
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
垂直度公差は、機械部品上のフィーチャの位置を管理する、幾何公差 (GD&T) システムの基本特性です。この出版物では、垂直度公差の包括的な構造、その制限、適用、解釈、そして最も重要な設計および製造段階における関連性について説明します。読者は、垂直度がフィーチャのサイズや方向制御とどのように関係するかを理解し、エンジニアリング コンポーネントにおける最新の品質保証の基本的側面について学ぶことができます。この情報は、複雑な機械システムのパフォーマンスの向上を目指す設計者、エンジニア、または品質管理担当者にとって非常に重要です。

垂直度許容差は、特定の表面、軸、またはフィーチャーについて、データム表面に対する垂直からの最大許容差異を設定する GD&T 制御の一種です。この許容差は、コンポーネントの角度が互いに設定されていることを確認するためによく使用されます。このような関係は、組み立てと分解に重要です。制御されていない属性の垂直度が制御されているフィーチャーまたはパーツは、通常、制御されているフィーチャーが含まれる 3 次元ゾーンによって定義されます。ほとんどの場合、技術図面に示されているように、これらのフィーチャーは、垂直度シンボルが付いたフィーチャー制御フレームで表され、その許容差の値と関連するデータム参照が伴います。
工学では、垂直度許容差は設計文書の単位系に基づいてマイクロメートル (µm) または 1000 分の 1 インチ (mils) で測定されます。許容差の値は、対応するデータに対する表面、軸、またはフィーチャの感度領域、つまり垂直位置に対するそれらの方向を表します。
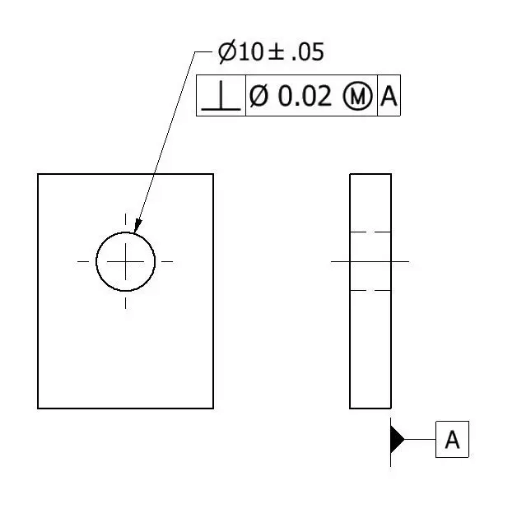
データム A に 0.02 mm の垂直度許容差が設定されている場合、これは、制御される表面または軸が、データム A に対して直角に配置された直径 0.02 mm の円筒形許容差ゾーン内に完全に収まる必要があることを示します。この値からの偏差は部品の位置ずれにつながり、適切に機能しないか、パフォーマンスの低下につながるため、このような精度は精密機械アセンブリでは重要です。
測定の種類は、分析する特徴を考慮して決定されます。平面の場合、垂直性は通常、高さゲージと定盤でチェックされますが、円筒形の特徴は、正確な測定のためにCMMでチェックされます。収集されたデータは、特定の測定を保証するために重要です。 製造工程で部品が生産される エンジニアリング プロセスにおける精度と信頼性を実現する、予想される設計要件に準拠します。
機械設計における許容範囲は、部品に課せられる要件と意図された機能によって異なります。ここでは、さまざまな種類の許容範囲とその説明を示します。
データポイントの例:
詳細なコンポーネントの場合、線形測定には ±0.01 mm の変動が生じる可能性があります。
重要度の低い測定の標準許容範囲は約 ±0.1 mm と推定されます。
平坦度、真円度、平行度など、サイズ パラメータを含まないパーツの形状で許容される最大偏差に焦点を当てます。
制限の例には次のものがあります:
平坦度許容差は 0.005 mm の許容差を定義できます。
定義された軸に対する平行度は ±0.02 mm になります。
測定角度の変動の最大限度を定義します。
範囲の例:
一部の重要な嵌合部品では、±0.1° の角度変動が許容されると想定できます。
一部の一般的な用途では、角度の変動は最大 ±0.5° まで許容されます。
部品の所定の形状の精度を調整します。
手当の例:
高精度部品の場合、真円度は 0.003 mm の偏差が可能です。
真直度の制御は主に推定値に従っており、目的によって異なります。
データムに対するフィーチャの正確な位置を確立します。
サンプル基準:
組み立てに敏感なコンポーネントの位置精度には、±0.02 mm 以下の許容値が必要になる場合があります。
パーツの表面の滑らかさまたは粗さの度合いを指定します。
共通基準:
Ra (平均粗さ) 値が 0.4µm の高度に研磨された表面。
機械加工仕上げの標準 Ra 値は 3.2µm です。
これらの許容誤差タイプのデータと考慮事項に関して、機械設計は、部品が必要な動作条件内で確実かつ効果的に動作することを保証します。
幾何公差は、部品の形状、輪郭、空間内での方向と位置の許容される変動量を決定するため、製造において最も重要な側面です。これらの公差は、過度の重なりや障害なしにコンポーネントを適切に取り付け、正しく機能させるため重要です。メーカーは、許容される偏差の量を最小限に抑えることで、一貫性を大幅に向上させ、組み立て中のやり直しを減らし、製品の信頼性を高めることができます。

垂直度公差は、面や軸などのフィーチャが、指定されたデータムに対して垂直な面または軸の角度にあることを保証します。垂直度の公差領域は、通常、設計に適合するためにフィーチャが収まらなければならない円筒形または平面のボリュームです。軸の場合、公差領域はデータム軸と同軸の円筒として与えられます。円筒の直径は、指定された公差に等しくなります。
理解を深めるために例を考えてみましょう。
特徴: 穴のベースプレートに垂直度公差を備えた円筒形の穴。
指定された垂直度許容差: ±0.02 mm。
許容範囲: 穴の公称軸と同心の半径 0.02 mm の円筒形の体積。
注目すべき利点は次のとおりです。
組み立て精度の向上 - 角度偏差を最小限に抑えることで、組み立て時の位置合わせの問題が軽減されます。
強化された製品機能 - 特に動きに制限がある機械部品の場合、部品が意図したとおりに動くことを保証します。
一貫した製造プロセス - 角度制御の改善により、生産バッチ内のばらつきが低減します。
垂直度許容差を定義して定量化するために必要な機器には、定盤、高さゲージ、CMM(強力な測定機器)などがあります。これらの測定は、設計目的の達成に役立ち、製品の最終段階で機能障害が発生する可能性を排除します。
基準として、垂直度を測定する基準フレームは非常に重要です。なぜなら、観察する特定の特徴は特定の要件に準拠する必要があるからです。たとえば、表面に対して垂直である必要がある機械部品の穴を考えてみましょう。表面は主要な基準 A と見なされ、他のすべての測定はそれに対して行われます。CMM では、機械が A を中心に回転し、スキャンする表面に対して角度がどれだけずれているかを測定します。
設計要件: 機械加工された穴は、データム A を中心にプラスマイナス 0.02 mm の垂直度許容誤差内に収まる必要があります。
実際の結果 - 測定結果(サンプルセット):
サンプル1: 0.015mm
サンプル2: 0.018mm
サンプル3: 0.016mm
サンプル4: 0.019mm
適合率: すべてのサンプルが 100% で、設定された許容範囲を満たしています。
提供された情報は、厳しい幾何公差に準拠するために正確なデータム設定と測定が必要であることを強調しています。明確に定義されたデータム参照により、生産バッチ全体で一貫性を保ち、不良率を低減できます。
機械要素は軸の垂直性に大きく依存します。適切な垂直性は、組み立て時に意図した角度の調整を実現し、位置ずれや摩耗および動作効率への悪影響を回避するために重要です。指定された許容差は、信頼性の高い製品とアセンブリの寿命を延ばすために不可欠です。

機械システムでは、基準点とは、垂直性を確実に達成するために使用される基準点または表面のことです。基準点は、正確な測定と許容差を効果的に制御できる特定のフレームワークを提供します。たとえば、ある円筒形のシャフトがベースプレートに対して垂直でなければならないとします。ベースプレートが基準であり、シャフトのすべての垂直性測定はこの表面を基準として行われます。こうすることで、混乱がなくなり、バッチ間で一貫した製造が維持されます。
サンプルデータ:
シャフト径 – 50 ± 0.05 mm
直角度公差 – 基準ベースプレートに対して0.02 mm
基準面の平坦度 – 0.01 mm
