
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
少量射出成形は、試作と本格生産の中間に位置する柔軟な生産方法です。このソリューションは、比類のない効率性を提供するため、迅速な製品発売、設計テスト、またはコスト削減を求める人々にとっての答えです。しかし、少量射出成形はどのように行うのでしょうか。また、生産ニーズにどのようなメリットをもたらすのでしょうか。このガイドでは、この革新的な製造技術のコアコンセプト、主なメリット、および実際の使用法を理解するために必要なすべての情報を提供します。この記事は、エンジニアリングの専門家、製品開発者、または予算に優しい製造戦略を探しているその他のビジネスオーナーを支援することを目的としています。
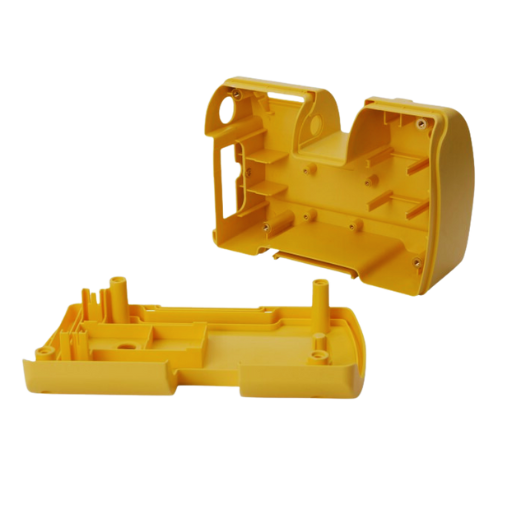
少量の部品は、低容量射出成形プロセスを使用して製造できます。これらの部品の数は数十から最大で数千です。成形プロセスの基本的な形態は、射出成形と同じ原理を採用しており、溶融物質を金型に注ぎ、冷却し、その後完成した部品として取り出します。ただし、ここでの主な関心事は、少量生産であるため、試作、ブリッジ生産、またはカスタマイズされたコンポーネントの製造に最適です。少量の場合、この方法は、より基本的なツールとプロセスを使用することが多いため、コストが低く、迅速です。
射出成形プロセスは、材料を融点まで加熱することから始まります。材料が融解したら、特定の圧力で金型内の空洞に注入されます。材料が冷却され、選択した形状に固まった後、金型が開かれ、部品が取り出されます。冷却後、金型が開かれ、部品が取り出されます。このプロセスにより、厳しい許容誤差を伴う複雑な設計を実現するために不可欠な精度、一貫性、および再現性が保証されます。
ビジネス戦略が異なれば、製造方法も異なります。これらの方法は、少量生産と大量生産のカテゴリに分類されます。少量生産は、50 個から数千個の部品の範囲内でカスタマイズまたは試作された製品を作成するのに最適です。プロセス全体を小規模な生産ラインで実行できるため、資本と市場設定コストが制限されます。市場ツール スポンサーは、製品の複雑さとそれに使用されるリソースに応じて 5,000 ドルから 50,000 ドルを請求できるため、少量最大生産をより魅力的にすることができます。
対照的に、大量生産では、数万から数百万単位のユニットが提供されます。これにより、自動化によって大量生産の可能性が拡張され、プロセスがより機械化され、標準化されます。射出成形とラピッド射出成形は、大量の供給量が特定の市場に対応する完璧な例です。大量生産により、大きな利益を上げる可能性が高まるだけでなく、ユニットあたりのコストが約 70% 削減されます。大量生産には明らかな利点があるにもかかわらず、ツールと機器をカバーする大規模な先行投資が必要です。射出成形が市場に過剰供給されているため、初期コストは 100,000 万ドルを超える場合があります。
もう 3 つの違いは、リード タイムと XNUMX つの生産サイクルを完了するのにかかる時間に関係しており、これらは射出成形の種類によって大きく異なります。XNUMXD プリントとソフト ツールはリード タイムが長くなりますが、少量生産方法は厳しい納期や限られた実行時間に対応できます。一方、大量生産では安定した出力が得られますが、大量生産を行う前に準備段階でツールとプロセスの最適化に時間がかかります。特定の戦略を検討している企業が考慮する必要がある要素は、市場の需要、最終製品の生産量とライフサイクル、発生する総製造コストです。どちらの場合も、これらのポリシーは、特に少量生産で利用できる柔軟性と効率性の量を決定するため、現代の製造機能に不可欠です。
少量射出成形は、時間とコストの効率性、柔軟性などの利点があるため、さまざまな業界で非常に求められているプロセスとなっていますが、唯一の欠点は生産量が限られていることです。以下は、最も多く使用されている場所の内訳です。
プロトタイピングと製品開発
エンジニアが試作時に少量射出成形を使用して、非常にリアルで機能的な試作品を作成することは周知の事実です。このタイプの成形では、大量生産にお金をかけずに設計をテストして改善することができます。自動車業界は、大量生産されるコンポーネントの開発とテストにこの方法を使用しているため、この良い例です。
橋梁の製作
この技術は、試作と量産の中間に位置する橋渡し技術としても機能します。少量成形を活用したい企業は、大量生産の開始に備えて特殊な金型を準備する必要があります。これは、消費者向け電子機器の場合によく見られ、企業はより大量生産できる能力が整うまでの間、初期の市場需要を満たすために少量成形を使用します。
カスタムおよびニッチ製品
特定のニッチな産業分野では、外科用ツールや航空宇宙特有のコンポーネントなど、特定の用途向けに設計されたカスタム精密部品が必要になる場合があります。精度が非常に重要であるため、このようなケースでは少量の射出成形法が最適です。
市場テストとパイロットラン
企業は従来、本格的な生産に先立って少量の射出成形による市場テストを実施しています。たとえば、消費財メーカーは、ターゲット市場が製品をどの程度効果的に採用しているかを分析し、必要に応じて設計やマーケティング手法を変更するために、5,000 個程度の限定的な製品リリースを実施することがあります。
交換部品または予備部品
少量成形は、ライフサイクルの中期から後期の製品 (産業機械など) のスペアパーツを必要とする業界にとって、コスト効率の高い生産手段となります。データによると、交換用パーツの多くは 10,000 ユニット未満の生産で生産されるため、このプロセスはまさに適しているようです。
ライフサイクルの短い製品
宣伝しやすい季節商品、販促商品、スタートアップ商品など、寿命が長い製品は市場にほとんど存在しません。業界データによると、小規模な射出成形は、1,000~5,000 ユニットの初期販売を目指す、より確立された企業やスタートアップ企業によって頻繁に採用されています。
少量射出成形では、作成されたプロトタイプと部品の大規模な機械加工をさまざまな業界の機能と製造要件に合わせて変更し、市場の需要を満たすための革新、カスタマイズ、および変更が可能になります。

素材の選定
金型の材質の選択は、金型の寿命、機能性、効率性に影響します。一般的に使用される金型の材質には、鋼鉄やアルミニウムがありますが、ベリリウム銅合金はあまり一般的ではありません。硬化鋼の金型は、交換が必要になるまで 100 万回以上使用できるため、耐久性が最も高いため、大量生産に適しています。アルミニウムの金型は壊れやすいですが、軽量で、試作や少量生産には経済的です。
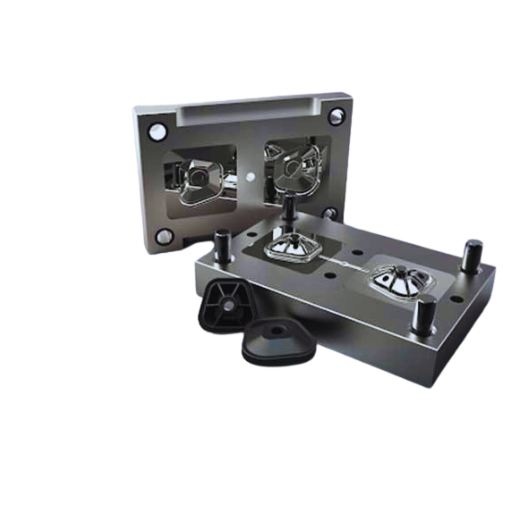
金型
生産要件に応じて、シングルキャビティ金型とマルチキャビティ金型の必要性は異なります。精密さを重視する少量生産ではシングルキャビティ金型の方が適していますが、大量生産ではマルチキャビティ金型が好まれます。たとえば、マルチキャビティ金型は、1 回の実行で複数の同一部品を製造できるため、サイクル時間が大幅に短縮されるため、需要の高い業界に便利です。
部品の設計と複雑さ
金型設計者は、金型を設計する際に、部品の形状、寸法、複雑さのレベルを考慮する必要があります。反りやヒケを避けるために、壁の厚さやアンダーカット、ドラフト角度、リブ パターンなどの要素を計画する必要があります。研究によると、壁の厚さが均一であれば、金型の流動性が向上し、材料にかかるストレスが軽減されるため、部品の品質が向上します。
冷却システムは、最終製品の品質と生産性に影響を与えるため、さまざまな種類の射出成形システムにおいて重要な役割を果たします。
金型内部の冷却チャネルの使用は、サイクル タイムを短縮し、製造される部品の品質を向上させるため、非常に重要です。3D プリントされた金型部品を活用するコンフォーマル冷却と呼ばれる最近の方法は、従来の線形チャネル冷却と比較して、冷却時間を最大 30% 短縮できることが実証されています。これにより、生産性が向上するだけでなく、必要な寸法の達成にも役立ちます。
生産量
年間生産数によって金型のコストと設計方法が決まり、通常は生産量のより有用な測定基準となります。少量生産の場合、アルミ金型などのソフトツールを使用すると、初期のツールコストを 50% 削減できます。ただし、大量生産の場合、耐久性とサイクルあたりのコストが低いため、硬化金型の方が長期的にはコスト効率が高くなります。
許容範囲と精度の要件
航空宇宙や医療機器などの特定の業界では、射出成形部品に非常に厳しい許容誤差と精度が求められます。これらの要求により、高精度の加工と厳格な品質検査を備えた金型の設計も求められます。これらを製造する最も一般的なプロセスは、コンピュータ数値制御 (CNC) 加工と放電加工 (EDM) です。
Financials
長期的な維持管理と効率を考慮した、莫大な初期ツール費用は、コストを考慮しながら行う必要があります。大量生産の場合、硬化鋼の金型への投資は最初は高額になる可能性がありますが、寿命が長く、メンテナンスの必要性が低いため、将来的には節約につながる可能性があります。
ゲートランナーシステム
ゲートとランナーを効率的に設計することで、金型キャビティの充填中に無駄になる材料を最小限に抑えることができます。効率が重要となる大規模生産では、ランナーの無駄をなくしながらサイクル時間を改善できるため、価格が高くてもホットランナー システムが好まれるようになります。
上記を考慮すると、メーカーは、生産目標、材料、資金リソースに最適な射出成形金型を選択または開発し、可能な限り低価格で最高の結果を達成できます。
生産性の向上とコスト削減を目指すメーカーにとって、アルミニウム型は優れたソリューションとなります。アルミニウム型の主な利点の 1 つは、サイクル タイムが速いことです。アルミニウムの優れた熱伝導率により、サイクル タイムはスチール型よりも 5 ~ 10 倍速くなります。熱が急速に放散されるため、部品の冷却が速くなり、リード タイムが短くなります。
さらに、アルミ金型はスチール金型に比べて軽量なので、セットアップやメンテナンスの際の取り扱いが簡単です。軽量であることと、強度と耐久性に優れた QC-10 や Alumec 89 などの新しいアルミ金型合金との組み合わせにより、取り扱いが容易なため運用停止時間が少なく、低~中程度の生産量 (最大 100,000 サイクル) に適しています。
コスト削減も大きなメリットです。アルミニウムの金型は、スチールの金型に比べて、加工時間やその他の製造コストが削減される点ではるかに効率的です。必要な投資が少なくて済むため、試作、カスタム部品の生産、市場検証にコスト効率が高くなります。
最後に、アルミニウムは機械加工が可能で、高精度の複雑なデザインが可能になり、金型内で正確で複雑な形状を実現できます。この機能は、自動車、医療、一般消費財など、部品に高い精度が求められる業界に役立ちます。
金型コストを評価すると、アルミニウム金型はスチール金型に比べて大幅に安価です。節約できる主な理由は、アルミニウムの材料費が安いことと、スチールよりも切断、成形、穴あけが簡単なため加工時間が短く、射出成形プラスチックでの使用に適していることです。平均すると、アルミニウム金型は、部品の複雑さと数量に応じて、スチール金型よりも 15 ~ 30% 安価です。このため、中程度の生産量のプロジェクトや、迅速な反復が必要なケースでは、アルミニウムが適しています。
アルミニウム金型のリードタイムも、スチール金型のリードタイムよりはるかに短くなっています。アルミニウムの機械加工性の向上により、生産時間は 35 ~ 50% 短縮され、金型のリードタイムは 2 ~ 4 週間になります。一方、スチール金型のリードタイムは 6 ~ 10 週間です。これは、より速い開発サイクルを必要とし、より速いペースで製品を市場に投入したい業界にとって特に便利です。
アルミ金型にはコストと時間の面で大きな利点がありますが、主な欠点はスチール金型に比べて摩耗が早いことです。つまり、アルミ金型は低~中程度の生産量(通常は最大 100,000 回の射出成形サイクル)に適していますが、スチール金型は寿命が長いため、大量生産にはより経済的です。アルミとスチールのツールのそれぞれのオプションには、生産量、部品設計の複雑さ、および期間に応じて、利点と欠点があります。

少量射出成形は、初期投資を抑えて少量の部品を製造したいメーカーにとって、非常に利用しやすくなりました。このプロセスでアルミニウム型を使用すると、従来のスチール型と比較して、ツールコストを 30 ~ 50% 削減できます。試作、市場テスト、またはニッチな製品の需要を満たすためのこの最も低コストのオプションにより、少量射出成形は魅力的な使用方法となっています。
より高速なアルミ金型により、メーカーは市場の需要を満たすことができ、少量生産の射出成形金型にプラスの影響を与えられます。少量生産の射出成形金型の開発サイクルは、部品の設計と要件の複雑さに応じて 2 ~ 4 週間かかります。医療業界と自動車業界は常に競争で優位に立つことを目指しており、生産のスピードはそれに役立ちます。
さらに、少量射出成形で廃棄物を削減することで、環境に優しくコスト効率が向上し、企業と社会の両方に利益をもたらします。結果として得られるコスト削減、ターンアラウンド時間の短縮、持続可能性の向上により、少量射出成形は現代の製品開発と製造に不可欠なものとなっています。
少量射出成形の改良により、製造業者はターンアラウンドタイムを短縮して効率性を高めることができました。高度な成形技術と自動化により、小規模生産に必要な時間を数週間から 15 日間に短縮できます。さらに、最新の CAD および CAM テクノロジは設計と生産の統合に役立ち、プロトタイプとツールの準備に費やす時間を最小限に抑えます。
スピードの向上は製品サイクルの開発に役立ち、特に射出成形会社などの企業に、市場のニーズ、緊急の注文、さらにはサプライ チェーンの問題に対応する柔軟性をもたらします。調査によると、短い生産サイクルを採用すると、特にペースの速い消費者向け電子機器、自動車、医療機器業界では、市場投入までの時間を 30% 短縮して競争力を高めることができます。これらの効率性により、少量射出成形は、時間が重要な場合のソリューションとして依然として使用されています。
少量射出成形では、精密に設計された金型と製造中の管理された条件を採用することで、製造時に高品質の表面仕上げを実現します。このプロセスにより、擦り傷や反りによる損傷が軽減され、厳格な基準に準拠した完璧な製品が提供されます。厳格なガイドラインに従って製造された製品は、表面の魅力が不可欠な消費財やヘルスケアなどの分野にとって非常に有益です。
壁厚とキャビティ設計を最適化する際、均一な壁厚を維持することに重点を置き、射出成形プラスチックの反り、収縮、その他の欠陥の可能性を軽減します。これにより、材料の流れが一定になり、構造の安定性が向上します。さらに、丸みを帯びたコーナーや十分な抜き勾配などのキャビティ設計機能を考慮し、金型の取り外しを容易にし、部品の品質を向上させます。これらの技術はすべて、特定の用途要件を目的とした、効率的で信頼性が高く経済的なプラスチック部品の設計に役立ちます。
3D プリントされたプロトタイプの開発により、プラスチック部品の設計にかかる時間とリソースが節約されました。設計者はプロセスの早い段階で設計を検証できると同時に、迅速な反復も可能になりました。付加製造技術を採用すれば、いつでも数時間で実体のあるプロトタイプを生成できます。これにより、設計者は設計をテストし、それに応じて改善することができます。調査によると、3D プリントされたプロトタイプを利用すると、製品開発時間を XNUMX% 以上短縮できる可能性があり、これは競争の激しい市場では非常に重要です。
製品を作成する前に設計上の問題を検出して修正できることは、プロトタイプ作成における 3D プリントの最も便利な機能の XNUMX つです。この機能は、成形プロジェクトを成功させるために不可欠です。エンジニアは、高価なツールを使用せずに、部品の正確な物理モデルを構築し、その適合性、機能、製造可能性をテストできます。たとえば、アセンブリ互換のプロトタイプをテストしたり、機能モデルの応力解析を実行して、製造中のコストのかかる変更を減らすことができます。
さらに、3D 印刷技術により、最終製品の材料の特性を模倣した熱可塑性プラスチックや樹脂などの複数の材料を使用できます。これにより、耐熱性や衝撃耐久性のテストなど、特定の環境でのより正確なパフォーマンス テストが可能になります。メーカーは、3D 印刷のおかげで、従来の方法では複雑すぎると考えられるより複雑な幾何学的形状をテストすることもできます。
結論として、プラスチック部品の設計手順において、従来の方法と並行して 3D プリント モデルを使用すると、作業品質が向上し、製品を市場に投入するプロセスが加速されます。
生産の品質を確保し、顧客の需要を満たすには、生産工程で厳格な一貫性を保つことが不可欠です。一貫性を実現するために採用されている戦略の 0.001 つは、生産のすべてのレベルで厳格な品質管理 (QC) プロセスを設定することです。これらのプロセスには、自動光学検査 (AOI) システムや欠陥を捕捉するためのインライン寸法測定などの最新の検査方法の適用が含まれます。これらの技術の採用により、不良部品が大幅に減少し、一部のメーカーは不良率が XNUMX% まで低下したと主張しています。
プロセスと材料の標準化も重要な要素です。設定されたパラメータを持つ自動製造システムを使用すると、複雑なプラスチック部品の生産工程全体で一貫性が確保されます。機器の適切な調整と一貫した原材料バッチの使用により、完成品のばらつきが低減され、品質の維持に役立ちます。調査によると、特定の業界で標準化されたワークフローを採用すると、生産性が最大 25% 向上することが示されています。
データを使用して生産プロセスを監視することは、非常に役立ちます。IoT センサーをマシンに接続することで、温度、圧力、サイクル タイムなどの動作条件を監視できます。異常を検出してすぐに解決できるため、ダウンタイムや生産工程の均一性に関する問題を最小限に抑えることができます。業界統計によると、IoT ソリューションの影響を受けたメーカーは、計画外のメンテナンスが最大 30% 減少しています。
最も重要なのは、適切な従業員トレーニングと文書化された標準操作手順 (SOP) の遵守が一貫性を維持するための鍵となることです。十分なトレーニングを受け、詳細な生産プロセスを備えた対応力のあるチームは、問題が発生する前に逸脱を検出して修正できるため、高品質の製品を継続的に生産できます。

CNC 加工の効率、汎用性、精度により、高精度のプロトタイプを作成できます。手作業を必要とする従来の加工とは異なり、CNC 加工では金属、プラスチック、さらには複合材料を使用して行うことができるため、効率性が向上します。これにより、エンジニアは設計の形状、適合性、機能性をテストしながら、製品開発プロセス全体で必要な反復回数を減らすことができます。
さらに、CNC マシンが提供するスピードは、プロトタイピングに関しては驚異的です。最近設計された CNC 機器は、従来の製造機器よりも何倍も速く部品を製造でき、許容誤差は約 ±0.005 インチです。最近の業界データは、これがいかに効率的であるかを示しています。CNC プロトタイピングにより、市場投入までの時間を最大 50% 短縮できます。これは、競争が激しい自動車、航空宇宙、電子機器などの業界に大きなメリットをもたらします。
さらに、CNC 加工は複雑な形状や入り組んだ特徴を簡単に構築できるため、設計の柔軟性をサポートできます。最新の多軸 CNC マシンは、アンダーカット、内部チャネル、その他多くの難しい特徴を備えた設計に対応できます。この精度は非常に高いため、二次プロセスは不要で、プロトタイプの生産コストを低く抑えることができます。その柔軟性は、単一のプロトタイプ生産から少量生産まで拡張できることからも明らかです。
CNC 加工により、材料特性のテストも容易になります。強度や耐久性から耐熱性まで、エンジニアは材料が実際にどのように動作するかを研究できます。これは、急速射出成形における材料の選択に不可欠です。この情報は、大量生産に適した材料を選択するのに役立ち、リスクを軽減し、射出成形プロジェクトにおける長期的な信頼性を確保します。
精度、速度、柔軟性の組み合わせにより、CNC 加工は試作において非常に貴重な資産となっています。これにより、ほぼすべての分野でイノベーションと製品開発がさらに加速しました。
CNC 統合射出成形機は、現代の製造業における最大のイノベーションの 1 つです。現在、金型の製造には CNC 加工が採用されています。射出成形金型加工への CNC の統合により、生産プロセス全体が大幅に改善され、市場での所要時間が短縮されると同時に、製品の精度が確実に達成されます。
プロセスのずれは自動化を遅らせます。近代化された CNC 機械メーカーは、許容レベル ±0.005 mm の金型を特徴としています。硬化鋼やアルミニウムなどの高性能材料を使用することで、金型は頻繁なメンテナンスや交換に耐え、多数の生産サイクルに耐えることができるため、コストを削減できます。
変化には新たな可能性が伴います。ソフトウェアと自動化の新たな変化により、さまざまな CNC 加工システムを射出成形機に直接リンクできるようになりました。このリンクにより、金型設計、部品の収縮、材料の流れを総合的に最適化し、効率を向上させることができます。通常の試行錯誤法ではなく、デジタル シミュレーションを使用すると、金型の構築とテストにかかる費用を 30 パーセント削減できます。
さらなる開発は、ハイブリッド製造手法の統合にも役立ちます。たとえば、CNC 加工は複雑な金型要素に最適であり、射出成形はこれらの要素を数百ユニットから数百万ユニットまでの大量生産で効果的に複製します。このレベルの精度と効率は、医療機器製造や自動車製造などの業界では厳しい品質規制を満たす必要があるため、有利です。
スマート製造技術の導入により、CNC 加工と射出成形の融合の将来が決まります。機械学習アルゴリズムと IoT 技術を備えた監視システムは、金型の使用状況を追跡し、欠陥を予測してプロジェクトのアイドル時間を 25% 削減するのに役立ちます。効率とコストの削減は引き続き向上し、現代の製造システムにおけるこれらの技術の役割がさらに強化されます。
現代の射出成形会社は、柔軟なプロセスとテクノロジーを活用して、少量生産時の効率性を高めることができます。CNC 加工は設計適応率が速く、高価なツールの変更を必要としないため、少量で高品質の部品を簡単に製造できます。さらに、3D プリントは、迅速な反復とより短いリード タイムラインで低コストを実現できるため、試作や少量生産の安価な代替手段となります。これらのアプローチを最適化されたワークフローとデジタル設計ツールと統合すると、材料の無駄を最小限に抑え、リソース効率を最大限に高め、少量生産をより簡単に、コスト効率よく行うことができます。
A: 少量射出成形は、100 個から 1 万個程度の少量のプラスチック部品を生産するための機械的な製造方法です。これは、生産数が自動射出成形機のコストに見合わない場合に有効です。
A: 少量プラスチック射出成形は、試作品や、 小規模生産従来の射出成形方法は大量生産に重点を置いており、金型への投資に高額な費用がかかることから参入障壁が高くなります。
A: 少量射出成形の利点としては、入力コストの削減、時間効率、ある程度の設計の自由度などが挙げられます。この方法は、汎用プリンターのスロットを埋めるために桁違いの費用をかけずに、プロトタイプの市場受け入れテストを行うのに特に役立ちます。
A: プロトタイプ段階、特殊製品やカスタム製品など、製造する必要のある部品が少数の場合、または製品を市場に投入して本格的な生産を開始する前にその実現可能性を判断しようとしている場合は、少量のプラスチック射出成形について検討を開始する必要があります。
A: 少量プラスチック射出成形には、ポリカーボネート、ABS、ポリプロピレン、ナイロンなど、さまざまな熱可塑性材料を使用できます。材料の選択は、強度、柔軟性、耐熱性などの成形品の特性によって決まります。
A: 複雑な構造の少量射出成形も可能です。金型製作技術の向上により、多くの射出成形業者が扱う少量生産でも、精巧で精巧な複雑な特徴を成形部品に組み込むことができるようになりました。
A: 少量生産では、通常、初期ツールやセットアップコストが少なくて済むため、 プラスチック射出成形サービス 予算を重視する中小企業や開発者向け。ただし、規模の経済性により、部品当たりのコストは大量生産よりもはるかに高くなる可能性があります。
A: 射出成形工は、射出成形機を操作し、プロセスパラメータを定義し、成形部品の最終出力が高品質であることを保証する人です。少量の射出成形では、特に少量生産の状況では、成形工は小規模な生産工程のプロセスを改善する上で非常に重要です。
A: 少量生産のプラスチック射出成形における制約としては、大量生産に比べてコストが比較的高いこと、3D プリントされた射出成形金型などの迅速なツール作成方法により設計が模倣されることなどが挙げられます。
A: 自動車、医療、家電、航空宇宙の各業界では、成形部品の高精度、カスタム ニーズ、短納期が求められるため、少量のプラスチック射出成形サービスが利用されています。
1. 化粧品コンパクトの少量射出成形用高速ツール:(ベラ、2023)
情報に基づいた結論:
方法:
2. 少量射出成形部品に対するフリーフォーム射出成形技術の妥当性の評価:設計科学の観点から(シャリフィ他、2021)
重要な詳細:
メソッド:
3. マイクロパウダー射出成形によるジルコニアマイクロパーツの流動性と成形性(アミンら、2024)
重要な情報
どのようにステップを踏んだか:

