
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
K 係数を正確に理解することは、板金曲げ加工を効果的かつ正確に行うために不可欠です。この特定の値は、曲げ許容量や曲げ補正に与える影響など、曲げ加工中の金属の挙動を決定するために必要です。加工業者にとって、K 係数の習得は単なるツール以上の意味を持ちます。それは、作業効率の向上、材料損失の削減、品質の向上につながります。このワークブックでは、K 係数とは何か、加工プロセス全体でどのように活用されるか、そして技術を向上させるためのヒントについて説明します。このガイドは、初心者からプロまで、金属加工業界のあらゆるレベルの個人が、曲げ加工の技術を向上させ、作業プロセスの最適化に役立つ知識を身に付けるのに役立ちます。
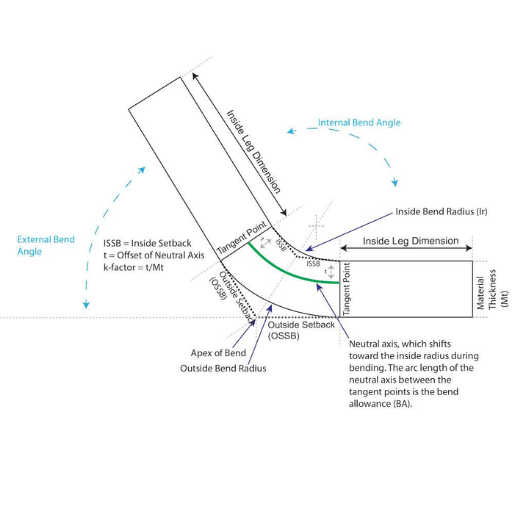
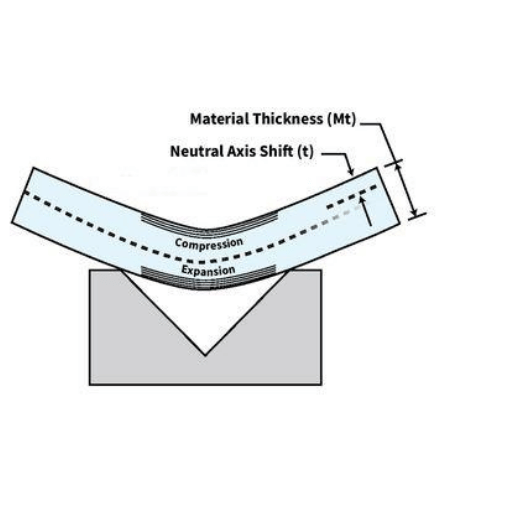
K係数では 板金曲げは定数で、材料の中立軸のシフトがシートの厚さと比較されます。曲げ加工時の中立軸は、伸びも圧縮もなく曲げられる金属の領域です。製造において具体的かつ正確な結果を得るためには、曲げ許容量の正確な計算が必要な場合、K 係数が最も重要であると考えられます。その値は通常 0 から 0.5 の間であり、種類、厚さ、曲げ半径などの材料特性によって左右されます。K 係数を把握することは、曲げ寸法の一定性と精度を維持するために重要です。
K 係数は、曲げられる材料の厚さに対する中立軸の位置を示します。また、曲げが発生したときに材料がどれだけ伸びたり圧縮されたりするかを示します。この係数を正確に理解すると、曲げ許容量の計算に役立ち、金属の製造精度と再現性が向上します。K 係数の値は、材料の特性、厚さ、曲げ半径に応じて変化するため、この係数をできるだけ正確に測定して実装することが非常に重要です。
K 係数は、曲げ加工における中立軸の位置に関するものです。中立軸とは、曲げ加工時に引張または圧縮の歪みが生じない板金の軸として定義されます。K 係数は、中立軸から内側の曲げ面までの距離と材料の厚さの比率です。K 係数を知ることで、エンジニアは中立軸の位置を推定し、曲げ許容値を正確に調整して、完成部品の寸法を高精度に制御できます。
曲げ許容値を決定する際に K 係数を考慮することは、曲げを作成するために必要な板金の合計量の見積りに直接影響するため重要です。曲げ許容値は、曲げ内の中立軸の円弧の長さであり、K 係数、材料の厚さ、曲げ角度、および半径によって影響を受けます。
たとえば、厚さ 1.5 mm、曲げ角度 90°、内半径 2 mm の従来の鋼板の場合、次の式によって適切な曲げ許容値を決定するには、K 係数が重要です。
「曲げ許容値(BA)=(π/180)(曲げ角度)(半径 + K係数 * 厚さ)」
この式の精度は、材料の機械的特性と曲げ方法を考慮した K 係数の正しい値に依存します。たとえば、アルミニウムなどの延性材料は、高強度鋼に比べて K 値がほぼ常に高くなります。ほとんどの材料では、K 係数の平均範囲は約 0.5 ~ 0.3 ですが、極端な状況では、その範囲外になる場合があります。
CNC 曲げ技術の最新の開発では、実際のテストとシミュレーションに基づいて K 係数を変更する必要性が強調されています。たとえば、ステンレス鋼に関する実験結果では、標準条件下での最適な K 係数は 0.4 であり、推定寸法の偏差が ±0.1 mm を超えないことが保証されています。この変更により、曲げ許容量の計算精度が向上し、板金加工で再現可能な結果が得られます。
K 係数を理解し、正しく操作することで、製造業者は材料の損失を減らし、生産性を高め、最終製品の所定の許容範囲を満たすことができます。

金属板曲げ加工における k 係数の値は、いくつかの特性によって影響を受ける可能性があります。
