
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
ウォータージェット切断は、幅広い材料に適用できる精度と柔軟性によって、業界に変革をもたらしました。金属、ガラス、複合材、その他の難しい材料を扱う作業であっても、この技術はそれらすべてを巧みに処理できます。従来の方法とは異なり、ウォータージェットは、高精度の切断を実現するために研磨剤と組み合わせられることが多い、超高速の高圧水流を使用します。また、エッジの欠けが少なく、滑らかなエッジで切断できるため、材料の節約にも役立ちます。次の記事では、ウォータージェット切断の利点、他の技術との比較、プロジェクトの改善方法について詳しく説明します。この新時代の方法が工業製造と芸術デザインをより良い方向に変革する方法を学ぶ準備をしてください。
ウォータージェット切断は、通常ガーネット研磨粒子を混ぜた、細く高速で高圧の水のジェットを利用して材料を切断する技術です。この技術では、水を小さな開口部に通して強力な水流を排出し、さまざまな種類の複合材、石、金属、ガラスを切断することができます。ウォータージェット法は、熱ではなく機械エネルギーのみを使用するため、切断された材料が損傷したり変形したりすることはありません。ウォータージェット切断は、廃棄物や排出物がほとんど発生しないため、多くの業界や製品で低コストで汎用性が高いなど、統合面での利点があります。
ウォータージェット切断には、さまざまな分野で使用できる好ましい方法となるいくつかの利点があります。まず、金属、セラミック、複合材などのさまざまな材料を熱による変形なしに正確に切断できます。次に、廃棄物がほとんど発生せず、排出物もゼロであるため、非常に環境に優しい方法です。さらに、この方法は非常に汎用性が高く、正確で洗練された形状を生成でき、大量生産と特注プロジェクトの両方に適しています。
切断作業中、高圧高温の水を使用して、切断する材料を急速に浸食します。集中した高速の流れを作るために、水は極度の圧力で狭い開口部から送り出されます。この水流は非常に正確で、材料を効率的に分解し、簡単に除去できます。研磨剤を加えると水の切断能力が高まり、金属やセラミックなどの非常に硬い材料を切断できるようになります。研磨剤を含んだ水により、非常に高精度の切断が保証され、表面とこすれて熱傷を引き起こすこともありません。
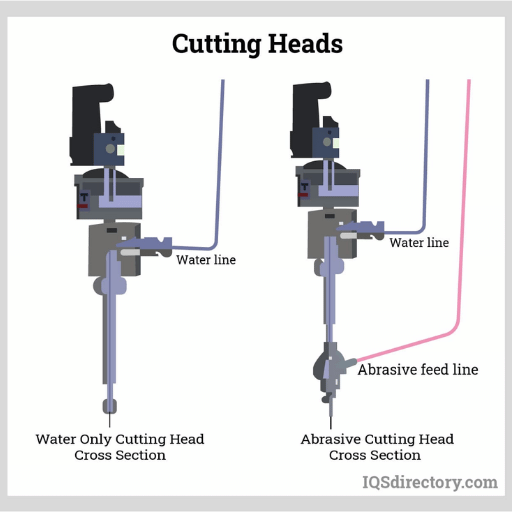
純ウォータージェット切断と研磨ウォータージェット切断は、それぞれのカテゴリで主流を占めており、対象用途、望ましい出力、および材料特性の観点から明確に定義されています。
切削工程と材料
ピュアウォータージェット切断は、高圧水のみを使用するため、ゴム、繊維、フォーム、一部の食品などの柔らかい素材にのみ使用されます。研磨剤を使用しないため、精密な用途に非常に効果的です。
研磨ウォータージェット切断は、ガーネットなどの研磨材を高圧水流に混ぜる点で、純粋な方法とは異なります。これにより切断効率が向上し、金属、複合材、ガラス、セラミックなどのより困難な厚い材料にも対応できます。研磨材は追加の研削工具として機能し、硬い材料を切断できるようにします。
スピードと効率
研磨剤なしのウォータージェット切断は、研磨剤入りのウォータージェット切断に比べて常に速度が遅くなります。これは、より柔らかい材料用に設計されているためです。研磨剤入りのウォータージェット切断は、ウォータージェット内の研磨剤による追加の切断力により、はるかに効率的で高速です。たとえば、研磨剤入りのウォータージェットで鋼板を切断する場合、切断速度は毎分約 2 インチですが、ウォータージェットは柔らかい木質材料には効果がありません。
カットの精度と品質
どちらの方法も、切断品質において非常に優れた性能を発揮しましたが、研磨粒子がないため、純水ジェット切断の方が研磨水ジェット切断よりも滑らかで、きれいで繊細な切断用途に適しています。研磨水ジェット切断は正確ですが、純水ジェット切断ほどではありませんが、複雑な形状の高密度材料で得られる性能がそれを補います。