このような明確な定義により、エンジニアはシャフトを設計して、組み立て後にシャフトが実際に目的を果たすようにすることができます。直角度偏差の分析により、角度オフセットや表面の突起/凹みなどの他の系統的エラーが示されますが、これらは加工の強化やツールのキャリブレーションの改善によって修正できます。
精密エンジニアリング プロセスでは、アセンブリのずれや機械機能の障害につながる偏差を回避するために、表面の垂直度を所定の許容値内に維持する必要があります。たとえば、回転システムまたは直線システムに沿った動作の過度な角度変位を起こさずに、0.02 mm の垂直度許容値を維持できます。これらの許容値は、座標測定機 (CMM) やレーザー スキャナーなどの高度な計測ツールを使用して、非常に正確に測定および検証できます。また、フィードバック ループを備えた自動加工プロセスでは、製造プロセス中にエラーを簡単に修正して、指定された許容値を一貫して満たすことができます。

垂直度測定の精度を達成するには、部品の精度要件と測定の複雑さに応じて、使用するツールと技術が異なります。よく使用されるツールは、± 0.001mm の精度で測定できる座標測定機 (CMM) です。CMM は、対象物の表面をプローブし、測定された座標を指定された幾何学的設計と比較することで測定します。一方、レーザーは部品をスキャンして非接触方式でポイント クラウドを作成し、複雑な表面上の部品の垂直度を分析できるようにします。
もう 1 つの方法は光学コンパレータを使用する方法です。光学コンパレータを使用すると、部品のプロファイルを拡大して目視で検査することで角度検査を行うことができます。生産量の多い環境では、リアルタイムのフィードバック制御ループを備えた自動化システムを使用して、機械加工プロセスで垂直性をチェックし、許容範囲が満たされていることを確認します。さらに、角度プレートとスクエア ゲージによって、それほど正確ではありませんが、垂直性をチェックするための信頼性の高いツールが、それほど複雑でない部品用に特別に設計されています。
ツール: レーザースキャナー
精度:±0.005mm
使用例: 表面に力をかけずに壊れやすい表面や複雑な表面を測定します。
ツール: 座標測定機 (CMM)
精度:±0.001mm
使用例: 高精度が求められる部品 航空宇宙または自動車 産業。
測定ツール: 光学コンパレータ
推定精度: ±0.01 mm (倍率により異なります)
適用範囲: 目視による角度とプロファイルの関係の比較。
説明: 不均一または粗い表面は制御が容易ではないため測定エラーを引き起こす可能性があり、機器は通常の動作条件が満たされていることに依存する必要があります。
影響: 誤った角度や不適切な位置合わせが発生する可能性があります。
緩和策: 測定を行う前に表面を研磨または清掃する必要があります。
説明: 振動、温度変化、湿度はすべて、測定ツールの性能と精度に影響します。
影響: 熱膨張や収縮により寸法が変化し、誤った測定値が表示される場合があります。
緩和策: 測定は、安定した要因を持つ制御された環境で実行する必要があります。
説明: より簡単な正方形のような測定の標準レベルは存在しませんが、未熟な人の手では、ほとんどの場合、値の部分が固定されます。
影響: 熟練した職人の技量が不足すると、測定結果が信頼できない、または再現性がない状態になります。
緩和策: オペレーターのトレーニングを提供し、可能であれば自動測定装置を組み込みます。
説明: 測定精度のカウンターチェックが頻繁に行われない場合があり、長期間経過すると結果が不正確になる可能性があります。
影響: 複数回の測定後、不適切なキャリブレーションによりデータの精度に影響が出ます。
緩和策: すべての作業ツールのメンテナンスと調整のスケジュールを作成します。
説明: 従来の測定ツールでは、非常に詳細な 3 次元形状を測定する場合に限界があります。
影響: コンポーネントのジオメトリに適さないツールを使用すると、エラーが発生する可能性があります。
軽減策: 特定のタスク用に設計された CMM またはレーザー スキャナーを使用します。
平行度は、垂直度と同様に、製造およびエンジニアリング プロセスで管理される幾何学的特徴の 1 つです。平行度は、2 つの表面、つまり表面と基準面、または軸と基準面の状態を、それらの長さ方向の距離に関して表します。機械、アセンブリ、構造的特徴など、それらの関係をより厳密に維持する必要がある部品では、平行度の重要性は明らかです。
並列処理に関する詳細とデータ:
記号による表現: 幾何公差 (GD&T) の図面では、平行性は 2 本の平行な水平線 (//) を使用して示され、フィーチャがどれだけ逸脱できるかを定義する許容値も添付する必要があります。
計測機器:
表面プレート付きダイヤルインジケーター: これらは主に平らな水平面で使用されます。
座標測定機 (CMM): 平面部品や円筒形部品を高精度に測定するのに役立ちます。
光学プロファイラーまたはレーザー スキャナー: 複雑で壊れやすい部品には、これらが最適です。
許容値の例:
シャフトやピストンなどの精密部品の場合、平行度許容誤差は ±0.002 インチ (±0.05 mm) 程度が普通です。
構造要素の場合、許容範囲はそれほど厳しくなく、約 ±0.01 インチ (±0.25 mm) の偏差が許容されます。
非適合の影響:
アセンブリの計算ミスにより、特に並列性が失われてパフォーマンスの問題が発生する場合、アセンブリの方向が正しく設定されなくなる可能性があります。
不均一な応力分布は、多くの場合、可動部品の過度の摩耗や壊滅的な故障につながる可能性があります。
緩和戦略:
最適なパフォーマンスを確保するための測定機器の校正。
適用 研削などの機械加工工程 または、平行制御をより適切に実現するために研磨します。
製造サイクルの途中と終了時に製造プロセスを定期的にチェックし、異常を早期に検出します。
平行度の幾何公差を組み込み、尊重することで、メーカーは製品の互換性、有効性、信頼性を実現できます。これらを最新の測定および機械プロセスと組み合わせることで、品質管理が大幅に強化されます。設計における垂直度と平行度の比較 垂直度の仕様: 定義: 垂直度は、基準点または別のフィーチャと正確に 90° の角度で交差するフィーチャまたは表面です。
最も一般的な許容値: 厳密な許容値: (0.001-0.005” / 0.025-0.127mm) 航空宇宙や医療機器に見られるような非常に精密なコンポーネントでは、常にこれらの許容値が使用されます。 標準の許容値: (0.01-0.03” / 0.25-0.76mm) 自動車部品などの日常的な機械作業で使用されます。
影響要因: 機械加工中の工具のたわみ、過熱または機械的ストレスによる材料の移動。
平行度の仕様: 定義: 平行度とは、2 つの表面/フィーチャがデータムに対して一定の所定の距離に維持される状態です。
厳密な公差: (±0.002 ~ ±0.01 インチ / ±0.05 ~ ±0.25 mm) たとえば、リニア ガイドやベアリングの表面を位置合わせする場合は、厳密な公差が必要になります。
一般的な許容範囲 (±0.03 ~ ±0.05 インチ/±0.76 ~ ±1.27 mm) 精度の低いアプリケーションはこのカテゴリに該当します。
規制の側面:
工作機械の精度。
研磨加工とその使用法。
測定方法:
三次元測定機(CMM)
より複雑な形状の部品や、許容誤差が厳しい部品に使用されます。
また、表面の垂直度と平行度を ±0.0001 インチ (±0.0025 mm) 以内で測定することもできます。
ダイヤルインジケータと定盤:
これらの測定値を検証するためのより手動的な方法も一般的です。
これらは、未加工の表面やより大きな寸法をより正確にチェックするために使用されます。
レーザースキャナ:
非接触で素早く測定するのに役立ちます。
繊細なコンポーネントや大きなコンポーネントからデータを効率的に取得できます。
航空宇宙産業におけるタービンブレードの製造では、ブレードの根元と回転軸の垂直度が ± 0.002 インチ (±0.05 mm) 以内である必要があります。この範囲から外れると、振動が発生し、効率が低下します。
