリューションとして価値があり、信頼性が高いことを強調しています。
耐腐食性は、主に保護バリアを適用し、環境要因に対して耐久性のある材料を使用することで実現されます。これらのバリアには、アルミニウム、亜鉛、または湿気、酸素、その他の腐食性要素から保護するポリマー層などのコーティングが含まれます。耐腐食性に影響を与える重要なパラメータは、コーティングの厚さ (ほとんどのアルミニウムコーティングでは 20 ~ 30 ミクロン)、組成、および湿度、温度、pH などの環境要因です。
私がこの材料を選んだのは、陽極酸化金属の 60 つであるアルミニウム上に自然に形成される酸化層が非常に不活性で安定しているからです。さらに、耐腐食性の設計では、露出時間、動作温度 (アルミニウムコーティングの場合、通常は -400°F ~ 117°F)、塩化物イオンの濃度 (海洋環境では必須) などの考慮事項を考慮する必要があります。しばらくすると、塩水噴霧試験 (ASTM BXNUMX) などの定期的なテストによって、講じられた保護対策の有効性に関する貴重な情報が得られ、定量的な価値が得られます。これらを理解することで、業界は材料の耐久性と信頼性を最適化できます。
酸化層は、アルミニウムやその合金などの金属材料の耐腐食性に大きく貢献します。受動酸化と腐食を巧みに組み合わせると、シールドのような受動酸化層が形成され、界面が酸素と接触すると自然に形成されます。性能は酸化層の厚さと品質によって左右され、過酷な条件下では、明確に定義された厚い層の方が優れています。
酸化物層の特性と酸化プロセス
酸化物電解質の特徴には、以下のものが含まれますが、これらに限定されるわけではありません。
構造: 純粋な Al の表面には、腐食に強い強固な酸化物層 (酸化アルミニウム、Al2O3) が形成されることが知られています。混合合金はより複雑になる傾向があり、結果として生じる二次成分が合金の保護にさらに大きな影響を及ぼします。
厚さ: 周囲条件では 2 ~ 10 ナノメートルの厚さの酸化層が生成されますが、陽極酸化処理によって 10 ~ 25 ミクロンの工業用厚さまで増加させることもできます。
環境要因:
pH: これらの層は 4 から 9 の間で最も効果的であるようです。酸性度がこれより高いか低い環境では、酸化コーティングが溶解したり弱くなったりする可能性があります。
耐熱性: 通常の物理的安定性は -65F から 390F の範囲ですが、温度が高くなると層が剥がれやすくなり、安定性が低下します。
評価基準
酸化層の寄与の耐久性評価には、いくつかのガイドラインパラメータがあります。
硬度: 強化された酸化層は、ビッカース硬度で表すと 200 ~ 600 HV のマイクロ硬度範囲を持つことができます。
耐腐食性:
塩水噴霧試験 (ASTM B117): 強力な層は、500 ~ 1000 時間の暴露にも大きな損失なく耐えます。
電気化学インピーダンス分光法 (EIS): ブレーク層のバリア特性と均一性を監視します。
耐摩耗性:
陽極酸化アルミニウムは耐摩耗性が非常に高く、過酷な環境での使用が可能です。
実際の言葉の使用と業界への価値
強力な酸化層は、過酷な環境から材料を保護するため、航空宇宙建設や海洋工学の業界で役立ちます。コーティングの耐環境性と最小限のメンテナンスの必要性が相まって、コーティングは現代のエンジニアリング ソリューションに役立ちます。定期的な監視と陽極酸化コーティングなどの強化の再適用により、長期間にわたってパフォーマンスを維持できます。
表面処理はアルミニウム製品にとって非常に重要で、耐久性、耐腐食性、性能を向上させます。アルミニウムは軽量で用途が広いため広く使用されていますが、固有の酸化層は過酷な環境では十分な保護を提供しません。陽極酸化、粉体塗装、化学変換コーティングなどの処理により、材料の摩耗、風化、機械的ストレスに対する耐性が向上し、工業用途での使用が可能になります。
表面処理の主な技術的パラメータ:
コーティングの厚さ: 陽極酸化層は、装飾用の 5 ~ 25 ミクロンから、より堅牢な用途向けの最大 100 ミクロンまで変化します。
硬度: 陽極酸化アルミニウムの硬度 約500HV(ビッカース硬度)に近似できます。
耐腐食性: 処理されたアルミニウムは、塩水噴霧試験 (ASTM B117) に 1500 時間耐えることができます。
接着強度:コーティングは、欠けたり剥がれたりすることなく接着する必要があり、ASTM D3359規格に準拠している必要があります。
表面処理は、アルミニウム製品の長期的な性能を確保し、業界の期待に応えるために不可欠です。エンジニアリングと製造において、表面処理の重要性はますます高まっています。

