
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
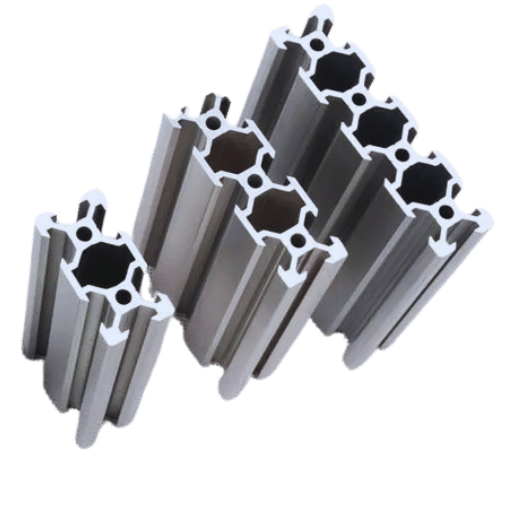
軽量で低コストという利点により、 アルミ押し出し 部品を製造する業界にとって非常に重要なプロセスです。しかし、欠点もあります。この記事では、設計エンジニアやプロジェクト マネージャーが十分に理解できるように、欠点について説明します。この記事で説明するプロセスには、材料の制限、製造費用、アプリケーションの課題が組み込まれており、読者が製造プロセスについて知識に基づいた選択を行うために不可欠な情報を提供します。

材料の強度の限界
アルミニウム押し出し材は、鋼鉄や他の金属代替品と比較すると強度が低く、優れた構造強度とともに高い耐荷重能力が求められる状況での使用には適していません。
高温に耐える能力
アルミニウムは融点が低く、高温では強度が低下するため、高温環境での使用は制限されます。
機械加工費
アルミニウムは豊富にあるものの、少量生産のための工具や押し出し機械にかかるコストにより、経済的に不利になる可能性があります。
アプリケーションおよび機能固有の制限または制約
この方法は、非常に高い精度を持つ複雑な形状に対しては効率が悪く、代わりの方法の方が効果的である可能性があります。
押し出し加工は、アルミニウムなどの金属に圧力をかけてダイに通し、特定の十字形断面を切り出すというものです。均一なプロファイルを作成するのに効果的であるため、この方法は、構造部品において効率性に大きく依存する押し出し業界で広く利用されています。重要な手順は、材料を加熱し (必要な場合)、押し出しプレスに材料を投入し、油圧を利用してダイに押し出すことです。冷却後、製品は必要な長さに切断され、必要に応じて陽極酸化処理や機械加工などの追加プロセスを経て仕上げられます。この方法は、さまざまな効率性があるため、耐久性の高い部品を作成するのに適しています。
押し出し成形の表面仕上げは、金型構成、材料特性、プロセスパラメータ、技術レベルなど、多くの要因によって決まります。技術の進歩により、部品の表面仕上げの品質は大きく向上しました。一例として、研磨された金型を使用したアルミニウム押し出し成形では、0.8µmの表面粗さ(Ra)を実現できます。このような滑らかさは、 航空宇宙産業や自動車産業 滑らかな表面が空気力学的かつ美的な魅力を生み出します。
操作上の要因としては、押し出し速度と温度の制御も重要です。押し出し速度を上げると、横線やダイス線などの表面欠陥が発生する可能性がありますが、温度を制御すると、これらの欠陥を軽減できます。押し出し後の陽極酸化処理、粉体塗装、その他の処理における欠陥の許容範囲によっても、表面品質が向上し、耐腐食性などの追加機能が付与されます。
さらに、素材の種類は仕上がりに大きく影響します。6063 アルミニウムなどの柔らかい合金は、表面仕上げの高い金型から押し出しても損傷を受けないため、高度に研磨されたプロジェクトでよく使用されます。これらの要因により、現代の押し出し成形業界は、滑らかで均一で耐久性のある表面に対する、ますます高まる要件を満たすことができます。
アルミニウムにはさまざまな利点がありますが、特定の用途に応じて考慮する必要がある欠点もあります。最も重要な欠点の概要は次のとおりです。
鋼鉄と比較した弱点
へこみや傷に対する脆弱性
耐疲労性
熱膨張と伝導率
コストの問題
腐食リスクが高い地域
高温への適用性の低下
一部の合金の溶接性が低い
これらの制約を把握することで、エンジニアや設計者はアルミニウムの弱点を軽減しながら、アルミニウムの使用を最適化することができます。
アルミニウムの結晶構造は、金属の物理的加工中に押し出し方向に整列し、アルミニウムの機械的特性を変化させます。これにより、その方向の強度と延性が向上し、一定の耐荷重能力を必要とする用途に金属が役立ちます。ただし、この整列により、押し出し方向と垂直な強度が弱まり、材料が異方性になります。一部の熱 適用されたプロセス 押し出し加工中、流動性を高めるために加工媒体を加熱するのと同様に、使用する合金と冷却速度に応じて硬度と焼き戻し条件も変化する可能性があります。
合金の機械的特性は、合金の組成、微細構造、加工条件によって決まり、変形加工に適しているかどうかを決定します。アルミニウム、銅、一部の鋼種などの延性が高い合金は、破断することなく大きな塑性ひずみを受けることができるため、変形が特に好ましいです。加工性と強度のバランスが求められる場合には、6061 や 7075 などのアルミニウム合金が選ばれることが多いです。
研究によると、アルミニウム合金のマグネシウムや鋼鉄のニッケルなど、特定の合金元素が変形挙動に大きく影響することが示唆されています。例えば、マグネシウムはひずみ硬化効果を高め、ニッケルは靭性を高めます。 熱安定性さらに、変形温度は材料の性能に大きく影響します。高温、特に再結晶温度以上の温度で成形すると、熱間変形により成形性が向上し、割れのリスクが最小限に抑えられます。一方、再結晶温度以下の冷間変形では、ひずみ硬化によって強度が向上しますが、より強力になる傾向があります。
研究によると、いくつかの合金はさまざまな変形に対して非常に汎用性が高いことが分かっています。例えば、研究によると316 ステンレス鋼 冷間圧延処理後も引張強度のほぼ 90 パーセントを維持するため、この合金は厳しい環境条件に最適です。常温マグネシウム合金の延性はそれほど高くありませんが、300°C を超える温度で熱間加工されたマグネシウム合金は展性が高まり、軽量構造部品への応用が可能になります。材料特性をさらに改良するには、ひずみ速度の制御や特定のエンジニアリング ニーズに合わせた金型形状の変更など、変形プロセスのさらなる最適化が必要です。
アルミニウム合金の選択は、その用途に応じて、機械的特性、耐腐食性、溶接性に最も左右されます。構造用途では、優れた構造特性に加えて強度対重量比が高い 7xxx および 2xxx シリーズの合金が好まれます。ただし、耐腐食性に優れた 5xxx シリーズの合金は、海洋や化学の分野でよく使用されます。さらに、6xxx シリーズの合金は、複合特性を備えているため、自動車や建築業界でよく使用されます。製造の相対的な単純さや、たとえば押し出しや圧延などの特定の処理技術と合金がどの程度適合するかも、選択の非常に重要な基準であり、製造およびエンジニアリングのニーズへの準拠を保証します。
カスタマイズされたアルミニウムプロファイル用の押し出しダイの設計には、正確さと経験の両方を必要とするさまざまな技術的問題があります。設計者は、複雑な形状、許容差、表面仕上げのエンジニアリングと計算モデリング戦略を考慮する必要があります。たとえば、鋭角や 厚い壁 設計上の欠陥により材料の流れが不均衡になり、反りや割れなどの欠陥が発生する可能性があります。
押し出しダイの設計において重要な要素は、アルミニウム合金の流量です。負の流量不均衡は圧力差を引き起こし、製品の品質と寸法精度を損ないます。均一な速度分布を得るために、ダイ内の流れを予測して最適化するために、CFD (数値流体力学) シミュレーションがよく使用されます。
さらに、金型の摩耗と熱応力は、金型の性能と耐久性を長期にわたって左右するため、これも重要な考慮事項です。さらに、高強度鋼合金の窒化処理は、金型の寿命をある程度延ばすのに役立ちます。業界データによると、冷却システムの改善と金型の高度な材料により、生産停止時間が最大 15% 削減されます。
