
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
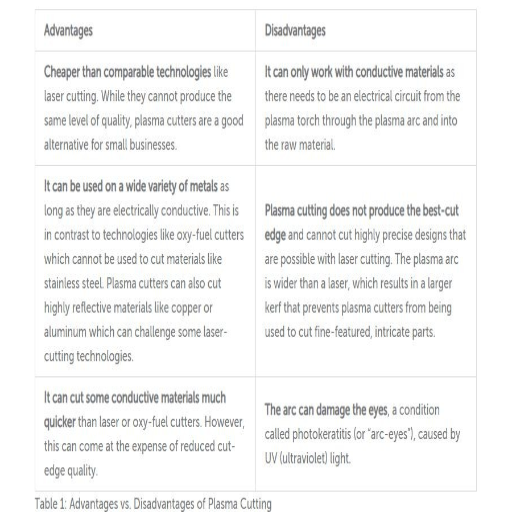
プラズマ切断は、その技術的進歩と柔軟性により、金属加工分野で最も受け入れられているプロセスの 1 つです。これは、金属の切断に効果的なイオン化ガスの高速ジェットを使用する特殊な切断方法です。ただし、他の技術と同様に、プラズマ切断にも利点と欠点があります。このブログ投稿は、プラズマ切断の利点と欠点を分析して、包括的な視点を提供することを目的としています。この記事は、経験豊富な金属加工業者とこの分野の初心者が、進化し続ける金属加工の世界におけるプラズマ切断の範囲を理解するのに役立ちます。重要な利点、考えられる欠点、および機能的な電気プロセスについて説明することで、この最新のプロセスの包括的な見方を提供したいと考えています。

プラズマ切断の利点について述べる前に、その目的を理解する必要があります。金属を正確な形状に切断することを「金属加工」といいます。まず挙げられるのは、さまざまな厚さの金属を切断する際の優れた速度と精度です。ステンレス鋼、アルミニウム、銅などのさまざまな導電性材料を処理できるため、汎用性も高くなります。さらに、プラズマ切断中は、熱影響部が歪む可能性はほぼゼロです。CNC システムを組み込むことで、プロセスを自動化できるようになり、生産性がさらに向上します。最も重要なのは、プラズマ切断はセットアップ時間が最も短く、コストが最小限で操作が簡単なため、最も経済的であることです。
情報取得は飛躍的に向上し、プラズマ切断によってその分析ははるかに効率的になりました。この方法は、導電性金属の輪郭と内部、およびプラズマを中心に展開します。他のシステムと比較して、プラズマ切断は効率性を確保しながら驚異的な速度で金属を細断できることが実証されています。産業界での CNC の使用とともに、プラズマ技術は特にコストと時間に関してゲームチェンジャーであることが実証されています。
プラズマカッターは、以下に概説するように、特に製造業や工業部門において数多くの利点をもたらします。
素早く正確に切断できるため、複雑で入り組んだ形状に適しています。材料の厚さに応じて、切断速度は毎分 20 ~ 500 インチの範囲で、非常に効率的です。
プラズマカッターのモデルはさまざまですが、ほとんどの標準モデルは、厚さ 2 インチのアルミニウム、真鍮、鋼、ステンレス鋼、銅を切断できます。
標準的なプラズマカッターは準備がほとんど必要ないため、運用コストと時間を大幅に削減できます。さらに、使用することで材料の無駄が最小限に抑えられ、コスト効率が向上します。
ほとんどすべてのプラズマカッターは、最小限のセットアップとトレーニングで済みます。 使い方は驚くほど簡単で、最高の結果が得られます。
最新のプラズマカッターはコンパクトで軽量なので、現場での作業のために簡単に持ち運ぶことができます。
プラズマカッターはこれらすべての利点を備えており、建設、自動車修理、製造、その他さまざまな業界の専門家にとって非常に貴重です。
プラズマ切断は、他の金属切断技術と比較して、その用途、精度、有効性において独特です。予熱などの前提条件なしに、ステンレス鋼、アルミニウム、銅などのさまざまな導電性金属を効率的に切断できます。これは、金属を燃やして切断するために燃焼を必要とする酸素燃料切断とは異なります。さらに、プラズマ切断は、薄い材料 (1/4 インチ以下) では酸素燃料切断よりもはるかに速く、場合によっては 5 倍速くなります。
シート切断レーザーの場合、プラズマ カッターの利点の 1 つは、厚さ 0.5 インチを超えるシートのメンテナンス コストが削減されることです。また、レーザー ルーターよりも効率的です。プラズマとは異なり、レーザー カッターはランタニド シートが薄く、極めて正確に切断されるため、複雑なパターンでもより正確に切断できます。