これらの要素を制御することで、より良い曲げ結果が保証され、板金製造プロセスが大幅に効率化されます。
K 係数計算機は、板金の曲げ計算を大幅に簡素化します。材料の種類、厚さ、曲げ半径、曲げ角度などの特定のパラメータを入力すると、所定の条件で K 係数のおおよその値を返すようにプログラムされています。優れた計算機は、曲げの精度、一貫性、および無駄の大幅な削減を保証します。これは、製造の生産性を向上させるのに非常に役立ちます。

K 係数は、正確な曲げ減算を決定するために重要であり、特定の板金部品の正確なフラット パターン計算に不可欠です。曲げ減算とは、合計フランジ長さ (部品の内側の寸法) をフラット パターン長さから減算することです。曲げ中の材料の挙動がわかっているため、K 係数は設計意図に一致するのに必要な変形量を決定するのに役立ちます。
たとえば、曲げ半径が材料の厚さに等しいアルミニウムの場合、K 係数は通常、合金と焼き入れ度に応じて 0.33 ~ 0.5 の範囲になります。ただし、鋼の場合は、強度と変形抵抗が増すため、K 係数の値は 0.4 ~ 0.5 の範囲になることがあります。K 係数の値を変更すると、曲げ許容値と曲げ減算の正確な数学計算が保証され、現場での試行錯誤が最小限に抑えられます。
K 係数の正確な調整は、CAD コンピュータ ソフトウェア パッケージでのフラット パターンの生成に影響します。SolidWorks や AutoCAD などの多くの最新の設計アプリケーションでは、フラット パターン生成のパラメータの 1 つとして K 係数を使用しています。この統合により、材料の使用が最適化され、コンポーネントの適切なシームレスな組み立てが保証されます。より複雑な形状や高精度のアプリケーションの場合、不適切な K 係数値を使用すると、パーツの位置ずれ、意図しない材料応力、および修正にコストと時間がかかるその他の問題が発生する可能性があります。適切に調査および検証された K 係数値を使用すると、このプロセスが迅速化され、製造の精度が向上します。
板金の設計時に正確性を確保するには、曲げ許容量と材料特性を正確に計算することが重要です。K 係数やその他の重要な値を定数として使用して、均一性を高め、ミスを最小限に抑えます。製造前にコンポーネントを正しくモデリングしてチェックするには、CAD ソフトウェアを使用します。設計を頻繁に見直し、シミュレーションとプロトタイプをチェックして、材料の位置ずれや変形を防ぐ必要があります。製造におけるベスト プラクティスについては、常に標準と規制を確認してください。
材料効率は、生産コストや環境問題に影響するため、現代の生産において最も重要な側面の 1 つです。研究によると、高度な CAD プログラムと生産方法により、材料消費を 30% も削減できるそうです。たとえば、自動ネスティング ツールは、端材を回避するための最適な配置を計算して、原材料シートを部品に切断する作業を最適化します。さらに、積層造形やその他のジェネレーティブ デザインにより、エンジニアは軽量な構造物を構築できるだけでなく、材料の使用を最小限に抑えることができるため、廃棄物をさらに削減できます。
たとえば、ジェネレーティブ デザインと人工知能による材料最適化を組み合わせた手法を実践している企業の中には、材料費を最大 20 パーセント節約できたと報告しているところもあります。また、クローズド ループ製造およびリサイクル プログラムにより、材料が無駄にならないことが保証され、循環型経済の理念に沿うものとなっています。こうした方法を採用している企業は、コストを節約しながら環境への影響を最小限に抑えることができ、これは持続可能な開発に不可欠です。
K 係数は、板金設計において非常に重要な値です。これは、板金の厚さに関する曲げ板の中立軸の位置を示します。曲げ許容量の正確な計算と製造精度にとって重要です。材料の種類、厚さ、曲げ工程によって影響を受ける一般的な材料の一般的な K 係数値を以下に示します。
曲げの種類 (エア曲げ、ボトム曲げ、コイニング)、ツール、曲げ半径などの特定の要因がこれらの値に影響を与える可能性があることを言及することが重要です。厳密なタスクの場合、企業は通常、実験的試験や高度なシミュレーション ソフトウェアに頼って、動作条件に最も正確な K 係数を確立します。
K 係数は曲げ時の材料の挙動に応じて変化するため、材料の特性の結果として K 係数に影響されます。明らかな例をいくつか挙げます。
これを理解することで、メーカーは最適な曲げ計算のために K 係数とその望ましい値をかなり高い精度で推定できるようになります。

SolidWorks で K 係数をシート メタル ツールに組み込むには、次の手順を実行します。
シートメタル設定にアクセスします。
SolidWorks でパーツ ファイルを開きます。シート メタル機能がアクティブになっていることを確認します。
コマンド マネージャーで、[シート メタル] タブに移動するか、[挿入] 機能を使用します。
K 係数を設定します。
パーツの作成中、または既存のシート メタル フィーチャの編集中に、[シート メタル パラメータ] ダイアログ ボックスを開きます。
曲げ許容値または K 係数を持つ部分を特定します。
材料の特性と設計ニーズに対応する必要な K 係数を挿入します。
曲げに適用:
K 係数は、モデル内のさまざまな曲げで一貫している必要があります。SolidWorks はこの値を使用して、フラット パターンの寸法を調整します。
フラットパターンを生成する:
K 係数が変更されたフラット パターンのプレビューを表示するには、フラット化ツールを使用します。
SolidWorks で正しい K 係数情報が提供されている場合、シート メタル フィーチャには曲げの許容値に事前設定された値が自動的に割り当てられ、部品のフラット パターンが製造要件に正確に適合します。ベスト プラクティスとして、ギャップを最小限に抑えるために、材料情報と曲げルールに照らしてデータを検証します。
CAD システムに K 係数を組み込む場合、値を割り当てる前に、材料の仕様とそれに対応する厚さを確認するようにしています。フラット パターンのサイズの差異を減らすために、常に K 係数を実験データに対して確認しています。さらに、生成されたフラット パターンを製造許容値に対して検証し、製造プロセスで使用できるようにします。この検証により、CAD 設計および製造ワークフロー全体の精度と効率が向上します。
Y 係数は、曲げ加工中に材料に生じる物理的効果を調整するもので、特に板金曲げ加工のコンテキストで使用されます。これは、ワークピース内の材料の中立軸の位置にのみ依存する K 係数とは明確に異なります。これは実験テストで優勢であり、自動化されたフラット パターン設計用の CAD パッケージで広く使用されています。この調整により、特定の条件下で材料がどのように伸びたり縮んだりするかをモデル化することで、製造の精度が向上します。
板金曲げの K 係数と Y 係数の選択は、多くの場合、必要な精度と設計および製造プロセス内の段階の問題です。材料の厚さの比率として中立軸の位置を示す K 係数は、応力下での材料の挙動が均一で一定である一般的な計算に推奨されます。したがって、設計の初期段階での標準化や、明確に定義された特性を持つ材料を使用する場合に適しています。
ただし、より高い精度が要求される場合、特に曲げ形状がより複雑な場合や従来とは異なる材料の場合、Y 係数の適用が推奨されます。Y は材料の弾性挙動と圧縮挙動の両方を考慮しているため、本質的に柔軟性があります。たとえば、ステンレス鋼やアルミニウム合金などの引張強度の高い材料を曲げる場合は、材料の特定の伸びを考慮した曲げ許容差 Y を含める方が効果的です。航空宇宙や自動車部品の製造など、寸法の許容度が非常に厳しく、サイズや形状が正確でないと機能障害や組み立ての困難につながる高精度の製造プロセスの多くで、目標値からの変動を最小限に抑えるには Y が必要であることが証明されています。
どちらの係数を使用するかを決定するときは、必要な精度を考慮してください。k 係数は基本的な設計に適していますが、Y 係数は複雑な材料特性を伴う非常に詳細なモデリングと製造に適しています。これら 2 つの係数は相互に依存しており、CAD プログラムに統合して、製品ライフサイクルのさまざまな時点での見積り精度を向上させることができます。
K 係数は、曲げ加工用にプレスブレーキを調整する際の重要なパラメータです。メーカーが曲げ加工時に中立軸と材料の伸びがどのように変化するかを把握していれば、誤差を正確に減らして正確な結果を得ることができます。研究によると、正確な K 係数を使用すると、HSLA (高強度低合金) 鋼やアルミニウムの曲げ加工などの厳しいケースで曲げ精度が 5% から 20% 向上することが分かっています。
プレスブレーキを設定するには、材料の厚さ、引張強度、材料の種類を入力する必要があります。材料が薄い場合、曲げ許容範囲は通常大きくなります。つまり、K 係数を 0.3 ~ 0.5 の値に調整する必要があります。一方、材料が厚い場合や内部の引張特性が大きい場合は、K 係数を 0.2 に近づける必要があります。多くの最新の CNC プレスブレーキでは、これらの値がプログラミングに組み込まれているため、マシンはより使いやすくなり、現場での推測作業が減ります。
さらに、曲げ半径とツールのセットアップ時間を標準化することで、K 係数の適用の複雑さが軽減されます。間違ったツールを使用すると曲げ角度が片持ちになり、幾何公差を維持できなくなる可能性があるため、シート メタルの厚さに合わせて設定された V ダイ ツールは最適な結果をもたらします。さらに、最新のシミュレーション ソフトウェアは、部品が製造される前でも予想結果からの偏差を判定するのに役立ち、材料とダウンタイムを節約します。
大量生産や許容誤差が非常に厳しいプロジェクトでは、経験的な K 係数情報と高度なプレス ブレーキ技術を組み合わせることで品質が保証されます。このような方法の導入により、精度が保証されるだけでなく、生産効率も向上し、メーカーは業界の要件に容易に準拠できるようになります。
不正確な曲げは、K 係数の適用やツールの設定の違いから発生する可能性があります。これらの問題を診断する場合、曲げ動作の原因を評価することが重要です。材料の厚さと強度の変化は K 係数に影響を及ぼし、予期せぬ結果を引き起こす可能性があります。切断プロセスの前に材料テストを行うことで、メーカーは K 係数が材料の特性に近いことを証明できます。
見積もりのプロセスが大きく異なるもう 6 つの問題は、ツールの設定が間違っていることです。パンチ チップの設定が間違っていると、半径または V ダイの幅が材料の厚さに適さなくなり、曲げが粗くなったり、粗くなったりします。研究によると、必要な曲げを正しく形成するには、V ダイの開口部は通常、材料の厚さの 12 ~ 14 倍の範囲にする必要があります。たとえば、16 mm のシートを曲げるには、2 ~ XNUMX mm の V ダイ開口部を使用できます。
曲げ精度は、機械の温度変化、機械の摩耗、その他の要因によって損なわれる可能性があります。たとえば、プレス ブレーキなどの機器は、動作条件に対して特定の感度を持ち、通常、機器は前任者の力の出力に合わせて定期的に調整されます。力の適用感度には、これらの要因がどこから来ているかを特定し、アクティブにするための負荷センサーと自動角度補正システムが装備されている場合があります。
最新技術による新しいシミュレーション ツールは、問題解決にさらなるメリットをもたらします。正確な K 係数値、材料特性、ツール構成を提供することで、シミュレーションは設計段階で起こり得る曲げミスを予測できます。調査によると、大量生産でシミュレーション ソフトウェアを使用すると、廃棄率が最大 30 パーセント削減されます。
さらに、スプリングバックの挙動も注意深く観察する必要があります。アルミニウムなどの弾性の高い材料は、スプリングバック量が大きいため、慎重に曲げる必要があります。デジタル分度器またはレーザーベースの測定機器を使用すると、曲げ後に角度を微調整して、曲げ後の寸法公差に準拠することができます。
経験的テスト、機器の校正、技術の進歩を組み合わせることで、K 係数の不確実性を解決し、設定された基準と品質での高いレベルの生産一貫性を確保できます。
A: 金属板を曲げる際の中立軸の位置と材料の厚さの比率です。曲げの許容範囲の計算や、溶融部品の寸法の見積もりに関係します。k 係数の概念は、金属板の製造精度に取り組み、最終製品が基準を満たしていることを確認する際に重要です。
A: これには、材料の種類、厚さ、内側の曲げの半径をすべて考慮する必要があります。方程式は k = t / T です。ここで、t は中立軸から曲げの内側の端までの距離、T は材料の厚さです。これは、曲げプロセス中の材料の伸びまたは収縮の程度を評価するのに役立ちます。
A: 材料の種類、厚さ、曲げ半径、曲げ角度、曲げ方法などのさまざまな要因が k 係数に影響します。また、硬度や延性などの材料のステム特性も k 係数に影響します。他の材料は曲げプロセス中に異なる動作をするため、k 係数値に大きな影響を与えます。
A: 曲げ半径は、折り曲げる必要がある材料に適用される圧縮と伸張にかなりの影響を与え、k 係数にも同様に影響を与えます。k 係数が増加すると、中立軸が移動し、材料の曲げ半径もわずかに増加します。正確な曲げ計算と中立線の長さの決定には、正確な曲げ半径測定が不可欠です。
A: k 係数は、材料の厚さ、内側曲げ半径、曲げ角度とともに使用されます。式は、曲げ許容値 = (π * (R + kT) * A) / 180 です。ここで、R は内側曲げ半径、k は k 係数、T は材料の厚さ、A は曲げ角度 (度) です。これは、曲げに必要な板金を計算するのに役立ち、部品の正確なフランジ長さと合計寸法を保証します。
A: アルミニウムなどの柔らかく曲げやすい材料は、ステンレス鋼などの硬い材料よりも k 係数が低くなります。さらに、特定の材料の k 係数は、その延性、加工硬化特性、および結晶構造に依存します。精密な板金加工の曲げ許容量を見積もる際には、これらすべての要素を考慮する必要があります。
A: K 係数の推定と曲げ計算を支援するツールとソフトウェアには、いくつかのオプションがあります。CATIA などの一部の CAD アプリケーションには、必要な曲げ許容値を計算する自動板金モジュールがあります。また、金属板の製造に特化したモバイル アプリや Web サイトもあります。SendCutSend などの製造サービスでは、クライアントが板金から正しい曲げ寸法を見つけられるように支援し、独自の計算ツールを使用してそれを行います。
A: 板金曲げにおける中立軸の位置は、k 係数に正比例します。中立軸とは、体積変形が行われた際に圧縮力と引張力がゼロになる、物体内の仮想的な線です。k 係数は、曲げの内側から中立軸までの距離と材料の厚さの比率です。この情報を知ることは、中立線の長さと曲げ部品の対応するサイズを測定する上で重要です。
1. 曲げ加工時の鋼板のスプリングバック効果の解析と評価
2. タイトル: 板金のエアV曲げにおけるパンチ半径と角度の曲げ角度への影響。
3. ファジーロジックベースの田口メソッドを使用した 304 オーステナイト系ステンレス鋼板の TIG 溶接プロセスパラメータの最適化。

