
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
ポリプロピレン (PP) は、安価で耐久性に優れた特性など、そのユニークな特徴から、現在では多くの業界で一般的に使用されています。ただし、構造的完全性を維持しながら CNC 加工で精度を達成するには、特別な戦略が必要です。このガイドは、メーカー、機械工、エンジニアに、ポリプロピレンを効果的にフライス加工するためのベスト プラクティス、ツール、テクニックを包括的に理解してもらうことを目的としています。その独特の特性を理解することから、切削速度やツール選択の複雑さをマスターすることまで、このブログは頼りになるリソースになります。生産プロセスを合理化したい場合でも、PP プラスチックの取り扱いに関する専門知識を完璧にしたい場合でも、このマニュアルがその目的の達成に役立つことは間違いありません。
ポリプロピレン (PP) は軽量で耐久性のある熱可塑性ポリマーで、その優れた耐薬品性、軽量、低コストにより、さまざまな業界で幅広く使用されています。CNC 加工の選択肢の中で、ポリプロピレンは加工が容易で、特殊なカッターで切断する際に工具があまり摩耗しないという利点があります。この製品は、自動車部品、医療機器、消費財など、高い耐衝撃性、耐湿性、電気絶縁性が求められるあらゆる用途に適しています。上記の汎用性と原材料としての使いやすさの組み合わせにより、正確で効率的な製造システムに頻繁に採用されています。
軽量で耐久性に優れたポリプロピレンは、さまざまな用途に使用できるポリマーです。そのなかでも、耐薬品性、耐湿性、耐疲労性に優れているため、さまざまな環境で長期間使用しても耐久性があります。また、衝撃強度と耐熱性に優れており、約 100°C までの温度に耐えられるため、ポリプロピレン機械加工部品を使用するさまざまな用途に適しています。これらの特性により、プラスチック材料は自動車産業、ヘルスケア、消費財などの分野に最適です。安価で加工も簡単なため、あらゆる場所での使用が増えています。
化学薬品に対する高い耐性
ポリプロピレンは、酸、塩基、有機溶剤など、さまざまな化学物質に対して非常に耐性があります。この特性により、腐食性物質と接触する可能性のある環境でも長期間使用できます。
熱抵抗
これにより、ポリプロピレンは 100oC までの中程度の熱の CNC アプリケーションで使用できます。また、熱伝導率が低いため、絶縁特性を必要とするコンポーネントに最適です。
軽量で高い強度対重量比
ポリプロピレンは密度が約 0.9 g/cm³ と非常に軽く、エンジニアリング用途、特にポリプロピレン CNC 加工に使用される最も軽い材料の XNUMX つです。重量に比べて強度が高く、仕上げパスのような強度がありながら軽量な部品の製造を可能にします。
ハイコストパフォーマンスモデル
ポリプロピレンは、他の熱可塑性プラスチックに比べて比較的安価です。このコスト上の利点と低い処理コストにより、大規模な CNC 製造プロジェクトでも経済的に実行可能です。
加工しやすい素材
靭性や機械加工性などの材料固有の特性により、CNC 処理が簡素化され、工具の摩耗を最小限に抑えながら正確な部品の製造が可能になります。
耐湿性と耐疲労性
ポリプロピレンは水を吸収しないため、湿気や水に濡れた環境でも優れた性能を発揮します。耐疲労性に優れているため、繰り返しのストレスや負担がかかる用途でも長持ちします。
環境適合性
リサイクル性により材料の無駄が減り、CNC 製造の持続可能性が高まります。業界によっては、環境に優しい生産のためにこの特性が求められる場合もあります。
ポリプロピレンは CNC 加工に独自の利点がありますが、さまざまな用途に適した材料を見つけるには、その特性を他の一般的に使用されるプラスチックと比較することが重要です。
ポリプロピレンとABS