財務面
ウォータージェット切断は、切断に研磨剤を必要としないような柔らかい材料に適しています。逆に、研磨ウォータージェット切断は、材料の損失と、運用コストの 60% 以上を占める研磨部品への過剰な支出により、より高価になります。より高度なアプリケーションで研磨ウォータージェット切断を使用する利点は、より高いコストを裏付ける傾向があります。
環境と熱への影響
どちらの方法も熱を使用しないため、部品に熱マスキングや HAZ が発生する可能性はありません。この機能は、特定の部品の構造的完全性を維持しながら、あらゆる地域の経済的な基準を維持するのに非常に役立ちます。
純水ジェットと研磨水ジェットのどちらを選択するかを決める際に考慮すべき事項をまとめると、具体的なプロジェクト目標、材料のニーズ、および財務要因を考慮する必要があります。これらの方法を組み合わせることで、産業部門と商業部門のほとんどのニーズに対応できます。

通常のウォータージェット カッター ガラスは、ウォータージェット切断にガーネットなどの研磨剤やその他の切断器具を必要としないため、特に柔らかい材料に適しています。ゴム、フォーム、繊維、紙、薄いプラスチックは、切断される最も一般的な柔らかい材料です。このような材料はウォータージェットで正確に細断され、損傷や変形がなく、構造の完全性に影響を与えません。
たとえば、ゴムシートから機械加工された工業用ガスケットは、手作業で驚くほどの許容誤差で取り付けることができ、機械化されたアセンブリに組み込むことができます。ポリエチレンやポリウレタンなどのフォーム加工では、梱包や断熱のために正確なカットを行うことで、高品質の最終製品が得られます。織物や不織布、柔軟な織物もよく使用され、機械の切断ツールでは通常残るほつれのない浅いエッジになっています。ウォータージェットは、複雑なパターンやデザインを、梱包や展示用の薄いプラスチックフィルムに簡単に効率的にカットします。
ウォータージェット技術により、製造業者は ±0.03 インチ (または ±0.8 mm) 未満の圧倒的な精密寸法を実現できるようになり、業界に驚異的なレベルの効率性と生産性の実現に貢献しています。ウォータージェットによる柔らかい材料の切断速度も、硬い材料に比べて大幅に高速化され、驚異的なコスト効率を実現します。
研磨ウォータージェット切断は、純粋なウォータージェットでは効果的に処理できない硬い材料を対象としています。この方法では、ガーネットなどの研磨粒子を、非常に高い圧力でノズルから噴出する水のジェット流に組み込むことで、水流の切断効率を大幅に向上させます。この技術は、頑固で高い引張強度を持つステンレス鋼、チタン、アルミニウム、セラミック、複合材などの硬い材料の切断に使用されます。
たとえば、厚さが最大 12 インチ (約 300 mm) のステンレス鋼は、ウォータージェット切断で +/- 0.005 インチ (+/- 0.13 mm) の許容差で切断できます。研磨ウォータージェット切断は、航空宇宙産業や医療産業で強度対重量比の高いチタンにも使用されます。チタン部品はサイズに合わせて切断でき、熱による歪みのないきれいなエッジが残ります。多くのセラミックは非常に脆いですが、非常に硬いため、冷間切断すると熱応力による材料の割れを防ぐのに役立ちます。
さらに、研磨ウォータージェット切断は、材料の種類と厚さに依存しますが、5 分あたり 10 ~ XNUMX インチの切断速度を実現できます。これは、大量生産で信頼性の高い結果が得られる速度です。このプロセスは、炭素繊維などの複合材料などの他の材料とも互換性があるため、製造業者は材料の層状構造への影響を抑えながら複雑な形状を製造できます。これらの機能やその他の機能により、研磨タイプのウォータージェット切断は、精度と品質の要件が不可欠な航空宇宙、自動車、防衛、電子産業で最も重要なものの XNUMX つとなっています。
研磨水ジェット技術の能力は、特定の特性により一部の材料を切断できないことで制限されます。そのような例外的なケースの 1 つが強化ガラスです。強化ガラスは安全上の理由から、衝撃を受けると砕けるように作られています。つまり、この状況で使用される高圧ジェットは強化ガラスを切断するのではなく、破壊し、ガラスの完全性を損なうことになります。