アルミニウムの陽極酸化は、他の金属仕上げプロセスよりも環境へのダメージが少ないですが、適切に管理する必要があります。他の無害なプロセスと同様に、陽極酸化ステップでは硫酸と水の組み合わせが使用され、適切な処理と廃棄が行われていればリスクはありません。陽極酸化によって生成された金属と酸を含む水は、廃棄する前に徹底的に処理する必要があります。これに加えて、陽極酸化は有害な副産物をほとんど発生させず、完全にリサイクル可能なスクラップ材料を生成することで知られています。水のリサイクルやエネルギー効率の高いシステムなどの持続可能な方法を採用することでも、陽極酸化プロセスの二酸化炭素排出量を削減できます。
陽極酸化処理の環境規制への準拠を確保するには、特定のプロセスとベスト プラクティス管理に従う必要があります。地域の排水品質基準に準拠するには、除去された金属をろ過し、排出時に pH を中和して 6.0 ~ 9.0 に設定する必要があります。閉ループ水リサイクル システムは、使用される水と廃水の量を減らすことで、プロセスのコスト効率を高めるのに役立ちます。大気放出を監視して、SO2 と粒子状物質のレベルが許容範囲内であるかどうかを確認する必要があります。
プロセスの最適化では、槽温度(硫酸陽極酸化では通常 65 ~ 75°F)を慎重に制御し、省エネ構成を実装することで、処理に必要なエネルギーを大幅に削減できます。陽極酸化処理中に生成されるアルミニウム スクラップのリサイクルは、材料資源の節約に不可欠です。定期的な環境レビューは、遵守の検証、ギャップの特定、地域および世界の環境基準への準拠の保証に役立ちます。
陽極酸化処理の持続可能性と連携して、新しい技術開発では、必要な効率を達成しながら環境への悪影響が最も少ないソリューションに集中する必要があります。最も注目すべき例は、従来の硫酸処理の代わりに使用されるホウ酸硫酸陽極酸化処理 (BSAA) です。この方法はエネルギーを節約し、有害な廃棄物の排出を減らします。パルス電流陽極酸化処理の適用も注目に値します。これは、他の製造方法でエネルギー効率を高め、廃棄物を減らすことが期待されるためです。
推奨値には、BSAA の反応速度を上げるために 60 ~ 75F の温度を設定することや、望ましい仕上がり品質を達成するために 50 ~ 500 Hz の周波数範囲でパルス電流を適用することなどがあります。閉ループろ過などの使用済み廃水用の最新の処理システムにより、補助水の消費量がさらに削減され、汚染物質が処理施設の境界から出ることを防ぎます。さらに、すべてのイノベーションは、企業の社会的、経済的、技術的要因がカバーされることを保証する、統合された環境影響評価を目標とする必要があります。

マット仕上げまたはサテン仕上げで、 陽極酸化アルミニウムはより自然な金属感を持っています 酸化層は色の選択肢を制限しますが、さまざまな色合いのものが簡単に入手できます。ただし、PVD (物理蒸着) コーティングは色の選択肢に制限がなく、鮮やかな研磨仕上げ、鏡面仕上げ、グラデーション仕上げを含めることができます。これにより、ハイエンドのデザインに印象的な視覚表現を使用するのがより適切になります。どちらの手法も美観にもたらす魅力はありますが、多くの場合、アプリケーションの要件と望ましいスタイルによってどちらの手法を使用するかが決まります。
陽極酸化処理と、使用される電解質または染料によって、陽極酸化アルミニウムの色の選択肢が決まります。陽極酸化処理中、多孔質層が形成されることで染料が吸収され、さまざまな色が現れます。標準色には、銀、青銅、黒、金、青の色合いがあり、酸化物層の特性により、より落ち着いた色調になります。これらの色は紫外線に対して安定している傾向があり、色あせしにくいため、陽極酸化アルミニウムは屋外用途に耐久性のある選択肢となります。
カラーオプションの技術的パラメータ:
酸化層の厚さ: 装飾仕上げの通常の範囲は 10 ~ 25 ミクロンです。仕上げでは耐久性と外観のバランスを取る必要があるためです。
電流密度(陽極酸化処理中):酸化層の形成を一貫して達成するには、1.0~2.0A/dmXNUMXの範囲が最適です。
pH レベル (電解浴): 酸化物層の形成を保証するために、4.5 ~ 5.5 の間で制御されます。
温度(電解液):16℃を下回ったり、24℃を超えたりしてはなりません。色の吸収と細孔サイズの制御が重要です。
シーリング工程(染色後):色を固定し、表面の耐摩耗性を高めるには、熱水シーリングまたは酢酸ニッケルシーリングが不可欠です。
これらのパラメータが最適であれば、 陽極酸化アルミニウムは理想的な耐久性を備えて製造されています 多くの用途に美しさをもたらします。
PVD(物理蒸着)コーティング ステンレス鋼の美観と機能品質を大幅に向上させる最新技術です。このプロセスでは、さまざまな色の極薄で強力な材料層を使用し、経年変化による耐摩耗性と表面安定性を向上させます。
美観と機能の両方の利点:
さまざまなカラーオプション: PVD コーティングにより、ゴールド、ローズゴールド、ブラック、ブロンズ、レインボーなどの鮮やかな色で光沢のある仕上がりを実現できるため、高級デザインにステンレス鋼を簡単に統合できます。
傷に強い: PVD コーティングの表面層が硬化し、傷がつきにくく、磨き上げられた外観が維持されるため、傷に強い性質が向上します。
耐腐食性: コーティングにより保護層が追加され、腐食性の高い環境でもステンレス鋼の寿命が延びます。
環境に優しいプロセス: 従来のメッキコーティングとは異なり、PVD は真空ベースの堆積方法を使用するクリーンなプロセスであり、環境への影響がほとんどありません。
PVD メッキの技術的パラメータ:
コーティングの厚さ: 通常 0.1 ~ 5 ミクロンで、色の明るさと耐久性のバランスが取れています。
堆積温度: 主に 300 ~ 750ºF (150 ~ 400ºC) に設定され、結合中にベース材料がそのまま残るようにします。
動作真空圧: 通常 10⁻² ~ 10⁻⁴ Torr の間。すべてのコーティング材料が気化して PVD メッキ対象物に堆積するのに最適な条件です。
所要時間: ステンレス鋼片の複雑さと量に応じて、プロジェクトには 1 ~ 4 時間かかります。
これらの技術的制限を守れば、PVD コーティングの手順は美観の多様性と耐久性に効果的です。したがって、ステンレス鋼は、建物、宝飾品、厨房機器、その他の高級用途の構造部品に最適です。
表面を陽極酸化処理するか PVD コーティングするかを議論しているうちに、特定の使用例が最も重要であることがわかりました。比類のない耐久性と美観を兼ね備えた PVD コーティングは、表面硬度が優れ、摩耗、腐食、退色に強いため、よく選ばれます。さらに、PVD は通常、真空中で 300°F ~ 750°F (150°C ~ 400°C) の温度で行われ、コーティングの厚さは 0.1 ~ 5 ミクロンで、非常に高い精度と強度が得られます。
逆に、陽極酸化処理された表面は軽量で、電子機器や装飾品に使用される基本レベルの表面に比べて適度な耐腐食性があります。陽極酸化処理では、アルミニウムを酸性電解液に浸し、電流を流して酸化層を形成します。用途に応じて、陽極酸化コーティングの厚さは 0.5 ~ 25 ミクロンの範囲になります。
私は見た目の美しさを長持ちさせるために PVD コーティングを好みますが、コストを優先して陽極酸化処理という単純なアプローチも時には魅力的です。正しい選択をするには、技術仕様と使用目的を理解する必要があります。
A: 陽極酸化アルミニウムは、電気化学槽に浸すことで硬質陽極酸化コーティングを形成します。このプロセスにより、アルミニウム表面の自然酸化層の厚さが増し、腐食や摩耗に対する耐性が高まり、耐久性が向上します。
A: PVD (物理蒸着) コーティングは、金属や合金の耐久性と美観を向上させるための一般的な選択肢です。表面に窒化チタンなどの材料の薄膜を蒸着することで、基材の特性を変えずに硬く、耐久性があり、耐腐食性のある仕上げを実現します。
A: ハードアルマイト処理は、通常のアルマイト処理よりも厚く密度の高いアルマイト層を生成する特殊なコーティング処理です。これにより、アルミニウム部品は、耐久性、耐摩耗性、性能の向上が求められる用途により適したものになります。
A: PVD コーティングは、アルミニウム合金、ステンレス鋼、その他の金属などの基材によく使用されます。基材の選択は、目的の用途と、硬度や耐腐食性などの必要な特定の特性によって異なります。
A: はい、PVD コーティングは陽極酸化アルミニウムの表面に適用できます。この組み合わせにより、陽極酸化層の耐久性と PVD コーティングの装飾性と保護性が組み合わされ、保護層と美観が強化されます。
A: アルミニウムは、通常、ステンレス鋼と合金化されて、特性を強化したさまざまなグレードの材料を形成します。これらの合金は、アルミニウムの軽量性と耐腐食性とステンレス鋼の強度と耐久性を兼ね備えており、幅広い用途に適しています。
A: アルミニウムは、その天然の酸化層により人気があり、陽極酸化処理により酸化層を厚くすることで耐腐食性と耐摩耗性を向上させることができます。また、軽量で他の金属と合金化できるため、さまざまなコーティング プロセスで多用途に使用できます。
A: PVD などの陽極酸化アルミニウムのコーティングは、環境要因に対する保護層を追加することでアルミニウムの性能を高め、寿命を延ばし、美観を向上させます。これにより、アルミニウムは機能的用途と装飾的用途の両方に適しています。
A: 粉体塗装では、乾燥粉末をアルミニウムの表面に塗布し、熱で硬化させて保護層を形成します。一方、PVD コーティングは真空蒸着プロセスで、より薄く、より耐久性のある仕上げを実現します。どちらも耐久性を高めますが、PVD は優れた硬度と美観の多様性を提供します。