耐湿性に関しては、ポリプロピレンはアクリロニトリルブタジエンスチレン (ABS) よりも優れているため、湿気の多い環境での使用に適しています。一方、ABS は衝撃強度と剛性の点でポリプロピレンよりも優れているため、高い耐久性が求められる構造部品に最適です。さらに、塗装や接着などの加工後の処理の前に接着性を高めるための表面処理が必要なポリプロピレンとは異なり、ABS は優れた接着特性を備えています。
ポリプロピレンとナイロン PA
ナイロンはポリプロピレンに比べて強度と耐熱性に優れていることで広く知られており、高い機械的負荷や高温下ではこの種のポリオレフィンを上回ります。一方、ナイロンはより多くの水分を吸収し、湿気にさらされると寸法が不安定になることがあります。ポリプロピレンはナイロンよりも機械的強度が低いですが、水にさらされる環境での代替品としてコスト効率と信頼性が高く、非吸湿性のソリューションとなっています。
ポリプロピレンとポリカーボネート(PC)
ポリカーボネートは、ポリプロピレンよりもはるかに優れた透明性と耐衝撃性で知られています。ポリプロピレンとは異なり、より高い動作温度にも耐えることができます。しかし、ポリカーボネートはより安価で、耐薬品性が高いため、コスト重視のプロジェクトや強力な化学物質にさらされる場合に適しています。
ポリプロピレンとデルリン(POM)
デルリンは、優れた寸法安定性と低摩擦性を備えた高剛性プラスチックで、精密工学用途によく選ばれるポリオキシエチレン (POM) です。ポリプロピレンと比較すると、デルリンは高価で耐薬品性も劣ります。酸性または塩基性物質に対する耐性が求められる用途では、不活性特性を持つポリプロピレンが好まれます。
コスト効率、耐薬品性、機械加工性のバランスが、CNC 加工におけるポリプロピレンの使用を促進しています。他のプラスチックにも特定の機械的強度や熱的強度があるかもしれませんが、ポリプロピレンはさまざまな用途で主要な候補であり、特に安価さと環境問題が重要な役割を果たす業界では有力です。
ポリプロピレンのフライス加工には、高速度鋼 (HSS) または超硬材製のシングルフルートまたはツーフルートのエンドミルを使用する必要があります。このようなツールは、ポリプロピレンの融点が低いため、ポーター ケーブル ルーターを使用する場合に特に重要な、きれいなカットと熱の蓄積の軽減に役立ちます。材料の過度な変形を防ぐため、刃先が鋭利であることを確認してください。過熱を防ぎ、精度を維持するため、スピンドル速度を低くし、送り速度を中程度にしてください。材料をしっかりと固定し、しっかりしたツール ホルダーを使用することで、ツールの振動を減らし、正確な結果を得ることができます。
ポリプロピレンの加工では、材料の損傷を防ぎ、精度を保証するために、スピンドル速度と送り速度のバランスをとることが重要です。通常、ツールの直径と機械の剛性に基づいて、1,000 ~ 5,000 RPM の範囲でスピンドル速度を選択する必要があります。ツールの直径が小さい場合は高速を使用し、ツールが大きい場合は過熱を防ぐために低速を使用する必要があります。
送り速度については、ほとんどの場合、100~300 インチ/分 (IPM) が推奨されますが、材料の厚さとツールの形状に応じて調整する必要があります。0.010 パスあたり約 0.020~XNUMX インチの浅い切削深さを目標にすると、仕上がりがきれいになり、ポリプロピレンなどの高融点熱可塑性プラスチックの加工中に溶融を引き起こす可能性のある切削力が最小限に抑えられます。さらに、空気またはミスト冷却を多用すると、加工操作中の熱伝達の影響による反りやエッジの溶融を防止できます。これらのパラメータを組み合わせると、ポリプロピレンのブロック ストックまたはシート材料から部品を加工する際の表面精度と寸法精度が確保されます。
たとえば、私は材料が損傷しないように、熱の蓄積をできるだけ減らすようにしています。私は、プロセスに不要な水分を持ち込まずに熱を除去できる空気またはミスト冷却システムを頻繁に使用します。また、摩擦を最小限に抑え、ツールのスムーズな動作を保証する必要がある場合は、軽量で非反応性のオイルを使用します。これにより、冷却効率を制御し、潤滑剤を常に塗布することで、正確で高品質の結果が得られ、溶解や反りなどの問題が軽減されます。
CNC でポリプロピレンを加工する際に精度を達成するには、さまざまな技術を最適化し、パラメータを適切に調整する必要があります。特にプラスチックの切断では重要です。重要なことの 1 つは、切断に適したツールを選択することです。たとえば、タングステン カーバイドやダイヤモンド コーティング ツールは、ポリプロピレン製の柔らかく延性のある部品に使用しても長持ちし、鋭さが維持されるため、よく使用されます。これらのツールの利点は、切断中に変形する可能性を減らし、厳密な許容範囲を維持するのに役立つことです。
これ以外にも、スピンドル速度と送り速度も重要な役割を果たします。ほとんどの場合、スピンドル速度を 10,000 ~ 20,000 RPM の範囲にすると、きれいで正確な切断が得られますが、ポリプロピレン素材の場合、最適な送り速度は 5 ~ 10 インチ / 分です。このようなバランスにより、一貫したチップ除去が可能になり、素材の歪みが軽減され、表面欠陥を回避できます。
さらに、ポリプロピレンの加工を検討する場合、ワークの保持も重要な要素です。ポリプロピレンは剛性と柔軟性が低いため、加工中に振動や動きが生じる可能性があるため、材料を適切に固定することが重要です。真空チャック システムとソフト ジョーは、変形につながる可能性のある過度の力をかけずにワークを安定させる理想的な方法です。
ポリプロピレンの熱膨張係数が高いと寸法精度に影響する可能性があるため、熱膨張を監視することも非常に重要です。温度変動は、断続的な切断と適切な冷却によって改善できます。加工前に材料を周囲環境にさらしておくなどの他の対策は、加工中に予期しない寸法変化を防ぐのに役立ちます。
最後に、機械加工検査の後、座標測定機 (CMM) などの正確な計測機器で許容誤差を確認し、機械加工された部品が正確な仕様を満たしていることを保証します。これらの最適化された切削方法と高度な監視技術を組み合わせることで、ポリプロピレン部品の精度が向上し、メーカーのさまざまなアプリケーションでの信頼性と使いやすさが向上します。
ポリプロピレンは特殊な材料であるため、切りくずの形成と排出を適切に管理することが非常に重要です。ポリプロピレン材料は長く連続した切りくずを生成するため、適切に管理しないと切削プロセスに支障をきたす可能性があります。鋭利な切削工具と高すくい角を使用すると、切りくずが小さくなり、扱いやすくなるため、こうした問題を軽減できます。さらに、プラスチック加工用の高度な工具形状により、切りくずの付着が軽減され、全体的な加工性が向上します。
さらに、クーラント システムは切削領域の潤滑を保証し、熱の蓄積を最小限に抑え、作業領域からチップを除去するのに役立ちます。ポリプロピレンの加工中は、フラッド クーラント システムまたはエア ブラスト システムが非常に効果的です。チップの絡まりを防ぎ、ツールのスムーズな動作を可能にするためです。また、加工セットアップでは、真空または吸引システムを使用して切削領域から廃棄物をリアルタイムで除去し、チップの排出を強化します。
高速スピンドルと最適化された送り速度を備えた現在の CNC マシンの開発を増やすことも、チップ制御の改善に役立ちます。たとえば、スピンドル速度 5,000 ~ 20,000 RPM と中程度の送り速度は、チップの破砕に効果があり、ポリプロピレンの表面仕上げの品質を確保することがわかっています。ただし、これらのパラメータは、特定の部品の形状やツール構成などのいくつかの要因を考慮することで、より具体的にすることができます。
後者には、チップ排出システムの定期的な監視と、生産中の連続動作を保証する定期的なツールメンテナンスが含まれます。チップの詰まりやツールの摩耗により表面仕上げが悪くなり、寸法精度が悪くなり、ポリプロピレン部品の品質が低下するため、適切なメンテナンスが不可欠です。さらに、これらすべてのプラクティスを組み合わせることで、メーカーは精度と精密さを損なうことなく機械加工プロセスを効率化しやすくなり、厳しい許容範囲を維持しながら各段階で生産パフォーマンスを向上させることができます。