もう一つの制限は、特に一部のセラミックに関係しています。セラミック材料の大部分はウォータージェットに対応していますが、炭化ホウ素などの高度で高硬度のセラミックは、ジェットで使用される研磨剤などのより硬い材料が、前述の高度なセラミックよりも硬度レベルが低いため、切断が非常に困難になります。
ウォータージェット技術は、地球上で最も硬い天然物質であるダイヤモンドなどの材料を切断する場合にも不十分です。これらの材料は研磨剤やジェット圧力では処理しきれないほど硬く、修復できないほど弱くなってしまいます。厚いラミネートや複合材の場合も、接着剤や層の構成によっては困難が生じることがあり、切断が粗雑になったり、まったく切断されなかったりすることがあります。
最後に、ウォータージェット切断は、水と研磨剤の組み合わせがあまりにも乱雑で正確な切断が不可能なため、水溶性または大きく変形または膨張する可能性のある特定の種類のフォームや柔らかい物質には適していません。

精度に関しては、ウォータージェット切断は ±0.005 インチの許容誤差を保証しており、複雑なデザインや複雑な形状に最適です。また、非常に汎用性が高く、金属、ガラス、プラスチック、複合材料をその特性を維持しながら切断できます。このプロセスには加熱が含まれないため、レーザー切断やプラズマ切断とは異なり、熱による歪みによる損傷はありません。これらの特性により、ウォータージェット切断は、精度と柔軟性を同時に要求するビジネスにとって頼りになるものとなっています。
ウォーター ジェット切断は、熱を発生させずに切断できるため、繊細な材料に最適な切断方法です。加工する材料は、熱レベルを正確に制御することで、反り、熱による歪み、損傷から保護されるため、その完全性が損なわれることはありません。さらに、他の切断技術ではよくある熱影響領域などの問題も軽減されます。このような精度と、熱の影響がほぼゼロである冷間切断技術は、医療製造、電子機器、航空宇宙など、材料特性の維持が最優先される業界にとって非常に貴重です。
ウォータージェット切断は、切断媒体として「グリーン」な水とガーネットなどの研磨剤を使用することで、市場で最も環境に優しい加工方法の 1 つです。ウォータージェット切断では有害な煙や粒子状物質が発生しないため、大気汚染物質は排出されません。必要な化学物質の消費量は非常に少ないため、レーザー切断機やガス切断機とは異なり、排出物はほとんどありません。
ウォータージェット切断では、熱が発生しないため、燃料と資源の非効率性も低減されます。つまり、熱切断技術に比べて、処理に必要なエネルギーがはるかに少なくて済みます。新しいウォータージェット システムでは、動作中に水をリサイクルする閉ループ システムを使用することで、環境保護も向上します。これらの進歩により、非燃焼ウォータージェット切断システムは、機械の構成に応じて、水の消費量を最大 50 パーセント削減できます。
フィリップスとコラーは、これらのシステムは有害廃棄物を生成しないと主張しています。ウォータージェット切断は非燃焼燃料に依存しているため、二酸化炭素排出量が削減され、これらのシステムを使用する拠点は環境に優しい産業に最適です。ウォータージェット切断システムは最高の精度と性能を保証し、さまざまな用途に柔軟に対応しながら、持続可能性の目標をサポートします。
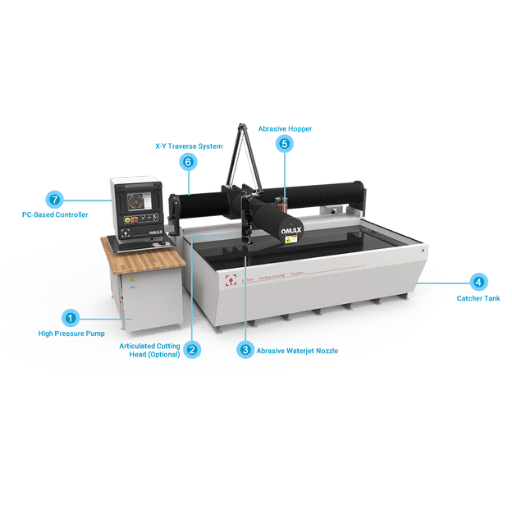
ウォータージェット切断システムには、さまざまな業界で材料を正確に切断するために連携して機能する複数のコンポーネントが含まれています。これには次のものが含まれます。
高圧ポンプ
これはシステムの最も重要な部分です。ノズルから水を注入するために必要な高圧を作り出すからです。現代のシステムでは、動作圧力が 30,000 ~ 90,000 psi (平方インチあたりの重量ポンド) 以上になることがよくあります。このような圧力は、硬い金属、石、複合材料を正確に切断する際に不可欠です。
研磨剤供給システム
研磨剤供給ユニットは、より硬い材料に使用されます。ガーネット研磨粒子は、高圧水流と混合すると、切断補助剤として機能します。研磨粒子の平均サイズは 50 ~ 200 メッシュで、精度と材料の要件に応じて調整できます。
カッティングノズル
切断ノズル (またはヘッド) はスピンドルに取り付けられ、高圧水または研磨剤を混ぜた水を使用してワークピースに対して回転運動をすることで材料を除去します。ノズルはタングステン カーバイドやダイヤモンドなどの耐摩耗性材料で作られており、高い耐久性と効率性を保証します。カッターはノズルからマッハ 3 までの速度で水が流れ出る状態で動作するように設計されており、効率的な切断が可能です。
キャッチャータンク
キャッチャー タンクは、水流が材料に浸透するとそのエネルギーが消散する場所で、切断エリアの下にあります。音を抑え、固形粒子を捕らえ、飛散を最小限に抑えるために、このタンクは通常水で満たされており、作業効率と安全性が向上します。
制御システム
現在のウォータージェット カッターには、精密な操作を可能にするためにコンピュータ数値制御 (CNC) システムが組み込まれています。これらのシステムには、オペレーターが設計と切断パラメータを入力できるソフトウェアがあり、±0.005 インチの許容誤差で非常に複雑な切断も可能になります。このような精度は、航空宇宙、自動車、電子機器業界で求められています。
水ろ過・リサイクルユニット
持続可能性を促進するために、多くのシステムには、マーク付きの水ろ過およびリサイクル ユニットが装備されています。これらのユニットは、汚染物質を除去して使用済みの水と研磨剤を再利用することを可能にするため、システムのパフォーマンスを損なうことなく、作業コストと水の無駄を削減します。
これらの部品により、人道支援ウォータージェット切断システムは、現代の製造アプリケーションの複雑な要件を満たすために、高い精度、運用の柔軟性、環境に優しいパフォーマンスを実現します。
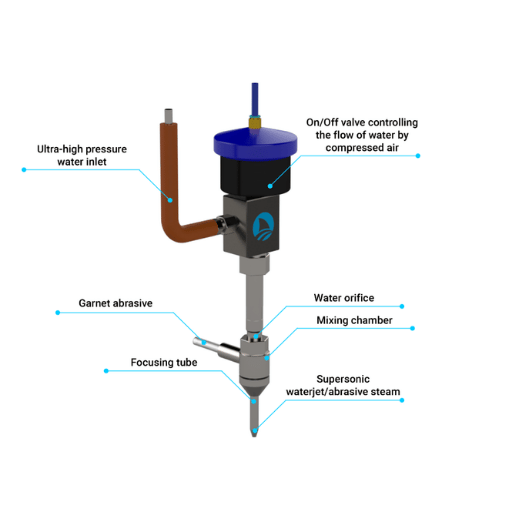
ウォータージェット切断ヘッドとノズルは、切断の正確さと効果を決定するウォータージェット切断システムの重要な部品です。ノズルは高圧水を細い流れに集中させ、切断ヘッドには硬い材料用の研磨水用のコンポーネントが含まれています。
ダイヤモンドとタングステン カーバイドは、高圧力と損傷に耐えられるため、ウォータージェット ノズルでよく使用されます。これらのノズルは、60,000 psi 以上、最大 90,000 psi まで作動します。この圧力では、水または研磨剤のジェットはステンレス鋼、チタン、セラミック、ガラスなどの材料を簡単に切断できます。ノズルの直径も、切断の精度を決定する上で非常に重要です。最も一般的なオリフィス サイズは、0.004 インチから 0.016 インチです。
切断ヘッドは高圧水ジェットとガーネットなどの研磨粒子を融合し、厚くて密度の高い材料の切断性能を向上させます。最新の切断ヘッドのほとんどは、時間と材料を節約しながら、毎分 0.5 ~ 2.0 ポンドの最適な研磨剤流量を生み出すように作られています。切断ヘッドに統合された混合チューブは精密に機械加工されており、研磨剤の流れが均一に混合されることを保証し、±0.001 インチの許容誤差で材料を切断できます。
さらに高度なカッティングヘッドには、プログラム可能な自動化機能も備わっており、カッティング精度を向上させ、人的介入を軽減できます。回転式および多軸カッティングヘッドにより、より複雑な幾何学的形状やベベル角度をカッティングできるため、医療、航空宇宙、自動車製造における使用範囲が広がります。
切断ヘッドとウォータージェットノズルはウォータージェット切断システムの 2 つの部分であり、各コンポーネントの設計と材料、およびシステム設定によって、切断の品質、操作の効率、およびシステム全体のパフォーマンスが決まります。
ウォータージェット システムを効果的に動作させるには、切断速度と精度を管理することが極めて重要であり、どちらも一貫している必要があります。切断速度は、材料の種類、厚さ、ノズルのパワーによって左右されます。良い例としては、フォームやゴムが挙げられます。これらの材料は、より高速で切断できます。一方、石やチタンなどの高密度材料は、精度を維持し、エッジの劣化を防ぐために、より低い切断速度が必要です。
水圧、研磨剤の選択、ノズルの直径はすべて、精度に影響を与えるパラメータです。研究によると、水圧 (通常 50,000 ~ 90,000 psi) を上げると、より繊細な切断が可能になり、切り口の幅も狭くなります。これは、複雑な形状や繊細な素材の場合に特に有利です。研磨剤の選択も重要な役割を果たします。たとえば、ガーネットは粒子の硬さとサイズの範囲の中間に位置するため、よく選ばれます。そのため、表面の損傷を最小限に抑えて素材を除去するのに最適です。
センサーと高度なソフトウェアを組み合わせることで、自動化の精度が高まり、速度も確保されます。たとえば、モーション コントロール システムで CAD/CAM ソフトウェアを使用すると、正確なパス制御と速度制御が可能になり、各カットの効率が最大化されます。調査によると、リアルタイムの監視システムを使用すると、無駄が 15% 削減され、コストと品質がさらに向上します。これらのパラメータを調整することで、メーカーは表面仕上げを改善し、許容誤差を縮小し、プロセスの一貫性を高めることができます。

ウォータージェット切断は、今日の製造および加工で使用されている最も高度な技術の 1 つです。私の経験では、金属、複合材、石材、さらには壊れやすいガラスにも驚くべき効果を発揮します。さまざまな材料を扱う際に精度が求められる航空宇宙、自動車、建設、カスタム業界に最適です。
ウォータージェットを使用した切断は、部品の品質を損なうことなく極めて高い精度を達成できるため、航空宇宙および自動車分野で有用です。航空宇宙分野では、ウォータージェット切断は 軽量かつ強度の高いアルミニウムの加工、複合材、チタン要素などです。同社のプロセスは、熱による歪みの可能性を排除する冷間切断技術により、航空宇宙グレードの材料に適しています。たとえば、ウォーター ジェット システムは、厳しい許容誤差要件を満たすことができるため、航空機製造で使用されるチタン部品の切断に最適です。
同様に、自動車業界では、トリム、板金部品、複合材および高強度鋼部品の加工など、さまざまな用途にウォーター ジェット切断を採用しています。また、熱影響部を生成せずにサービスを提供できるため、ブレーキ パッドやサスペンション部品などの安全上重要な部品の取り扱いにも大いに役立ちます。最近の調査によると、コスト上の利点と材料の無駄が少ないため、メーカーによるウォーター ジェット切断の採用が世界中で増加しており、他の切断方法と比較して無駄が 20 パーセントも削減されたという報告もあります。
最新のウォータージェット システムでは、最新のソフトウェア統合を利用することで、両業界のメーカーが生産ワークフローを自動化し、より厳しい許容範囲を達成し、リード タイムを短縮できるようになりました。つまり、ウォータージェット切断は、航空宇宙産業と自動車産業で革新性と効率性を実現する上で欠かせない要素です。
ウォータージェット切断技術の革新的な特徴は、さまざまな素材に精密なデザインを描くことを伴うため、アーティストや建築家に大いに役立ちます。従来の技術では切断のみのツールを使用しますが、ウォータージェットシステムは熱を使用せずに石、タイル、ガラス、金属、複合材料を切断できるため、繊細で壊れやすい部品に非常に役立ちます。この機能により、ウォータージェット切断は、複雑な彫刻、詳細な床の象嵌、精巧な装飾パネルの作成に不可欠なツールとなっています。
建築デザインの一部として、ウォータージェット切断は、非常に正確な複雑な幾何学的形状を作成できるため、非常に役立ちます。たとえば、ウォータージェット技術は、建物のファサード要素やユニークな石のカスタムコンポーネントの構築に実装されています。これらは大規模な建設プロジェクトで構成されており、専門家によると、0.005インチという小さな許容誤差で設計されています。経験上、この精度により、構造の魅力が大幅に高まり、やり直しの必要性が減ります。レポートによると、ウォータージェットシステムは、材料の無駄を最大30パーセント削減できます。これは、ウォータージェットシステムが建築の持続可能性を促進できることを示しています。