付加製造や 3D プリントなどの最新のアプローチにより、サイクルの短縮やより複雑な形状の設計が可能になり、金型の試作が変革しました。これらの進歩により、専門的なスキルと資本投資が必要となり、中小企業にとっては障壁となる傾向があります。
寸法の変動
表面欠陥
押し出し比と流れ 金属はアルミニウム押出プロセスにおいて重要な要素である 押出比は、製品の品質と生産効率に関係します。前述のように、強度、表面仕上げ、寸法精度などの材料特性は、押出比の影響を受けます。押出比は、ビレットの断面積と押出されたプロファイルの断面積を測定したものです。押出比が増加すると、細長いフェライト粒子の形成が促進されるため、機械的特性が向上し、粒子構造が細かくなる傾向がありますが、押出圧力が高くなる可能性があり、時間の経過とともにツールとダイの摩耗が増加する可能性があります。
しかし、一貫した結果を得るためには、押出成形のもう一つの重要な側面である金属の流れを制御する必要があります。流れが不均一になると、反りや寸法変化、内部の空隙などの欠陥が発生する可能性があります。金属の流れの挙動を予測し最適化する能力は、有限要素シミュレーションやリアルタイムのプロセス監視などの技術の進歩によって強化されています。この分野で最近行われた調査によると、押出成形の廃棄物を最大15%削減できます。 原料 金属の流れを最適化することでプロセスのサイクルタイムが最大 20 % 改善されたという報告もあります。
温度管理も、押し出し比と金属の流れを効果的に制御するために重要です。ビレットはダイとともに一定の温度に予熱する必要があります。そうしないと、金属の流れを妨げ、製品に欠陥が生じる可能性がある温度勾配が生じます。さらに、現代の潤滑剤とダイコーティングにより、摩擦と表面欠陥が軽減され、金属の流れの制御が向上しています。これらの新しい技術をプロセス制御の知識と組み合わせて適用すると、生産の目的と有効性、効率が向上します。
物質の流れの方向
必要な力
金属フローの効率
機器の設計
温度調節
アプリケーションへの適合性
違いを理解することで、メーカーは材料の特性、希望する製品、経済的なペンダントに基づいて、材料に適した押し出しプロセスを選択できます。
熱間押し出しと冷間押し出しは、金属成形の最も一般的な 2 種類のプロセスであり、動作温度、材料特性、および用途が大きく異なります。
使用温度
材料特性
エネルギー効率とツール
用途
生産速度とコスト
この情報を知ることで、製造業者は材料、効率、コストの完璧なバランスを実現するために、プロジェクトに最適なプロセスを選択できます。

アルミニウム押し出しは、軽量で柔軟性があり、強度のある部品を使用して、企業の生産プロセスを最適に改善します。特定の形状を設計しながら、最終製品をカスタマイズし、構造的に健全なものにすることができます。さらに、この技術は余分な材料の使用を最小限に抑えることで生産性を高め、多くの場合、複雑な二次加工の必要性を排除します。建設、航空宇宙、自動車などの他の業界では、アルミニウムは簡単にリサイクルできるため、持続可能な製造価値を促進するため好まれています。
さまざまな分野で、アルミニウム押し出しの重要性は、その独特の特徴と汎用性から過小評価できません。建設における構造フレームワーク、電子機器のヒートシンク、航空宇宙産業の軽量コンポーネント、自動車設計における耐衝突フレームは、一般的な用途です。特に、自動車業界では、押し出しアルミニウムの使用により車両重量が軽減され、その結果、関連する燃費が向上し、排出量が減少します。最近のデータによると、自動車業界では、押し出しの拡大により、現在から 2030 年までアルミニウムの消費量が毎年約 XNUMX% 増加すると予想されています。