ポリプロピレン加工時の溶解と変形を最小限に抑えるには、切削温度と送り速度を厳密に制御する必要があります。大量の熱が蓄積するのを防ぐには、効率的な冷却システムを通じて熱を効果的に放散する鋭い工具を使用することが重要です。さらに、反りを防ぐために、1 つの領域での長時間の切削を避けながら、中程度の速度で加工することをお勧めします。さらに、すくい角の低い工具を選択すると、適切な工具形状が確保され、材料へのストレスがさらに軽減され、構造的完全性が維持されます。精度と再現性を達成するには、これらの対策が必要です。
ポリプロピレン加工で厳しい公差を達成するには、材料の種類、環境条件、機械パラメータを調べることが重要です。金属と比較すると、ポリプロピレンは比較的高い熱膨張係数を持っています。これは、温度変動が寸法精度に大きな影響を与える可能性があることを意味します。たとえば、高温下では 0.1 ~ 0.2% 程度膨張するため、製造プロセス中に熱管理が必要になります。
もう一つの大きな要因は、材料の剛性です。たとえば、ポリプロピレンの弾性係数は通常 1~1.5 GPa 程度と低く、柔軟性が高く、切削力によってわずかにたわみます。したがって、この問題に対処するには、ツールの圧力を最小限に抑えるとともに、材料をしっかりと固定するために特別に作られた固定具を使用する必要があります。これとは別に、ツールの摩耗と選択は許容範囲に影響します。鈍いツールは摩擦と熱を増加させ、最終寸法の歪みにつながります。最適化された形状の超硬工具を使用することで、寸法のばらつきを抑えながら切削性能を高めることができます。
さらに、加工中および加工後の環境管理も非常に重要です。加工後の部品は湿度レベルやさまざまな温度にさらされることによって影響を受け、ポリプロピレンの部品の寸法、形状やサイズが変化することがあります。安定した温度や低水分含有量などの厳しい環境条件を維持することで、完成品の一貫性と精度が向上し、完璧な結果が得られます。
結論として、高い再現性を備えた高度な CNC 機器は、加工精度の向上に役立ちます。熱センサーと適応制御システムを備えた今日の機械は、変化する条件にさらされても、自動的に調整を行って許容誤差をより適切に維持できます。これらのテクノロジーと材料特性の総合的な理解を組み合わせることで、メーカーは ±0.001 インチという一貫した許容誤差を実現できます。
ポリプロピレンの正確な加工を可能にする戦略は、材料特性、機械の能力、プロセスパラメータなどの多くの要素を組み合わせることで、切削力による変形を防ぐのに役立ちます。以下は、PP 部品の精度を大幅に向上させるのに役立つ詳細な戦術です。
材料の安定化
機械加工前に材料を加熱すると、内部応力と寸法の不安定性を軽減できます。通常約 77°C ~ 93°C (170°F ~ 200°F) の温度でこれを焼鈍すると、残留応力が解放され、機械加工中の反りや寸法の変化が軽減されます。
工具の選択とメンテナンス
プラスチック用に特別に設計された工具は、高精度を達成する上で重要です。そのような工具の 1 つに、ダイヤモンド コーティングまたは超硬チップの切削工具があります。これらの工具は、鋭利さと耐摩耗性を備え、バリの発生を最小限に抑えながら表面仕上げを改善します。工具を定期的にチェックして改修することで、長期間にわたって機能し続けることができます。
送り速度と切削速度の最適化
ポリプロピレンの変形を防ぐためには、送り速度と切断速度を最適化することが重要です。通常、切断速度を毎分 600 ~ 1,200 フィート (毎分 183 ~ 366 メートル) の範囲にし、送り速度を中程度にすると、よりきれいな切断面と寸法精度が維持されます。速度が高すぎると過熱の原因となり、速度が低すぎると表面が粗くなります。
クーラントの使用量
一方、ポリプロピレンの熱伝導率が低いことを考慮すると、機械加工中に局所的に発生する熱を放散するには、空冷または水ベースの冷却剤が役立つ場合があります。この方法は、材料の溶融や軟化を防ぎ、寸法安定性と表面品質を向上させます。
クランプと固定技術
機械加工作業中は、ワークピースの動きや歪みを防ぐために、しっかりとしたクランプ方法が必要です。プラスチック専用に作られたソフトジョーや真空固定具は、余分な負担をかけずに均一なサポートを提供します。また、ポリプロピレンは圧縮やクリープを受ける可能性があるため、締めすぎないことをお勧めします。
環境管理
保管、加工、加工後の工程全体を通じて、均一な環境条件を維持することが最も重要です。湿度と温度の変化により、ポリプロピレンの寸法が変化する可能性があります。これらのリスクを軽減するには、温度が ±2°F (±1°C)、湿度が 50% 未満の、気候制御された作業環境を作りましょう。これにより、厳しい公差が求められる用途でも再現性が向上します。
高度なCNCテクノロジーの活用
高精度作業用の最新の CNC マシンには、熱補正、適応制御システム、ライブ環境モニタリングなどの機能があり、加工中に材料やマシンによって引き起こされる偏差をリアルタイムで打ち消すことができるため、許容範囲を一貫して満たすことができます。一部の高度なシステムでは、位置の再現性が最大 ±0.0005 インチと報告されています。
加工後の検査と品質保証
ポリプロピレン部品の精度を高めるには、座標測定機 (CMM) やレーザー スキャン システムなどの高度な計測ツールを使用した徹底した品質検査が必要です。これらのツールで検出できるわずかな偏差は、指定された仕様に基づいて若干の調整ややり直しが必要になる場合があります。これらのツールで検出できる最小の偏差は 0.0001 インチです。統計的プロセス制御方法を継続的に使用することで、時間の経過とともにフライス加工プロセスを微調整して安定化するために使用できるデータも生成されます。
これらのアプローチを組み合わせることで、メーカーは精密機械加工されたポリプロピレン部品を実現し、ミスを最小限に抑え、複雑な設計要件を満たし、重要なアプリケーションに必要な高い再現性を維持できます。

ポリプロピレンの特性により、CNC 加工で薄壁や小さく複雑な形状を加工することは困難です。ポリプロピレンは剛性が低く弾性が高いため、切削力によって変形する可能性があり、薄壁部品の厳しい公差を維持することが困難です。壁厚が 0.040 インチを下回ると、材料の柔らかさにより加工中にガタガタと音や歪みが生じる可能性があるため、寸法安定性が低下します。
さらに、PP では、高速切削によって局所的に熱が発生し、局所的に軟化傾向が生じるため、細かい溝や鋭角な角を正確に加工することが困難です。その結果、熱に対する敏感性によりバリが形成され、材料が溶ける可能性が高まり、寸法精度や表面仕上げに悪影響を与える可能性があります。ただし、調査結果から、すくい角を小さくして鋭角刃を最適化し、適度なスピンドル速度と組み合わせることで、これらの問題を軽減できることがわかっています。部品を破壊しないように、正確なパラメータ調整が必要です。
これらの問題に対処するために、機械加工中に熱を除去して摩擦を減らすために、高度な冷却および潤滑システムがよく使用されます。さらに、製造業者は、余分な圧力をかけずに薄肉部品を固定する独自の手段を利用する場合があります。このように、これらの方法の助けを借りて、品質監視システムを組み込むことで、薄肉または小さく複雑な機能を持つポリプロピレン部品の機械加工でより良い結果を生み出す可能性が高くなります。
ポリプロピレンの CNC 加工では、切削操作中の動作は、切削パラメータ、ツールの形状、冷却/潤滑方法によって異なります。熱可塑性加工に関する研究では、送り速度とスピンドル速度が材料除去プロセスを決定することが示されています。たとえば、スピンドル速度が上昇し、冷却が不十分な場合、熱劣化が発生し、材料が軟化して溶解する可能性があります。一方、スピンドル速度が極端に低いと、チップ形成が不均一になり、表面品質が標準以下になる可能性があります。