精密なウォーター ジェットは、精巧なアート作品やインスタレーションのデザインを通じて、アーティストがアイデアを実現するのに役立ちます。アーティストの想像力を損なうことなく、複雑なディテールを備えた金属やガラスの彫刻を制作することが可能になります。現代の公共スペースのインスタレーションの多くは、ウォーター ジェットでカットされたコンポーネントの独自性と視覚的な魅力を活用しており、この技術が産業用途以外でも応用されていることを示しています。
また、ソフトウェア統合の進歩により、ラピッドプロトタイピングが可能になりました。これにより、建築家とアーティストの両方が効率的かつ効果的にデザインを反復することができます。天然石や現代の複合材料に関しては、ウォータージェット切断は正確で柔軟性があり、効率的であるため、芸術的および建築的なデザインにとって非常に貴重な属性となります。
ウォータージェット切断とレーザー切断は、材料加工に関して最も先進的な技術の 1 つですが、どちらにも長所と短所があります。それぞれの方法の有効性は、その用途、機能、制限によって異なります。
ウォータージェット切断の利点:
ウォータージェット切断の欠点:
レーザー切断の利点:
レーザー切断の欠点:
厚さの制限: レーザー システムは厚さ 1 インチの金属板に制限されていますが、ウォーター ジェットはそれよりはるかに厚い金属板にも対応できます。
|
機能 |
ウォータージェット切断 |
レーザー切断 |
|---|---|---|
|
材料範囲 |
金属、ガラス、セラミック、複合材料など。 |
金属、プラスチック、木材(反射率の問題が限定的) |
|
厚さ容量 |
最大12インチ |
1インチまで |
|
切削速度 |
低速(厚い素材に最適) |
より高速(薄い材料に適しています) |
|
精度 |
±0.005インチ |
±0.001インチ |
|
熱影響 |
なし |
あり(反りやHAZの原因となる可能性があります) |
|
運用費用 |
高い(水、研磨剤の使用) |
低い(エネルギー効率の高いシステム) |
ウォータージェットとレーザー切断はどちらも特定の分野で優れています。材料の種類、厚さ、精度の必要性、予算など、プロジェクト固有の要件を理解することで、最適な結果を得るために最も適切な技術を選択できます。厚い材料や熱に弱い材料を扱うプロジェクトでは、ウォータージェット切断が好まれることが多いですが、薄い材料の高速で細かい作業にはレーザー切断が最適です。
ウォータージェット切断とプラズマ切断のどちらを選択するかは、通常、材料、必要な精度、プロジェクトの予算に基づいて決まります。
本質的には、使用される材料の種類や必要な精度など、プロジェクトの前提条件を分析することで、どの方法が最良の結果をもたらすかがわかります。
プラズマやレーザー切断などの他の切断方法と同様に、ウォータージェット切断のコストの内訳には、機器とランニング コストも含める必要があります。ウォータージェット切断には、数多くの利点がある一方で、初期資本コストが高いという欠点があります。これは、機械と補助システム (増圧ポンプや研磨材など) が複雑であるためです。その他の影響要因には、研磨材の使用、水の流量、さらには電気などがあります。平均すると、研磨材のコストは、ウォータージェットの切断の高額な運用コストに大きく影響し、全体のコストの約 60% を占める理由となっています。
ただし、プラズマ切断は、機器と消耗品の両方において安価です。 精度がそれほど要求されない高速作業の場合、プラズマ切断の方がコスト効率が高くなります。 鋼鉄やアルミニウムなどの導電性金属のプラズマ切断の経済性は、比較的低い電力消費と研磨剤の不使用によって大幅に向上します。 残念ながら、コストが下がると、精度と後処理の欠如という欠点も生じます。
レーザー切断はコスト効率の点では最良の選択肢ではないかもしれませんが、驚くべき速度と精度を提供します。ウォータージェット システムはよりコスト効率に優れていますが、使用されるガス レーザーはウォータージェット システムの運用コストよりも安価です。レーザーを使用して薄い材料を切断するのは、精度と効率性が高いためであることは明らかです。
要約すると、作業の全範囲、使用する材料、および望ましい最終結果を念頭に置きながら、切断方法を慎重に選択する必要があります。ウォータージェット切断は高価ですが、複雑なデザインを扱う場合や壊れやすい材料を使用する場合に柔軟性が高まります。
A: ウォーター ジェット切断機は、高圧の水流と研磨水流を組み合わせてさまざまな材料を切断します。機械が機能を果たすには、非常に高圧の水を小さな開口部に押し込んで、さまざまな材料を切断できる強力なジェット水流を作り出す必要があります。このプロセスはウォーター ジェット切断と呼ばれます。
A: ウォータージェット切断は、純水ジェットと研磨ウォータージェットの 2 つのカテゴリに分けられます。純水ジェットは加圧水のみを使用し、柔らかい材料に限定されます。研磨ウォータージェットは水と研磨可能な粒子を組み合わせるため、金属や石などの硬い材料を切断できます。
A: フォーム、特定のプラスチック、ゴムは、ピュア ウォーター ジェットで切断できる柔らかい素材です。金属、石、ガラス、セラミック、複合材は硬い素材とみなされ、研磨ウォーター ジェットでのみ切断できます。ウォーター ジェットは熱を使わずに切断できるため、極端な温度に敏感な素材でも切断できます。
A: ウォータージェット切断には、レーザーのような精度で複雑な形状を切断できること、材料表面に歪みがないこと、環境に優しいこと、複数の材料に使用できること、製造スクラップが少ないことなど、いくつかの利点があります。さらに、
ウォータージェット切断プロセスの人気が高まっているのは、切断プロセスの有効性と提供されるエッジがきれいであるためです。
A: ウォータージェット切断は、他の方法に比べて際立った利点があるため、特に重要です。レーザーやプラズマ切断とは異なり、ウォータージェットは厚い材料を切断でき、熱影響部を生成しません。また、従来のツールよりも精度が高く、通常の方法では機械加工が難しい部品を切断できます。さらに、これらの方法は有毒ガスを放出せず、冷却剤を必要としないため、プロセスはより環境に優しいものになります。
優しいです。
A: ウォータージェット切断技術は、その適応性により、さまざまな業界で幅広く使用されています。航空宇宙業界では複合材の切断、自動車業界では内装部品やボディパネルの切断、製造業界では精密部品、石材やタイル業界では複雑なデザインの切断、食品業界では冷凍食品の切断によく使用されています。ウォータージェット切断の用途は、技術の向上に伴い増えていくでしょう。
A: 研磨ウォータージェットマシンは、ガーネットなどの研磨粒子を加圧水と混合することで切断能力を向上させます。水と研磨剤を組み合わせると、より強力になり、より厚く密度の高い材料を切断できます。研磨粒子は何百万もの極小の切断ツールとして機能し、機械が硬い金属や石を切断する能力を劇的に向上させます。
A: ウォータージェット切断の切断速度と品質には、多くの要因が影響します。これには、水圧、研磨剤の種類とサイズ (ある場合)、切断ノズルの直径、切断する材料、材料の厚さ、予想される切断品質が含まれます。圧力と研磨が改善されると生産性が向上し、速度が遅いと一般にエッジのディテールが向上します。特定の切断作業に必要な結果を得るには、オペレーターがこれらの要因のバランスを取る必要があります。
1. 鋳造品からのバリ除去法としての研磨ウォータージェット切断
2. 高圧研磨ウォータージェットによる硬岩の切削効果とメカニズム:実験的研究
3. CODAS法を用いた研磨ウォータージェット切断の相互関連操作パラメータの調整
4. 曲げ加工時の鋼板のスプリングバック効果の評価と分析
5. 銅スラグ粒子の熱処理が研磨ウォータージェット切断における研磨性に与える影響の分析