幅広い用途があるにもかかわらず、押し出し加工にはいくつかの欠点があります。たとえば、ダイの形状と押し出しプレスには、一部の形状の壁の厚さと複雑さに関する制限があります。さらに、少量で複雑な出力の生産コストは、初期のツールコストのために高すぎる場合があります。また、アルミニウム製の押し出し部品の中には、二次加工または仕上げ作業を経る必要があるものがあり、これにより生産サイクルが長くなり、コストが上昇します。さらに、非常に高温または腐食性の条件など、特定の環境条件では、効率的に機能するためにコーティングまたは処理が必要になる場合があります。この情報を知っておくと、押し出しが特定の用途に適しているかどうかを判断するときに非常に役立ちます。
私にとって、アルミ押し出しが業界の生産量に与える影響は大きいです。このプロセスにより、自動車、航空宇宙、建設など、多くの業界で不可欠な耐久性のある軽量部品の製造が可能になります。ただし、金型設計の制限、二次仕上げの必要性、建設作業に関する効率と経済の側面が最適になるように徹底的に分析する必要がある環境への影響など、いくつかの問題があることは認識しています。
A: 押し出しの利点は、複雑な形状を製造できるだけでなく、表面仕上げも良好なため、大量生産では経済的であることです。欠点としては、初期ツール コストが高いこと、壁の厚さに制限があること、プロファイル全体で材料特性が一定でないことが挙げられます。
A: これはアルミニウムの押し出し加工の最も一般的な方法です。加工中に適切な制御が可能で、さまざまなアルミニウム押し出し加工製品を生産できます。ただし、間接押し出し加工と比較すると、直接押し出し加工では、特に長いプロファイルを使用する場合、製品の均一性が低下する傾向があります。
A: アルミニウム押し出し成形の限界は、複雑な断面や壁厚の変更を実現するのが難しいことです。さらに、押し出し工程で作られる特定の細部は、精密で鋭いエッジの特徴には適さない場合があります。
A: アルミニウム押し出し製品では、いくつか重要な問題が発生する可能性があります。品質の問題には、表面欠陥、寸法の偏差、押し出し全体にわたる機械的特性の不一致などがあります。押し出された金属の表面層は、コアと特性が異なる場合があります。
A: アルミニウム製品はリサイクル可能ですが、生産方法としての押し出しは、かなりのエネルギーを必要とします。アルミニウムビレットの作成と押し出し工程自体が温室効果ガスを排出します。一方、押し出し供給は、ほとんどの金属成形作業よりも廃棄物が少なく行われるため、この点では環境に優しいと言えます。
A: アルミダイカストなどの他の技術と比較すると、アルミ押し出しは中規模から大規模の生産では比較的安価です。ただし、大規模生産用の金型の初期費用が不利になる可能性があります。これらの問題により、試作品や小規模生産では機械加工や鋳造などの他の技術の方が有利になりますが、長期的には、アイテムにどの程度の詳細が必要か、また生産したい数量が重要になります。
A: アルミニウムの押し出し加工において、一貫した表面仕上げを維持するのは困難です。ダイの形状、押し出し速度、温度など、いくつかの要因が表面品質に影響します。ダイ ラインや傷などの表面欠陥が発生する可能性があり、これを完全に軽減するには後処理が必要になる場合があります。
A: アルミニウム押し出し加工は幅広い用途がありますが、すべての製品ニーズに適合できるわけではありません。たとえば、強度対質量比の高い製品や、非常に高い温度や非常に低い温度にさらされる製品には適していません。さらに、押し出し加工機の寸法上の制約により、押し出し加工した形状の長さと断面サイズが制限されます。
1. アルミニウム押出成形金型の寿命に対する動作温度の影響
2. アルミニオの安全性と安全性を考慮して、直接押出成形を実行するための幾何学的な要因の決定
3. アルミニウム押出成形における流体構造連成の数値シミュレーションと多目的最適化
4. アルミニウム押出成形の環境影響の低減
5. 金属
6. アルミ