最近の研究では、ポリプロピレン用の工具の選択の重要性が強調されています。研磨刃の超硬工具のように、耐摩耗性が高く、切れ味が最適な工具は、寸法の完全性を維持するのに優れていることがわかっています。また、この作業で凍結または極低温冷却を適用すると、切削温度が最大 45% 低下し、熱による損傷を最小限に抑えることができます。
実験結果によると、ポリプロピレンの場合、表面の歪みを防ぎ、滑らかな仕上がりを確保するには、切断温度を 50 ~ 80°C の範囲内に維持することが重要です。高度なプロセス制御システムによる切断条件の監視と調整は、特に複雑な寸法と薄壁を必要とする部品の場合に効果的であることが証明されています。
ポリプロピレンのCNC加工の利点
柔軟性: 高価な金型を使用して多数の製品を生産する代わりに、CNC 加工は少量またはカスタマイズされた部品を製造する際の柔軟性に優れています。
精度: 高い寸法精度により、複雑で入り組んだデザインにも対応し、正確なフィット感を実現します。
短い時間枠: この方法は、プロセスにツールが必要ないため、ツールにお金をかけずにプロトタイプを作成したり、いくつかのアイテムを作成したりするときに使用できます。
ポリプロピレンのCNC加工のデメリット
廃棄物: これは、成形技術よりも減算製造プロセスでは常に廃棄物が多くなることを意味します。
単位あたりのコストが高い: NC マシンによる生産中に顧客が大量生産を要求した場合、加工時間の増加と材料使用量の増加により価格が高くなる可能性があります。
ポリメチルペンテンによる射出成形の利点
規模の経済性: ツールが確立されると、射出成形はコスト効率が非常に高くなります。
均一性: 全体的に同じ一貫性のある部品は、大量生産に最適です。
効率的な材料利用: 射出プロセスが制御されているため、材料の無駄がほとんどまたはまったくありません。
ポリメチルペンテンによる射出成形のマイナス面
初期コストが高い: 金型の製造にはコストがかかり、時間がかかります。
設計調整はごくわずか 生産開始後に金型を変更するのは困難でコストもかかるため、ほとんどの人はポリプロピレンの CNC 加工を好みます。
初期セットアップのリードタイムが長くなる: 金型の開発により、初期実行の生産タイムラインが長くなります。
適用性、出力量、設計の複雑さに基づいて、各アプローチには、多様な製造ケースに適した独自の強みがあります。
以下の状況では、ポリプロピレン (PP) 部品の場合、射出成形よりも CNC 加工の方が適しています。
CNC 加工は、生産ニーズが限られている場合や複雑な場合に汎用性と効率性を提供するため、特定の用途に適しています。

ポリプロピレン用の信頼できる CNC 加工サービスが必要だとします。その場合、熱可塑性プラスチックの取り扱いに関する実績のある専門知識と、正確な部品を納品した実績のあるメーカーを見つけることをお勧めします。信頼できるプロバイダーは通常、材料の選択について顧客を指導し、顧客の明確なニーズを満たすために、品質保証プロセスを含む独創的な加工能力を備えています。また、最良の結果を得るには、ポリプロピレンの弾力性や低融点などのいくつかのユニークな特性に関する経験も必要です。高品質のポリプロピレン部品に関する顧客レビュー、資格、業界での露出度を確認して、その信頼性を確認してください。
A: ポリプロピレンまたは PP は、CNC 加工において優れた機械的特性を持つ多用途の熱可塑性プラスチックです。密度が低く、疲労強度が高く、耐薬品性に優れているため軽量です。また、たわみ強度と疲労強度も高く、さまざまな自動車産業や化学処理産業に適用できます。
A: CNC 加工の場合、ポリプロはアクリルと UHMW の中間に位置します。アクリルはポリプロよりも柔軟性がありますが、UHMW とそれほど違いはありません。アクリルはポリプロよりも耐薬品性が低く、UHMW はポリプロピレンよりも加工が困難です。ただし、アクリルは光学的透明性が高く、UHMW は耐摩耗性に優れています。最終的には、プロジェクトの詳細によって使用する材料が決まります。
A: ホモポリマーポリプロピレンは、単一のモノマーから作られているため、剛性が強く、耐薬品性も優れています。また、コポリマーポリプロピレンには 2 種類以上の異なるモノマーが含まれているため、耐衝撃性や低温性能に優れています。CNC 加工の場合、ホモポリマーは構造が一貫しているため、一般的に扱いやすいです。同時に、コポリマーを使用する場合は、慎重なパラメータ選択が必要になる場合がありますが、特定の用途では特性が向上します。
A: ポリプロピレンの CNC 加工では、スピンドル速度を高く (3000~5000 RPM)、送り速度を中程度 (100~200 IPM) に設定してください。ほとんどの用途では、1/4 インチ~ 1/2 インチの 2~3 フルート エンド ミルが必要です。バリを防止し、きれいなカットを実現するには、刃先を鋭く保ちます。また、冷却剤を使用することで、熱の蓄積を制御し、表面仕上げを改善するのにも役立ちますが、一部の冷却剤はポリプロピレンと反応する可能性があるため、注意が必要です。
A: ポリプロピレンを切断するには、鋭利な工具を使用してください。また、損傷を防ぐために適切な速度で切断する必要があります。また、適切な冷却剤または圧縮空気を使用して、材料の過熱を防ぐことも重要です。切断プロセス中にワークピースが振動しないようにしっかりと固定し、きれいな切断面を実現します。従来のフライス加工ではなく、可能な限りクライムフライス加工を使用して、欠けやバリのリスクを軽減してください。最後に、この場合は、ポリプロピレンなどの熱可塑性プラスチック専用に設計されたプラスチック切断器具の使用を検討してください。
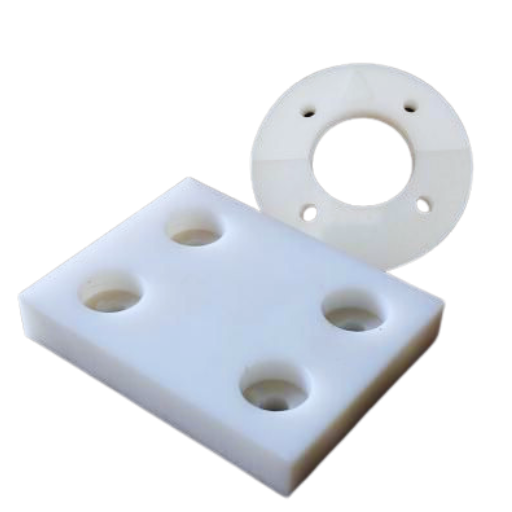
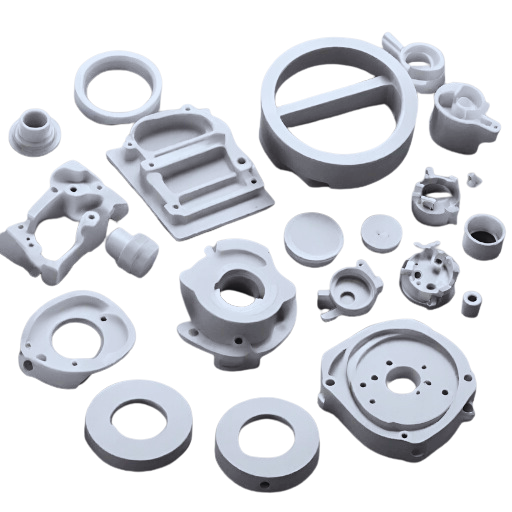
A: これらは、ほぼすべての業界で優れた耐薬品性と機械的特性を備えているため、ポリプロピレン製の CNC 機械加工部品として広く使用されています。一般的な用途には、自動車部品、化学処理装置、医療機器、食品包装、実験装置などがあります。軽量で腐食環境に耐える能力があるため、これらの業界の試作および最終製品には、この目的に最適な選択肢となります。
A: CNC 加工プロジェクトに適したポリプロピレンの種類を選択するには、次の要素を考慮する必要があります: 必要な機械的特性 (靭性、剛性、衝撃強度)、耐薬品性要件、動作温度範囲、規制。ホモポリマーとコポリマーのどちらが適しているかを調べてください。検討すべき事項には、加工性や表面仕上げ要件などがあります。どちらを選択すればよいかわからない場合は、材料の専門家に相談するか、信頼できる CNC 加工サービスに見積もりを依頼して、特定のプロジェクトに基づいて最適な選択を行ってください。
A: ポリプロピレンに CNC 加工を使用すると、他の製造方法に比べていくつかの利点があります。射出成形では実現が難しい高精度の部品や複雑な形状を作成できます。高価な金型に投資することなく、プロトタイプや小規模から中規模の生産工程を生産する場合に適しています。さらに、寸法安定性と表面仕上げが優れています。さらに、製造プロセス中に設計変更や反復が可能であるため、カスタム部品の生産に関連する製品開発やカスタマイズのニーズに簡単に対応できます。
1. タイトル:ポリプロピレン加工における異なる加工条件によって生じる主な切削力の調査
2. タイトル: MQL と CNC 旋削因子が非強化ポリプロピレンの切削性に与える影響の研究; 表面粗さ、温度、および特定の切削エネルギーの統計分析
3. タイトル: ポリプロピレンのコンピュータ数値制御 (CNC) 加工に関して表面粗さを予測するモデルが開発されました。

