
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
プラズマ切断は、精密切断の好ましい方法として自動車業界や建設業界でますます普及しつつあります。急速に普及が進む中、その実際の仕組みに関する知識のギャップがあるようです。現在、重要な疑問の 1 つは、プラズマ切断で交流 (AC) システムが使用されるのか、直流 (DC) システムが使用されるのかということです。これを知ることは、機器の有効性、機能性、切断の品質に影響するため重要です。プラズマを使用した切断は効率的です。このガイドでは、プラズマ切断の基本コンポーネントと、電流の種類がそれに与える影響について説明します。これにより、どの構成がニーズに最も適しているかをよりよく理解できるようになります。専門家もテクノロジー愛好家も、この指導資料で提供される情報を高く評価するでしょう。この資料では、しばしば無視され、十分に理解されていないプラズマ切断の電流の種類 (AC 対 DC) の問題が取り上げられています。
その プラズマ切断のプロセス トーチと電気アークを使用してイオン化したガスを加熱し、高温で金属に切断します。ガスと電気の組み合わせを使用し、ガスをプラズマに変えて電気アークを発生させ、鋼、銅、アルミニウムなどの金属を切断します。このプロセスは、ほぼすべての金属を切断する能力を備えており、切断を迅速かつ正確に処理するのに非常に効果的です。このプロセスは、30,000°Fの温度に達する可能性があり、プラズマ加熱と材料の溶融につながります。上記の利点と使いやすさにより、産業用途で広く使用されています。
プラズマ切断には多くの利点があり、金属加工業界で人気がある理由がそこにあります。まず、プラズマ切断は、導電性のあるさまざまな種類の金属(鋼、ステンレス鋼、アルミニウム、銅など)を切断できるため、非常に柔軟性があります。さらに、プラズマ切断は正確で、きれいな切断面が得られるため、追加の二次処理が不要になることが多く、生産サイクル全体の時間を節約できます。後者の点は、プラズマ切断が CNC システムによって補助され、大規模なプロジェクトで非常に正確で再現性の高い結果を生み出すため、真実です。これらすべての要因により、プラズマ切断は今日の業界で最も有用なプロセスの 1 つとなっています。
切断を効果的かつ正確に行うには、プラズマ切断システムは連携して動作する複数の部品で構成されている必要があります。以下は主要なコンポーネントとその機能です。
電源
電源装置は交流 (AC) を直流 (DC) に変換し、プラズマアークに対応しています。AC 電源装置は最新のもので、効率性に優れています。これらの電源装置は、材料の厚さや種類に関係なく、安定した電力を供給できます。出力アンペア数によって定格が決まっており、薄い材料を切断するための 30A 未満のものもあれば、重工業作業用の 200A を超えるものもあります。
プラズマトーチ
プラズマ システムによる切断には、切断用のトーチが必要です。メインのプラズマ トーチは、プラズマ アークを使用してワークピースの複合材料を切断します。このトーチには、プラズマ ストリームを形成する電極とノズルなど、プラズマに直接接触するための部品がいくつかあります。耐久性と快適性に優れた切断トーチには、冷却水または空気用のコンパートメントが組み込まれており、これらの冷却水または空気はオペレーターの手の領域に送られます。
ガス供給システム
プラズマによる精密な切断は、ガスの継続的な流れの維持に依存します。使用可能な圧縮ガスには、圧縮空気、窒素、酸素、アルゴンの 4 種類があり、対象材料と切断品質に応じて選択します。炭素鋼の切断には酸素が優れた結果をもたらしますが、ステンレス鋼とアルミニウムの切断にはアルゴンと水素の混合ガスが適しています。
CNC制御システム
数多くの高度なプラズマ切断システムにより、CNC (コンピュータ数値制御) 機能による精密プラズマ切断の自動化機能が実現します。CNC システムはデジタル設計図を受け取り、コンポーネントの切断エッジに正しい座標がマークされた、事前に記録された動作パスにトーチを誘導します。CNC 自動化を使用すると、プラズマ切断タスクにおける複雑な切断や連続切断の効率が向上します。
冷却ユニット
冷却システムにより、部品や消耗品の過熱を防止します。プラズマアークがトーチや電源を過熱しないようにします。空冷または水冷システムを予防的に使用することは、消耗品や装置の寿命を延ばすために不可欠なプロセスです。
作業ケーブルとアースクランプ
プラズマ切断には、作業ケーブルとアース クランプを使用して電気回路を確立する必要があります。クランプは、ワークピースに安全かつ確実に接続して、電流が適切に伝導されるように設計されています。
すべてのコンポーネントは、プラズマ切断システムの操作と有効性に不可欠です。これらを組み合わせることで、幅広い産業および製造活動で高精度の加工が可能になります。
プラズマ切断で使用されるガスの種類は、作業の精度、効率、品質に影響します。また、ガスは切断速度、エッジ品質、生成されるアークの安定性、使用する材料にも大きな影響を及ぼします。プラズマ切断では、圧縮空気、酸素、窒素、アルゴン水素混合物、およびその他のガスが使用され、それぞれが加工部品に特定の用途を持っています。
窒素
ステンレス鋼とアルミニウムの場合、窒素プラズマ切断は他のガスに比べて酸化が少なく、高収率の切断を実現します。最高級のステンレス鋼とアルミニウムで通電される高電流アプリケーションでは、窒素は優れたアーク安定性と非常にきれいなエッジを提供します。
圧縮空気
圧縮空気は、ステンレス鋼、軟鋼、さらにはアルミニウムを中程度の精度で切断できるという点で、非常に汎用性があります。コスト効率が高く、入手しやすいため、優れた選択肢となりますが、特定の材料では酸化したエッジが問題になる可能性があることに留意する必要があります。
酸素
特に軟鋼や炭素鋼を扱う場合、酸素はエネルギーを伝達する導電性ガスを提供しながら、切断速度の向上に大きく役立ちます。酸素は切断に非常に役立ちますが、材料の燃焼を引き起こし、切断面が優れたものになる一方で、その反対に、より粗いエッジにつながります。
水素とアルゴンガスの混合物
このガスの組み合わせは、ステンレス鋼やアルミニウムなどの非常に厚い材料を切断する際に使用されます。アルゴンガスが存在するため、安定したアークが形成され、水素がアークのエネルギーをさらに高め、より滑らかできれいなエッジを実現します。この混合物は、精度が重要な水素アルゴン溶接に使用されますが、その理由は比較的高価であるためです。
ガスの選択は、材料の厚さと希望する切断品質によっても異なります。研究によると、炭素鋼の特定の厚さでは、従来の圧縮空気を使用する方法の代わりに酸素を使用すると、切断速度が 25% 向上します。同様に、アルゴンと水素の混合ガスは、後処理機械加工が必要な表面に最適なエッジの滑らかさを実現することで知られており、最小限の作業で済みます。
ガスの調整と選択は非常に重要です。ガスの圧力と流量の変化により切断性能が大幅に低下する可能性があるためです。最近の技術の進歩により、ガスプラズマ切断システムに自動制御が組み込まれ、操作性能の精度と効率が向上しました。

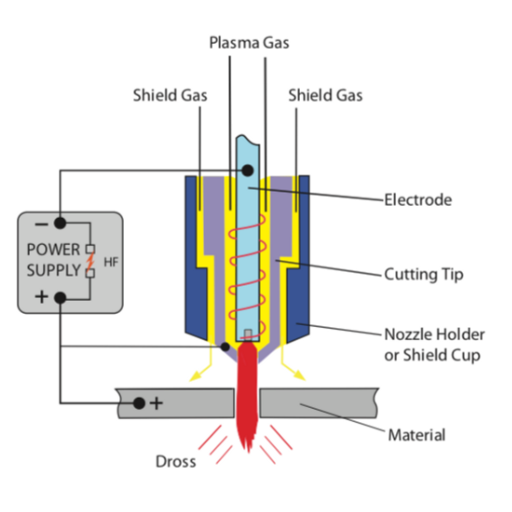
プラズマ切断システムにはプラズマヒーターが装備されているため、エネルギー効率のためにプラズマ切断システムが使用されます。このシステムは、電源からの交流を必要なグレードの電気 DC 直流に変換する DC インバーターまたは AC アンプ パンツで構成されています。プラズマ トーチである負極は電源に接続され、電源の正極はワークピースに接続され、プラズマ ガスは簡単にイオン化されます。
現代のプラズマ切断システムは 200 ~ 400 ボルトで動作し、供給されるエネルギーがプラズマアークを維持するのに十分以上であることを保証します。高速アーク開始のための高周波を保証する「始動回路」を組み込むことで、一定のエネルギーが供給され、効率が向上します。アンペア設定は 20 単位で調整可能で、厚い金属の場合は 200 を超えますが、最大値は材料の種類と厚さ、切断ウィンドウの希望品質によって決まります。この開発により、スチール、アルミニウム、真鍮、銅など、切断に使用できるさまざまな金属が保証されます。プラズマ切断で DC 電源を使用すると、産業用途のプラズマ切断の基準を満たす、迅速かつ正確な材料除去が可能になります。
制御性と効率性に優れているため、DC (直流) は主にプラズマ切断技術で使用されています。安定したアークを生成するため、より細かく正確な切断が可能になります。さらに、DC プラズマ カッターは多くの導電性金属に効果的であるため、工業用途での汎用性が高まります。一方、AC (交流) は不安定なアークを生成するため、切断の品質と信頼性の両方が低下するため、プラズマ切断ではあまり使用されません。最終的には、より高度な作業での精度と柔軟性のために、常に DC が選択されます。
適切な電力設定により、理想的な結果が得られ、機器の寿命が長くなります。プラズマ カッターを使用した材料の切断は、その厚さと切断速度が電力設定によって決まるため、その技術電力レベルに直接比例します。出力が高いほど、カッターは厚い材料を切断できますが、出力が低いほど、精度が最優先される薄い材料を切断できます。パッドが不規則な部分がなく、きれいで滑らかな輪郭に切断されるようにするには、電力供給を一定に保つ必要があります。さらに、材料の種類と厚さが適切に設定されていれば、機器の寿命は長くなります。

プラズマ切断トーチには、切断動作を促進するために連携して明確な役割を果たす以下のコンポーネントが含まれています。
工業レベルでの切断性能を維持するためには、機器のメンテナンスを定期的に実施する必要があり、電極やノズルなどの消耗品の定期的な交換も必要です。
プラズマ切断作業の精度と効率は、消耗品に大きく依存します。高温を維持し、電気を伝導する機械的特性を持つ電極、ノズル、シールドなどの部品は、精密な切断処理とプラズマ システムの稼働のために最適に機能する必要があります。これらの摩耗した部品のメンテナンスや交換を怠ると、アークの安定性が低下し、切断品質が低下し、運用コストが上昇する可能性があります。
一例として、ノズルが挙げられます。ノズルはプラズマアークを正確に供給するため、最も重要な部品の 30 つです。標準以下のオリフィスでは、わずかな変化でもリーディングアークの位置がずれる可能性があり、その結果、粗いカットになる可能性が高まり、周囲の部品に悪影響を与える可能性があります。研究により、消耗品を効果的に管理することで、運用停止時間を XNUMX% 削減できると同時に、ツールの平均寿命を延ばすことができ、産業活動に多大な節約をもたらすことが証明されています。
電極は、電源からのエネルギーを伝達し、プラズマアークを準備するために使用される、もう 1 つの重要な消耗品です。電極は、電気アークの集中と高温により摩耗するため、定期的に交換と検査が必要です。標準以下の電極や過度に使用された電極は、アークを不安定にし、切断速度を低下させ、材料の無駄を招きます。これらの消耗品は間違いなくコストを増加させます。
消耗品のパフォーマンスは、徹底したメンテナンス ルーチンと関連する摩耗パターンの監視によって最適化されます。自動摩耗検出システムなどのその他の高度なテクノロジにより、消耗品の適切な使用が改善され、大量処理にメリットがもたらされます。また、プラズマ切断システム用に設計された高品質の OEM (相手先ブランド製造) 消耗品を使用すると、互換性が強化されるため、システム効率が向上します。
消耗品のケアと交換を優先することで、切断システムの寿命と運用効率を戦略的に改善することができ、メーカーは切断品質の向上と生産コストの削減を実現し、業界の競争環境においてより強い優位性を獲得することができます。
プラズマ切断システムでは、ノズルと電極が切断プロセスに完全に統合された重要なペアを形成し、プラズマを正確かつ迅速に切断するために必要なプラズマアークを生成します。絶縁電極は、通常、タングステンやハフニウムなどの導電性材料で作られ、最初の電気アークを電源に向かって延長し、電気的にイオン化されたガスプラズマを生成します。プラズマは、ガスが極めて高温になり、さまざまな金属を非常に正確に切断できる、液体相を超える物質の状態です。
ノズルは拡張部品とも呼ばれ、銅などの耐熱材料で作られています。ノズルはプラズマアークを制限して誘導し、大量のエネルギーを集中させて切断時の速度と精度を高めます。ノズルのオリフィスの直径を変えると、アークの集中度が大きく変わります。たとえば、オリフィスが小さいほど、よりタイトで正確な切断が可能になり、大きいほど厚い材料に対応できます。
先進的なプラズマシステムでは、ノズル電極ペアの最新設計が一般的に使用されています。たとえば、一部のシステムではデュアルガスまたはシールドガス設計が採用されており、ノズルはガスの流れを制御してアークを安定させ、切断端のドロスを減らすのに重要です。最近の開発データによると、 最適化されたノズル電極配置により切断速度を向上できます 25% のコスト削減と 30% の消耗品費削減を実現し、経済的なメリットをもたらし、産業オペレーションの生産性を向上させます。これらのコンポーネントを管理して、システムが可能な限り長期間にわたって効果的かつ機能的であり続けるようにする必要があります。

CNC (コンピュータ数値制御) プラズマ切断は、特に効率、自動化、精度において、手動プラズマ切断に比べて大きな利点があります。オペレーターは、コンピュータ ソフトウェアを使用して、事前にプログラムされた方法でトーチを使用して切断を実行します。達成可能な加工許容範囲は ±0.01 インチ以内です。これは、仕様が重視される航空宇宙や自動車などの業界にとって有益です。対照的に、手動プラズマ切断はオペレーターのスキルへの依存度が高く、切断の信頼性が低下し、ミスの可能性が高くなります。
材料加工の点では、CNC プラズマ切断は他の追随を許しません。CNC システムは、特定のシート上に部品を最適な方法で配置する高度なネスティング ソフトウェアを使用して、無駄を減らし、材料を節約します。対照的に、手動のプラズマ切断は、最適な間隔とレイアウトを常に維持する必要があり、自動化された機械がなければ維持するのが難しいため、それほど効率的ではありません。
最後に、CNC プラズマ切断に伴うオペレーターの疲労が大幅に軽減され、無人製造が可能になります。このシステムは、長時間にわたって完全に無人で稼働できます。手動プラズマ切断は、小規模またはより複雑なタスクに対してある程度の柔軟性を維持しますが、速度、精度、および汎用性に制限があるため、CNC プラズマ切断は、ほとんどの産業プロセスで最も人気のあるオプションです。
正確さと精度
CNC プラズマ カッターは、ほぼすべての業界で模範となる、±0.005 インチの許容誤差という優れた精度を実現します。この高精度により再現性が保証され、航空宇宙や自動車製造などの部品に対する厳しい要件を持つ業界が、これらのテクノロジーをシームレスに活用できるようになります。
切断速度の向上
手動の技術と比較すると、CNC プラズマ カッターは大幅に高速に動作します。たとえば、このシステムでは軟鋼を毎分 200 インチという高速で切断できるため、生産時間が短縮され、スループットが向上します。
さまざまな材料を切断する能力
これらのマシンは、マシンの種類に応じて 0.5 mm から 50 mm を超えるさまざまな厚さのアルミニウム、スチール、銅、真鍮などのさまざまな種類の導電性材料を処理できます。このような機能により、これらのマシンはさまざまな業界で使用できます。
安価な
CNC プラズマ システムは、正確なネスティングと切断により廃棄物を減らし、材料コストを削減します。機械の効率が向上するため、手作業による切断ははるかに高価になりますが、長期的には大きなコストを節約できます。
自動化と反復
CNC プラズマ カッターは、精度が何よりも重要となる大量生産環境で非常に効果的です。切断は機械にプログラムできるため、ユーザーは同じ切断を偏差なく繰り返すことができます。
洗練されたデザインカッティング
CNC システムは、手作業ではほぼ不可能な角度、円弧、穴などの複雑なパターンを精密にカットする能力に優れています。さらに、CMC システムでは、高度なコンポーネントを簡単かつ正確に作成できます。
オペレーターのストレス軽減
自動化により、オペレーターの介入が不要になり、疲労や人的ミスが軽減されます。さらに、システムには事故の削減に役立つセキュリティ対策が組み込まれています。
無人生産
ほとんどの CNC プラズマ カッターは監視なしで操作できるため、「無人」生産が可能になります。この機能により、オペレーターが不在のときや営業時間外でもノンストップ プロセスが可能になり、生産性が向上します。
セットアップ時間の短縮
CAD/CAM ソフトウェアを使用した設計から製造までの統合は、従来のシステムに比べてはるかにスムーズです。他のアプローチと比較すると、ユニットのプログラミングと作業準備が大幅に迅速になります。
汚染軽減
他の切断技術と比較すると、CNC プラズマ カッターは研削消耗品などの材料の無駄が少なくなります。このため、CNC プラズマ カッターは工業用途に適しており、二酸化炭素排出量も削減されます。
このような利点は、CNC プラズマ切断システムの機能と効率性を証明するものであり、製造技術の近代化に不可欠なリソースとなっています。
プラズマアーク
電気がガスをプラズマに変えるときに、イオン化されたガスが生成され、プラズマアークと呼ばれるものに変換されます。この高温のアークは、驚異的な華氏 30,000 度の温度に達し、バターのように金属を切り裂くことができます。
トーチ高さ制御 (THC)
CNC プラズマ システムの注目すべき点は、トーチがワークピースから適切な距離に設定されていることを確認するトーチ高さ制御機能です。正しい高さは、切断品質を最適化するだけでなく、消耗部品の寿命を延ばすため、非常に重要です。
カーフ幅
切り込み幅は、プラズマ切断中に無駄になる材料として定義されます。切り込み幅は、組み立てられた部品のフィット感に影響を与える要因の 1 つであるため、切断の精度を決定する上で重要です。
切削速度
切断速度は、インチ/分またはミリメートル/秒で測定され、プラズマトーチが材料の表面を移動する速度に関係します。速度が速いほど、反りが軽減され、熱影響部が隆起する量が減り、プラズマ作業中の生産性が向上します。
刺すような
指定された形状を切断する前に、まず開始穴をドリルで開ける必要があります。この作業はピアシングと呼ばれます。スムーズな開始を確実にするために、トーチの高さを適切に制御し、遅延時間を実行してブローバックをブロックする必要があります。
運転時間やサイクル
デューティ サイクルは、プラズマ カッターが過熱せずに 10 分間に動作できる時間を定義します。たとえば、デューティ サイクルが 60% のシステムは、XNUMX 分間の冷却が必要になる前に XNUMX 分間連続して切断できます。
熱影響部 (HAZ)
熱影響部とは、切断されたエッジと、その周囲の材料のことで、熱によって特徴が変わります。HAZ が大きすぎると、構造はそのまま残りますが、貴重な材料が失われるため、HAZ が大きすぎないようにすることが重要です。
消耗品
消耗品には、プラズマ切断トーチのノズル、電極、シールドが含まれます。切断品質と作業効率は、これらの摩耗した部品を頻繁に追跡して交換することにかかっています。
CNCコントローラ
デバイスのコンピュータ数値制御とも呼ばれる CNC コントローラは、デジタル設計とそれぞれの機械の切削動作間のインターフェイスとして機能します。強力なコントローラの高度な機能には、材料使用のためのネスティング最適化や、正確で複雑なパス移動の有効化などがあります。
ガス流量
ガス流量とは、プラズマアークの生成とその安定性の維持に必要なガスの量を指します。ガス流量を適切に制御することで、さまざまな種類の材料を一貫して切断し、ドロスを減らすことができます。
これらの用語を理解することで、オペレーターは CNC プラズマ切断システムを最大限に活用しやすくなり、さまざまな業界全体で生産性が向上し、成果が向上します。

エアプラズマ切断と高精度プラズマ切断はどちらも独自の用途があり、その違いは数文で説明できます。たとえば、エアプラズマ切断では、圧縮空気がプラズマガスとして使用されるので、かなり安価で、さまざまな分野やそれほど精密でない作業に便利です。細かい部分があまり重要でない薄いシートを切断する場合に最適です。一方、高精度プラズマ切断では、特定のガス混合物を使用した特別なトーチ設計が使用され、非常に正確できれいな切断が実現され、ドロス残留物はほとんどありません。これは、航空宇宙や自動車製造など、エッジの品質要件が高く、高精度が求められる分野で使用されます。すべては、いずれかの方法、材料、予算に対するユーザーの好み次第です。
プラズマ切断システムは、通常、最高品質の繰り返し切断を保証するコンピュータ数値制御 (CNC) システムの一部として、自動または半自動で動作するように機械化されています。これらのシステムは、速度、効率、および正確さが求められる産業用途に最適です。たとえば、高度な機械化システムでは、システムの出力に応じて、200 インチ以上の深さまで切断しながら、2 インチ/分 (IPM) の速度で薄い材料を切断できます。これらのシステムには、自動高さ調整や高度なガス循環制御などの機能が組み込まれていることが多く、生産性が向上し、切断の品質がさらに向上します。
一方、ハンドヘルド システムはよりポータブルで多用途であるため、現場での製造、メンテナンス、修理作業に適しています。これらのシステムは、標準ユニットでは厚さ 1 インチ以下、ヘビーデューティー ユニットではそれ以上の軟鋼、ステンレス鋼、アルミニウムの切断にも使用できます。最新のハンドヘルド カッターは、インバーター技術と人間工学に基づいた設計を採用しており、使いやすさと全体的な生産性が向上しています。大量生産が行われる工場環境では機械化システムが主流ですが、ハンドヘルド システムはさまざまな作業環境に適応しやすく、小規模な作業や移動を必要とする作業にはより手頃な価格のオプションです。
システムの選択は、生産規模、材料の詳細、ビジネス目標などの基準によって決まります。
インバーター プラズマ カッターは、効率、携帯性、パフォーマンスを向上させるために高度な電子機器を組み合わせた、最新技術の最新版です。これらのシステムのインバーター トランス テクノロジは、高電圧入力からより低く安定した出力にエネルギーを変換できます。これにより、プラズマ アークの正確な制御により、材料の無駄を最小限に抑えながら、よりクリーンで高速な切断が保証されます。
逆プラズマカッターを備えた Alijah は、軽量でコンパクトな設計により、建設現場、モバイル アプリケーション、ワークショップでの使用が容易になり、無限の可能性を秘めています。従来の変圧器システムとは異なり、これらのインバータ ベースのモデルは消費電力を抑えながら高い出力を実現し、エネルギー効率が高く、環境的に持続可能となっています。
インバーター プラズマ カッターの性能パラメータは、困難な作業の連続作業のために、より高いアンペアで 35 ~ 60 パーセントのデューティ サイクルを備えています。各モデルには独自の仕様がありますが、ほとんどのモデルは最大 1 インチの厚さの鋼、アルミニウム、その他の導電性金属を切断できます。これらのシステムは改良されているだけでなく、アークの安定性も高く、切断パラメータも高いため、あらゆるスキル レベルの人が簡単に操作できます。
パイロットアークと自動再起動機能を使用すると、オペレーターは、表面が粗い材料や穴が開いている材料を切断する際の使いやすさを向上できます。多くのインバーター カッターには、さまざまな産業ニーズに合わせて微調整できるデジタル ディスプレイとプログラム可能な機能が備わっています。全体として、インバーター プラズマ カッターは、機動性、精度、手頃な価格の最高の組み合わせを提供し、現代の産業専門家にとって高度なオプションとなっています。

出力と容量
購入予定のプラズマ カッターの出力を、切断予定の材料の厚さに合わせて評価することが重要です。ほとんどのデバイスには、切断可能な最大厚さが記載されていますが、これは通常、プラズマ切断システムに使用できる最大アンペア出力と電力に依存します。たとえば、40 アンペアのプラズマ カッターは、厚さ 5/8 インチを超えない材料を効率的に切断しますが、60 ~ 100 アンペアのより高価なモデルは、1 インチ以上の厚さの金属を切断できます。プラズマ カッターを購入する前に、特定の切断条件を評価して、必要な要件を満たすか、それを超えることを保証することをお勧めします。
入力電源の種類
一部のモデルは 110V と 220V の入力電源を備えており、その他のモデルはデュアル電圧機能を備えています。これらのタイプ II 電圧システムは、ユニットが自宅の作業場 (110V) や商業施設 (220V) などの場所で動作できるため、柔軟性に優れています。不要な問題を回避するために、地域の電気工事を確認してください。
運転時間やサイクル
デューティ サイクルは、冷却段階が必要になる前にプラズマ カッターが中断なく動作できる時間を表します。たとえば、60 アンペアで 50% のデューティ サイクルのマシンは、冷却が必要になる前に 6 分間連続して 10 分間動作できます。高容量または工業用作業の場合は、ダウンタイムを最小限に抑えながら効率を最大化するために、より高いデューティ サイクルのマシンを使用するようにしてください。
携帯性と重量
プラズマ カッターにはさまざまな重量とサイズがあります。軽量モデル、特にインバーター設計のモデルは、20 ~ 60 ポンドの範囲です。機器を頻繁に移動させる予定の場合は、持ち運び用のハンドルまたはケースが付いた、コンパクトで軽量なモデルが便利です。コンパクト モデルでは、持ち運びのためにパフォーマンスや必須機能を犠牲にする必要はありません。
追加の機能とテクノロジー
パイロットアークまたはドラッグカットとポストフロー冷却システムにより、機械の使いやすさと耐久性が向上します。たとえば、パイロットアーク プラズマ カッターは、接触を必要とせずに錆びた表面や塗装された表面を切断するのに適しており、より正確で便利です。トーチ消耗品は各切断後に冷却されますが、ポストフロー冷却システムはこれに役立ちます。特定の用途に役立つ機能を検討してください。
資金と利用可能な消耗品を適切に使用してください。ノズルと電極に加えて、電極、ノズル、カップもプラズマ切断のプロセスに影響を与える重要なアイテムです。コスト効率が良く、簡単に入手できる消耗品を備えたマシンを購入すれば、長期間にわたってスムーズに動作することが保証されます。
カスタマー サービスと保証の制限は、優れたカスタマー サポートを備えた新しい保証です。一方、トップ ブランド製品には 1 年から XNUMX 年の保証が付いており、非常に幅広いテクニカル サポートも受けられます。メンテナンスまたは交換のみの保証を提供しているかどうかを確認してください。
これらの要素をチェックすることで、適切なプラズマ カッター モデルの計画が簡単になり、作業の生産性が向上するという望ましい結果が得られます。
プラズマ カッターの電力消費量は、切断する材料の種類と厚さによって異なります。厚さ 110/22 インチの材料を扱うような軽い切断作業の場合、通常は XNUMX ~ XNUMX アンペアの切断出力で十分です。中程度の難易度の作業の場合、厚さ XNUMX/XNUMX ~ XNUMX/XNUMX インチの材料を扱う場合は、XNUMX ~ XNUMX アンペアが必要です。厚さ XNUMX/XNUMX インチを超える材料を扱う重作業の場合は、出力 XNUMX アンペア以上のプラズマ カッターを使用するのが最適です。これらの要件に加えて、作業スペースの状況とニーズに応じて、マシンの電圧互換性 (XNUMX V または XNUMX V など) を確認することをお勧めします。
パフォーマンスと予算の期待に応える理想的なプラズマ カッターを選択するには、切断のニーズとマシンの機能、およびコストを分析する必要があります。単純で頻度の低い作業の場合、出力が 30 アンペア未満のコスト効率の高いエントリー レベルのモデルで、信頼性の高い結果が得られることがよくあります。ただし、中程度から重い作業の場合は、より高いアンペア数のモデルが必要です。これらのモデルは高価ですが、十分なパワーと材料の耐久性には必要です。また、使いやすさ、デューティ サイクル、消耗品の寿命がパフォーマンスと長年にわたる運用コストに与える影響も考慮してください。適切な品質とサポートを確保するために、適切なメーカーを選択してください。

プラズマ カッターを使用する際の怪我を防ぐために、オペレーターは個人用保護具 (PPE) に適したツールを使用する必要があります。これらのツールには次のものが含まれます。
業界標準を満たす PPE の遵守は、ユーザーの安全を確保する上で重要です。PPE を頻繁にメンテナンスおよびチェックすることで、保護が強化されます。
所定の安全対策を講じてプラズマ切断作業を効果的に行うには、作業スペースを確保する必要があります。考慮すべき重要な要素を以下に挙げます。
これらおよびその他の対策により、職場の安全規制の遵守が確保されるだけでなく、事故や機器の故障による生産性の低下も最小限に抑えられます。
これらの方法に従うことで、プラズマ切断装置のパフォーマンスが向上し、安全性が強化され、動作寿命が延びます。

A: プラズマ切断は、イオン化されたガスの高速ジェット流を使用して導電性材料を切断する方法です。ガス (通常は圧縮空気) を流れる電流によってガスが形成され、高温のプラズマ ジェットとして放出されます。このジェットによって金属が溶解し、その高温によって溶融物が押しのけられてきれいな切断面が作られます。
A: プラズマ切断には主に DC (直流) 電源が必要です。切断にはプラズマアークが必要なので、電源装置は AC 入力を DC 出力に変換します。効率の高い DC は AC 回路に比べて燃焼が不安定になります。ただし、一部のシステムではアークの開始や力率補正に AC 電圧を使用します。
A: プラズマ切断加工にはさまざまなシステムがありますが、基本的なものは、電源、プラズマ トーチ、電極とノズル、ガス供給システム、ワークピースです。電源の主な機能は電流と電圧を供給することであり、トーチはノズルと電極を保持します。ガスの流れは、ガスをイオン化し、アークを維持する上で重要な役割を果たします。
A: 電源システムは、交流入力を直流出力に変換することで動作し、プラズマアーク切断プロセスに必要な電圧と電流を生成します。このようなシステムの一般的な開回路電圧は約 240 ~ 400 ボルト DC です。アクティブな切断アーク中の電流は、特定の切断条件に応じて約 100 ~ 200 V です。高性能電源ユニットには、電力補正係数やアークを開始するための高周波機能などの機能があります。
A: この技術は、圧縮空気源をプラズマガスとして使用するため、低コストで実現できます。汎用性があるため、さまざまな導電性切断金属を作成できます。酸素燃料切断よりも切断速度が速く、切断幅が狭くなります。他の切断方法と比較して、空気プラズマ システムはセットアップが簡単で、持ち運びも簡単です。
A: プラズマ カッターの性能は、その出力レベルによってのみ左右されます。厚い材料をはるかに高速で切断する能力があります。また、出力が高いほど切断品質も向上するため、切断品質にも影響します。精密プラズマ アプリケーションでは、生成されるドロスも、出力が低い場合よりも大幅に少なくなります。プラズマ カッターの出力の標準測定単位はアンペアで、工業用途では通常 20 アンペアから 400 アンペア以上です。
A: 他の切断技術と同様に、プラズマ切断にも利点があります。たとえば、プラズマ切断では導電性のあるステンレス鋼やアルミニウムも切断できるため、酸素燃料切断は採用されていません。厚さ約 1 インチの材料の場合、レーザー切断よりもはるかに高速です。ウォータージェット切断はより大きな材料を処理できますが、薄い材料の場合はプラズマ切断の方が一般的に高速で低コストです。それに加えて、プラズマ切断では酸素燃料切断に比べて熱影響部が低くなります。
A: パイロットアークは、プラズマカッターのメイン切断アークを開始する最初の低電流アークで、通常はガスイオン化に高周波を利用してトーチ本体内の電極とノズルの間で生成されます。パイロットアークが形成され、トーチがワークピースの近くに配置されると、プライマリプラズマアークが金属に移動し、切断電流の経路を提供し、導電性材料になります。このアプローチにより、特に錆びた表面や塗装された表面で効果的なアーク開始が保証されます。
論文 1:「アーク負荷によるソフトスイッチングパルスコンバータのダイナミクスの制御」
論文2:「プラズマ中のせん断不安定性の有無によるプラズマ溶接/切断の研究のレビュー」
論文3:「熱プラズマシミュレーション技術の見直し」