ウォータージェット切断は、非金属ビットを含むあらゆる材料に使用できるという点でもプラズマ切断とは異なります。ただし、金属の切断速度と効率は劣るため、最も経済的な選択肢となります。プラズマ カッターは軽量であるため、評判が良いです。1/2 インチ厚の鋼を毎分 20 インチで切断でき、最高の機械と設定で平均許容誤差 ±0.010 を達成できますが、他のタイプのプラズマ カッターはそれよりも劣り、±0.030 の範囲になります。
プラズマ切断はスピードとコスト効率を兼ね備えており、機動性と生産性が最も重要となる重工業の切断や現場作業に最適なツールです。

プラズマ切断は、驚くほどのスピードと汎用性を提供しますが、欠点もあります。主な欠点の 1 つは、非常に厚い材料を切断する能力が限られていることです。プラズマ カッターは通常、厚さ 1.5 ~ XNUMX インチまでの金属に最も効果的です。プロセスに関係する高エネルギーと高熱により、厚い材料のエッジが粗くなったり、スラグが残ったりする可能性があり、切断後のクリーンアップが必要になります。
もう 1 つの制限は、初期設備コストです。プラズマ カッターは他の産業用ツールに比べると比較的安価ですが、特に高品質の機械の場合、初期投資は依然として高額になる可能性があります。電気代や電極やノズルなどの消耗品を含む運用コストは、時間の経過とともに増加する可能性があります。
最後に、プラズマ切断では騒音、発光、煙が発生するため、作業者の安全を確保するには適切な保護具と換気が必要です。これらの要因は、副産物を処理するための設備が不十分な環境では問題となる可能性があります。
切断品質の制限の 1 つは、厚い材料の精度を維持することです。材料が厚くなると、プラズマ切断の切り口が大きくなり、細かい切断の精度が低下します。さらに、切断する材料の種類によって、エッジの品質が異なる場合があります。たとえば、柔らかい金属は、他の金属よりもドロスや粗さが多くなる傾向があります。もう 1 つの一般的な問題は、面取りです。切断エッジがピースの表面に対して直角ではなく、厚いピースや高速切断ではそれが顕著になります。これは、プラズマ切断が非常に効果的であるにもかかわらず、優れたディテールや滑らかなエッジ仕上げが必要なプロジェクトに必ずしも適しているわけではないことを意味します。
プラズマ切断中に過度の熱が発生すると、潜在的な問題が発生する可能性があります。熱を加えすぎると、切断の精度や正確さが損なわれるだけでなく、薄い材料が歪んだり、変形したりする可能性があります。さらに、長時間にわたって一定の高温になると、熱影響部 (HAZ) が形成され、切断エッジ付近の硬度や強度など、材料の特定の構造特性が変形する可能性があります。たとえば、アルミニウムなどの金属は熱伝導率が高すぎるため、熱が急速に拡散して変形するリスクが高まります。切断速度は 0.5 ~ 3 メートル / 分で追跡する必要があり、電流は使用する材料の厚さと伝導率に応じて通常 20 ~ 200 アンペアに設定する必要があります。また、材料の特性に合わせた効果的な冷却と調整は、温度関連の問題に対処するのに大いに役立ちます。
プラズマ切断、酸素燃料切断、ウォータージェット切断は金属切断の優れた技術ですが、精度、速度、費用、用途が異なります。プラズマは主に、厚さ 1 ~ 2 インチ未満のアルミニウム、銅、鋼、その他の導電性材料を切断します。酸素燃料よりも高速で、より薄い金属を切断し、きれいな樽を供給します。アンペアの助けを借りて、プラズマ切断は 20 ~ 200 アンペアで行われるため、さまざまな切断シナリオに柔軟に対応できます。切断できる最も厚い金属は 2 インチです。切断中、プラズマは 20 ~ 200 アンペアのさまざまなアンペア レベルで動作します。
酸素燃料は、通常 2 インチを超える厚い金属の切断に最適です。プラズマとは異なり、ステンレス鋼やアルミニウムなどの非鉄金属も切断できますが、必要な機器やセットアップが多く、携帯性が低くなります。酸素燃料では、アルミニウムやステンレス鋼などの非鉄金属を切断できません。厚い金属を切断する場合、切断速度も 10 ~ 30 インチ / 分 (IPM) と低くなり、完了するまでに時間がかかります。その他の制限により、温度制御と巻き付け変形は、薄い金属を切断する際に問題となります。
ウォータージェット切断は、金属、複合材、石材、さらにはガラスなど、あらゆる素材を熱を発生せずに切断できることで知られています。また、許容誤差が最大 ±0.005 インチと最も正確であるため、細かい作業に最適です。ただし、ウォータージェット切断は他の方法よりもはるかに遅く、素材とその厚さに応じて 1 ~ 20 インチ/分の速度で切断します。さらに、機器のコストとメンテナンスもはるかに高くなります。このため、小規模な企業ではウォータージェット切断をあまり利用できません。
最終的に、どの方法を使用するかは、材料の種類、厚さ、必要な精度、および全体的な予算によって決まります。プラズマ切断は中程度の厚さになる傾向があり、上記の基準を満たす最も簡単な方法です。

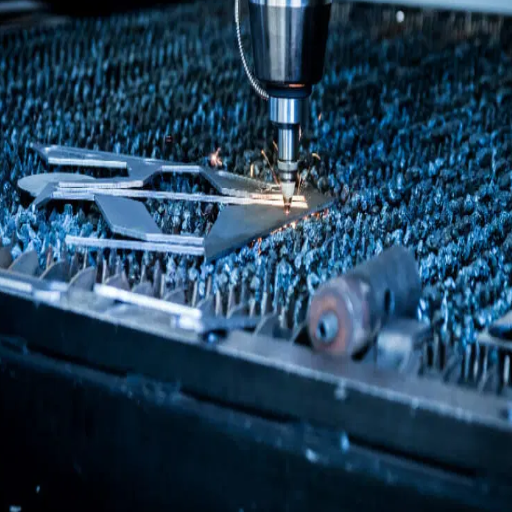
プラズマ カッターによる切断は、圧縮空気、窒素、または酸素のジェットが高速で噴射されるときに行われます。ガスはイオン化され、導電性のプラズマ アークを生成します。接触点の液体金属の温度は非常に高いため、それに応じて溶融します。ガスは高速で噴射されるため、溶融した材料が除去され、ピース間の明確な分離が実現します。この方法では、プラズマを誘導するための電源、電極、およびノズルが必要です。そのため、この方法は鋼、アルミニウム、銅、およびその他の導電性金属に非常に効果的です。
プラズマによる切断は、プラズマを生成し、制御するための主なツールであるプラズマ トーチを使用して行われます。私の知る限り、トーチには電気アークを発生させる電極があります。これが行われると、ガスがイオン化されてプラズマに変わります。その後、プラズマは狭いノズルを通して金属を正確に切断することに集中します。トーチは高温と高圧に耐えることができるため、プロセス全体で効率的です。
電気炎は、ガスをイオン化してプラズマに変換するために必要な熱を供給し、切断を可能にします。プラズマトーチ内の電極とワークピース、または他のトーチのパイロットアークの間に電気アークが生成されます。電気はガスを驚異的な 25,000°F (13,870°C) まで加熱するのに役立ちます。ガスはイオン化されてプラズマになり、すぐに電気を伝導します。プラズマは、熱いナイフでバターを切るのと同じように、金属を正確に切断します。トーチノズルはプラズマジェットを超音速で噴射して、金属の溶けた部分を引き離し、切断部分を解放します。
主要な技術パラメータ:
アーク電圧: アーク電圧は通常、使用される材料の設計と厚さによって異なり、50 ボルトから 200 ボルトの範囲になります。
アンペア数: 工業用プラズマ切断システムのアンペア数の範囲は 30A ~ 400A です。厚い材料をより速く切断するには、高い値を使用します。
切断速度: 材質と厚さに応じてさまざまな形式の ITA またはメートル法を使用しますが、一般的には、インチ/分 (IPM) またはミリメートル/秒が使用されます。
材料の厚さ: プラズマ切断システムは、最大 6 インチ (152 mm) の金属を切断できる頑丈なシステムを使用して、ゲージから数インチの厚さの材料を簡単に切断できます。
ガス圧: システムの設計に応じて、通常は 60 ~ 120 psi (平方インチあたりの重量) で動作します。
プラズマ カッターは、高品質の結果を確実にしながら、頑丈な鋼鉄やその他の金属材料を溶かします。並外れた速度と動きの組み合わせにより、電気アークは製品の品質を損なうことなく素晴らしい結果と高精度を達成できます。現代の貴重なツールの 1 つであるプラズマ切断機は、さまざまな目的に使用できるため、製造や加工に活用する必要があります。その速度と精度が残りの作業を行います。高度なプラズマ カッターを使用すると、導電性の鋼鉄、アルミニウム、銅を、ほとんど無駄を出さずに驚くほど正確に切断できます。このツールは、工業作業や細かい部分で大いに役立ちます。最も優れているのは、生成される非常にクリーンで鋭いエッジに二次処理が不要なため、時間、労力、リソースを節約できることです。ほとんどのプラズマ カッターは軽量で簡単なため、プロにもアマチュアにも優れたツールです。
プラズマ切断機の利点
精度と適応性: プラズマ切断ツールは、芸術的な図形や複雑な形状を、鋼、アルミニウム、銅などのさまざまな溶接材料に高精度で切断できます。アートワークだけでなく、複雑な産業用途にも最適です。
時間と労力の節約: これらのツールは、鋼鉄に限らず幅広い材料に使用できるため、標準プロセスよりも高い切削速度を設定できます。これにより、タスクをより迅速に完了できます。
クリーンアップ要件の低減: プラズマ切断では、最初の切断後に除去しなければならない廃棄物がほとんどないため、それ以上の処理は必要ありません。
外科医の武器: 多くのプラズマカッターは軽量なので、初心者から専門家まで持ち運びやすく、使いやすいです。
全体的な利点: 後処理材料の削減と処理時間の短縮により、プラズマ カッターによるあらゆる方向からの節約が保証されます。
プラズマ切断機の欠点
コスト: 高品質のプラズマカッターの価格はかなり高額になる可能性があり、かなりの費用がかかることから購入をためらうユーザーもいます。
運用コスト: これらのツールは大量の電力を必要とするため、運用コストと諸経費が大幅に増加します。
作業範囲: プラズマカッターは導電性金属のみを加工できるため、木材などの非金属材料は不要です。
温度の影響: 柔らかい材料を扱うときに発生する過度の反りや歪みにより、切断部分の周囲が損傷する可能性があります。
健康リスク: プラズマ切断によって発生する煙や騒音には十分な換気が必要であり、適切に対処しないと健康に害を及ぼす可能性があります。
プラズマ切断技術を使用する機械は、プラズマ切断作業の有効性と精度を高めます。私の意見では、さまざまな導電性金属をきれいに素早く切断する能力により、製造スケジュールが最適化され、材料の無駄が減ります。一方、この機器は高価で、多くのエネルギーを消費するため、価格によっては経済的とは言えません。さらに、プラズマカッターは速度と精度に優れ、かけがえのない存在ですが、過度の熱、騒音、有毒ガスの発生源でもあります。そのため、非常に危険であり、厳格な安全対策が必要です。
メリット
精度と速度: 切断速度が速く、精度が高いため、非常に細かく広範囲な作業に最適です。
汎用性: 機械に応じて、0.5 mm から 50 mm を超える厚さのあらゆる形状の鋼、アルミニウム、銅、真鍮を切断できます。
材料の歪みを最小限に抑える: プラズマ切断は熱を集中させるため、切断後の材料の反りや歪みを軽減できます。
使いやすさ: プラズマ カッターは使いやすく、CNC システムと互換性があるため、自動化が可能になり、操作の繰り返し性が向上します。
デメリット
高いエネルギー消費: プラズマ切断は、高負荷作業の場合、他の機械よりも多くの電力を必要とするため、運用コストが高くなります。
機器コスト: 強力な機能でよく知られる高性能プラズマカッターのモデルは高価であり、より大きな初期投資が必要です。
安全上のリスク: プラズマ カッターは強力なエネルギーを発生するため、不要な騒音、煙、紫外線、熱が発生する可能性があります。このため、個人用保護具と安全対策が必要です。
限られた材料の種類: プラズマ切断が主流の導電性金属とは異なり、プラズマカッターはプラスチックや木材などの非導電性材料を切断できません。
考慮すべき技術的パラメータ
切断厚さ: 軽作業の場合の切断厚さは 0.5 mm ですが、工業用プラズマ カッターの最大切断厚さは 50 mm 以上です。
切断速度: 材質と厚さに応じて、速度は 20 インチ/分 (IPM) から 200 IPM を超える範囲になります。
動作電圧: 通常は 110V ~ 600V の範囲で、機械の容量によって決まります。
空気圧: 最適なパフォーマンスときれいな切断には、60~120 PSI の圧縮空気が不可欠です。
これらすべての要素はプラズマ切断の利点を示しています。ただし、特定の製造要件に対する適切性を判断する際に考慮すべき重要な点も示しています。
手動プラズマカッター: これらのユニットは手持ち式での使用を想定して設計されており、持ち運びが簡単で、小規模な作業やプロジェクトに最適です。修理、自動車ガレージでの作業、その他のそれほど複雑ではないメンテナンス作業によく使用されます。
CNC プラズマ切断機: このタイプのカッターは、コンピューター制御機能を備えているため、特定のパターンやデザインを必要とする業界で使用されています。高いパワーと必要な精度レベルを備えているため、製造業者、建築業者、産業金属加工業者の間で人気があります。
高解像度 (HD) プラズマ カッター: これらのマシンは、正確な切断精度、高品質の刃先、細かい作業に適した鋭さを備えているため、航空宇宙産業や自動車産業で高い需要があります。これらの業界では、困難な作業を可能な限り正確に完了することが求められるため、これらのマシンは最適です。
ポータブル プラズマ システム: これらのシステムは小型で軽量であり、どこにでも持ち運べるため、それほど複雑ではない現場作業に最適です。汎用性と使いやすさから、小規模でポータブルな作業にも最適です。
業界では、さまざまな切断ニーズに合わせてカスタマイズされた各タイプのプラズマ カッターを使用することで、効率を最大化できます。
CNC プラズマ切断機は、効率的で、正確で、自動化されているため、際立っています。従来のプラズマ カッターとは異なり、CNC 統合型では、驚くほど制御された繰り返し可能な切断が可能です。そのため、製造業や金属加工などの産業分野での高度な詳細や形状に特に役立ちます。さらに、CNC プラズマ マシンはより高速で、材料の無駄が減るため、大規模なプロジェクトでも経済的です。自動化により、手作業が減り、出力の品質の信頼性が向上します。
すべての切断技術の中でも、プラズマ アーチ切断は、イオン化されたガスを利用して正確な温度に達し、材料を切断します。ドリルや鋸などの他の機械的方法とは異なり、プラズマ アークでは空気、窒素、アルゴンなどのガスを使用します。次に、電気がガスを通過して熱プラズマが生成され、さまざまな電気材料を切断できるようになります。
主要な技術パラメータ:
温度: 酸素燃料方式とは異なり、プラズマアークは金属切断の標準である約 30,000°F (16,649°C) の温度を維持できます。
切断速度: 厚さに応じて、ほとんどの箔およびフィルム材料の切断速度は毎分 200 インチに達します。
材質の多様性: 銅、アルミニウム、ステンレス、普通鋼を鋭く切断できるほど強力です。
精度: ±0.01 インチから ±0.03 インチまでの正確な許容範囲があるため、必要な詳細レベルに関して柔軟に対応できます。
厚さの対応能力: プラズマ カッターにはさまざまなモデルがあり、材料の最大厚さに影響します。ほとんどのモデルは 50 mm から 2 インチの範囲です。
レーザーや酸素燃料カッターなどの他の技術とは異なり、プラズマアークは産業分野で広く評価されています。プラズマアークは、効率、精度、速度を維持しながら、より厚い金属を切断できます。他のカッターと比較すると、プラズマは非導電性材料や薄い材料に対してレーザーカッターほどの精度はありませんが、それでもほとんどの点で非常に効果的です。
CNC プラズマ切断は、次のような特定の利点があるため、産業レベルおよび製造レベルで非常に好まれています。
精度と一貫性に加えて、速度も向上: CNC プラズマ カッターは、コンピューター制御により、カットの精度と再現性が向上します。これにより精度が高まり、エラーと材料の無駄が減ります。精度は ±0.01 インチから ±0.03 インチの範囲内であるため、複雑なデザインや大量生産に適しています。
より速い切断速度: CNC プラズマは、従来の酸素燃料切断よりも大幅に効果的です。材料の厚さとカッターの仕様に応じて、毎分最大 200 ~ 500 インチの速度を実現できます。
多様な材料アプリケーション: これらのシステムは、鋼、ステンレス鋼、アルミニウム、真鍮、銅などの欠陥のない導電性材料を切断するのに最適です。
厚い材料を切断する機能: CNC カッター モデルに応じて、CNC プラズマ システムは最大 2 インチ (50 mm) の厚さの材料を切断できます。これらのシステムは、滑らかで正確な結果をもたらす高い生産性基準を備えています。
総コストの削減: レーザー切断の代替手段はエネルギー効率が低いため、CNC プラズマ切断が優れているもう 1 つの理由です。このアプローチでは、後続の処理も不要になるため、生産コストも削減されます。
インダストリー 4.0 向けプラズマ切断機の基本的なタスクとしてのレベル設定に関する知識: 最新の CNC プラズマ システムは、ユーザー フレンドリなインターフェイスと付属のソフトウェアにより、これらの分野の初心者から上級の専門家まで、誰でも簡単に操作できます。
CNC プラズマ切断ツールは、その性能、柔軟性、経済的な価格設定により、その有効性と効率性から自動車産業、製造業、建設業、さらにはアートデザインにとっても不可欠なものとなっています。
A: プラズマ切断には、精密な切断、高速処理、さまざまな金属の切断など、いくつかの利点があります。ただし、エネルギー消費量が多いことや高電圧電源が必要であることなどの欠点もあります。
A: プラズマ切断プロセスでは、プラズマトーチヘッドを使用して、導電性材料を切断できるプラズマアーク切断方法を作成します。一方、火炎切断では、酸素燃料切断に必要なガスを使用し、通常、厚い材料の切断に使用されます。
A: プラズマ切断は、鋼、ステンレス鋼、アルミニウム、真鍮、銅など、さまざまな金属を切断できるプロセスです。酸素燃料などの代替切断方法では切断が難しい材料を切断するのに特に効果的です。
A: プラズマ切断は、切断による廃棄物を減らし、高速かつ正確な切断を可能にし、大量切断環境で使用できます。さまざまな厚さや種類の金属を処理できる効果的な熱切断方法です。
A: プラズマ切断の欠点の 1 つは、高電圧電源が必要なことです。これにより、運用コストが高くなる場合があります。また、切断により煙や騒音が発生する可能性があるため、適切な換気と安全対策が必要です。
A: 切断テーブルはプラズマ切断の結果にとって非常に重要です。切断プロセス中に安定性と精度を提供します。適切に設計された切断テーブルは、切断精度を向上させ、材料の歪みを軽減します。
A: 最適な切断結果を確保するには、プラズマ トーチ ヘッドを定期的にメンテナンスする必要があります。これには、ノズルのクリーニング、摩耗のチェック、消耗部品の交換が含まれます。
A: はい、プラズマ切断は自動車産業や航空宇宙産業で広く使用されています。精密な切断が可能で、さまざまな金属の種類や厚さに対応できるため、複雑な加工に最適です。
A: プラズマ切断は、そのスピードと効率性により、大量切断環境に適しています。迅速な処理時間と一貫した品質を実現し、これは大規模生産環境では重要な要素です。