自動車のエンジン ブロックの場合、エンジンの性能とともに適切な圧縮を保証するために、デッキとボア間の平行度を ±0.01 インチ (±0.25 mm) 以内に維持する必要があります。
メーカーは、許容差の研究と高度な測定技術の使用を通じて、平行度と垂直度の精度に関する望ましい基準を達成し、製品の品質と信頼性をさらに向上させることができます。
サイズは、平行度と垂直度の両方の特徴許容値の重要なパラメータです。これは、許容される形状のばらつきがサイズに直接関連しているためです。たとえば、大きな特徴には高い許容値があり、小さな特徴には部品の機能性を維持するために厳しい許容値がある傾向があります。最新の計測ツール、具体的には座標測定機 (CMM) やレーザー トラッカーの登場により、サイズに基づく形状のばらつきを正確に評価できるようになりました。これらのデバイスには、特徴の特定の公称値に合わせて設計されたアルゴリズムがあり、指定された許容値が満たされていることが保証されます。さらに、統計的プロセス制御 (SPC) を使用すると、不適合の可能性が減り、製造プロセスの精度が最適化されます。

A: 垂直性とは、幾何公差 (GD&T) において、面や軸などのフィーチャがデータム平面または軸に対して垂直になるように調整する方向公差を指します。これにより、フィーチャが垂直性コールアウトによって決定された指定の公差ゾーン内に存在することが保証されます。
A: 垂直性は、垂直性許容限界を示すフィーチャ制御フレームによってフィーチャに適用されます。これは、データム平面またはデータム軸に対するフィーチャの完全な垂直性からの偏差を制御する許容値です。
A: 表面の垂直性の簡単な例としては、データム平面に対して垂直でなければならない平面が挙げられます。フィーチャー制御フレームの表面の垂直性の吹き出しは、適切な方向を実現するために表面が収まらなければならない公差領域を定義します。
A: フィーチャの垂直性は、基準面であるデータム平面を基準として測定されます。指定されたフィーチャが平面に対して垂直であると同時に、フィーチャが垂直性のコールアウトから得られる 2 次元の許容範囲内にあるように配置する必要があります。
A: 「ボーナス」と呼ばれる、新しい材料を追加せずに取得できる追加の穴または切り欠きが追加されると、「ボーナス」許容差が垂直度要件に適用され、満たすのがより困難な、より制限の少ない条件で保存されます。
A: 穴の垂直性は、フィーチャ内の穴の軸とデータムの平面または軸との関係に関係します。フィーチャ制御フレームの許容差は、穴の軸が許容差ゾーン内にあることを保証し、垂直性エラーを制御します。
A: いいえ、垂直性はフィーチャのサイズを制御しません。データムに関するフィーチャの位置を制御します。また、フィーチャは通常、穴またはフィーチャの幅または深さを制限する他のサイズ寸法フィーチャによって制御されます。
A: 垂直性を改良点と見なすと、軸に垂直な別のフィーチャに対するフィーチャの方向を指定するために使用される許容差が定義され、基本的なサイズと位置の許容差以上のものが使用されます。データムに垂直なフィーチャの適切な位置合わせを保証する補足フィーチャを適用することで、部品の品質が向上します。
A: GD&T の垂直性は、逆さまの「T」記号で示されます。この記号は、垂直性要件とその許容限界の仕様記号として、フィーチャー制御フレームに組み込まれています。
A: 製造においてフィーチャを垂直にすることは非常に重要です。コンポーネントを統合し、問題なく適切に連携させる必要があるためです。垂直の許容範囲を定義することで、製造業者はアセンブリ内のフィーチャの位置を制御でき、部品が適切に位置合わせされず、その後正しく組み立てられない可能性を最小限に抑えることができます。
主な調査結果:
方法論:
2. 「切削加工システムの構造歪みを考慮したワークピース幾何公差とCNC工作機械のエンドポーズ誤差のマッピングモデル」 (Linら、2021)
主な調査結果:
方法論:
3. 「薄肉部品のエンドミル加工における幾何公差最適化のための剛性制御アプローチ」 (アガルワル & デサイ、2021、1–34 ページ)
主な調査結果:
方法論:

