
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
PTFEは応力を受けるとクリープし、温度変化で膨張し、加工後にはスプリングバックするため、厳しい公差を維持することは困難です。PTFE部品の標準公差は±0.001インチから±0.005インチですが、この範囲のより狭い範囲を達成するには、応力緩和、固定具、工具選定など、綿密な戦略が必要です。このガイドでは、CNC旋削、フライス加工、穴あけ加工において、PTFEの寸法を仕様範囲内に維持するための実用的な手法を解説します。公差以外のプロセスの詳細については、当社の包括的な資料をご覧ください。 PTFE加工ガイド.

PTFE は、その特性により、部品のサイズと複雑さに応じて、±0.001 ~ ±0.005 インチの加工公差が許容されることがよくあります。PTFE は応力を受けると変形する傾向があるため、大型部品や複雑な形状の部品では、より広い公差が必要になる場合があります。寸法精度と全体的な精度を保証するために公差を設定するときは、PTFE の一定の熱膨張と低い剛性を念頭に置く必要があります。
PTFE の標準機械加工許容差は、次の要素によって異なります。
これらすべての注意事項を考慮することで、PTFE 部品の信頼性と精度を確保できます。
これらの要因は、PTFE の加工に伴う困難さ、および正確な許容差、良好な作業条件、適切な PTFE 加工ツールに関するすべての要件を適切に準備または満たす必要がある理由を示しています。
PTFE(ポリテトラフルオロエチレン)は、機械加工性に直接関係する機械的特性により、他の熱可塑性プラスチックとは一線を画しています。たとえば、PTFE の剛性は PEEK(ポリエーテルエーテルケトン)やポリカーボネートよりもはるかに低くなっています。さらに、剛性が低く、熱膨張係数が高いため、PTFE は温度変化や機械加工操作による寸法変化の影響を受けやすくなります。このため、寸法安定性に優れた他の熱可塑性プラスチックに比べて、許容誤差がはるかに大きくなります。
予想どおり、PEEK は、高い引張強度などのエンジニアリング特性により、PTFE よりもかなり大きな寸法公差で機械加工できます。特に、PEEK 部品は、±0.001 インチという狭い公差で機械加工できることがよくあります。一方、PTFE のみのポリエーテルエーテルケトンの公差は、特定の用途と必要な寸法安定性に応じて、±0.005 ~ ±0.010 インチの範囲です。
熱伝導率は、これらの材料を区別するもう 0.25 つの重要な要素です。特定の材料の値は、PTFE: 熱伝導率 ~ 120 W/m·K、熱膨張係数 ~ 10 x 6-47/°C、PEEK 熱膨張係数 10 x 6-XNUMX/°C です。これは、PTFE は PEEK よりも加熱および冷却サイクル中にサイズが変化する傾向があることを示しています。そのため、厳しい公差が必要な場合は、PTFE の機械加工に関する問題がさらに深刻になります。
ポリカーボネートや ABS (アクリロニトリル ブタジエン スチレン) などの他の熱可塑性プラスチックの許容差は、PTFE と PEEK の間です。たとえば、ポリカーボネートは、その剛性と適度な熱安定性により、通常の加工条件下で約 ±0.002 ~ ±0.005 インチの許容差を達成できます。押し出し成形および射出成形された ABS 部品は、その硬化、膨張、冷間引抜状態が PEEK エンジニアリング プラスチックの寸法制御よりも制限が少ないため、通常、許容差の小さい用途で使用されます。
これらの比較の議論は、PTFE の機械加工に伴う特殊性と、特定の用途の明確な技術的、熱的、および機械的特性に基づいて最も適切な熱可塑性プラスチックを適切に選択する必要性を示しています。

材料の摩擦係数は固体材料では 0 ~ 0.05 と非常に低く、加工公差に大きな影響を与えます。摩擦係数の値がこのように低いと、機械加工、切削、仕上げのプロセス中に行われる機械作業に対する抵抗が大幅に減少します。また、非常に柔らかく滑りやすいため、部品を保持するのが非常に困難になる傾向があるため、問題も発生します。これにより、加工される部品のサイズが望ましくない変化を起こし、意図した公差に適合しなくなる可能性があります。
摩擦が遅いということは、摩擦によって発生する熱量が非常に少ないことも意味し、切削中に熱変形が発生する可能性が低くなります。ただし、PTFE の熱膨張係数は 10 x 10^{-10}/K で約 5 鋼であるため、この利点は無条件ではありません。このため、加工ツールとの接触や接触解除時に寸法精度が失われる可能性があります。したがって、厳密な寸法公差を実現するには、送り速度や切削速度、温度条件などの工作機械のパラメータを制御する必要があります。たとえば、より鋭いツールと低速を使用すると、引張力と応力が増加し、より優れた公差が実現されます。
遭遇する複雑さにかかわらず、PTFE とその独自の特性に依存する航空宇宙産業や医療産業などの分野では、極低温加工の革新や、重要な領域で ±0.001 インチの許容差を維持できる治具設計の改善が行われました。このような精度レベルにより、材料が機能的でありながら、機械的および熱的利点も維持されることが保証されます。
クリープと PTFE の異常に低い剛性率、高い熱膨張係数、および自己クリープのため、この材料は厳しい公差を維持するという点では性能が劣ります。PTFE は室温で約 4 ~ 5 MPa というわずかな剛性しか持たないため、適用中または加工中に負荷が最小限に抑えられても、材料の寸法が変化します。さらに、PTFE の自己膨張は約 120 x 10⁻⁶/°C で、ほとんどの金属よりもはるかに大きく、温度が下がったり上がったりすると寸法が変化します。
PTFE は継続的なストレスを受けると変形する傾向があり、この現象はクリープと呼ばれ、特別な配慮が必要です。たとえば、室温での静的持続荷重下では、PTFE は最初の 1 時間に一定の圧力が加えられたときに最大約 2~24% の歪みを示します。加工作業は非常に細心の注意を要するため、製造プロセス全体で発生する変形を減らすために極低温で冷却されたツールや固定具が使用されることがあります。
こうした困難はあるものの、特定の設定による CNC 加工、レーザー加工、精密固定などの最新の戦略のおかげで、厳しい制限内で業界が事業を行うことは依然として可能です。研究により、重要な航空宇宙および医療用途の PTFE コンポーネントでは ±0.0005 インチを超える許容誤差が実現可能であり、材料の制約にもかかわらず信頼性の高いパフォーマンスが達成できることが実証されています。
PTFE 加工精度の課題は、PTFE の高熱膨張係数 (CTE) に関する温度制御にかかっています。PTFE の CTE はグレードによって異なり、フィラー組成が大きな影響を及ぼし、範囲は 100 ~ 400 x 10⁻⁶/°C です。そのため、PTFE は温度変化によって膨張と収縮を経験するため、厳しい許容差を達成するには熱管理が必要です。温度が上昇すると、精密な切断やテフロンへの組み立て中に PTFE が変形または膨張し、精度が損なわれる可能性があります。
これらの課題を解決するために、PTFE の加工は通常、極低温加工などの冷却技術を使用して、制御された周囲温度で行われます。研究によると、冷却された氷点下の環境では熱膨張が抑えられ、切断プロセスの安定性が確保されるため、さらに精度を高めることができます。さらに、熱切断プロセスでは通常、加工後の安定化技術が使用され、完成部品は通常よりも高いレベルで調整され、過度の使用によって蓄積された応力が緩和され、寸法安定性が確保されます。
温度制御された加工環境は、+/- 0.0005 インチ以内の許容誤差が求められる航空宇宙および医療用コンポーネントの重要な用途に必要です。これらの対策により、PTFE の動作範囲内である -328F (-200C) から 500F (260C) までの広範囲の動作温度でコンポーネントの完全性と性能が維持されます。

PTFE の CNC フライス加工の許容範囲は、非常に高い精度で行われるため、慎重に計画された加工および切削工具の選択、および加工中の全体的な環境の助けを借りてのみ達成できます。これは、材料の特性によるものです。PTFE は、温度に非常に敏感な非剛性ポリマーであり、融点が約 327 °C (620 °F) と比較的低く、熱膨張が速いため、高精度で加工するのが難しい場合があります。
材料の乱れを減らすために、切削速度と送り速度を低くして加工することをお勧めします。推奨される回転数範囲は 250 ~ 1,500 で、送り速度は 0.1 回転あたり 0.3 ~ XNUMX mm が推奨されます。これらの特性により、材料の過熱を回避しながら寸法精度を確保できます。PTFE の場合、表面の完全性の特性は保持されますが、材料の表面直下では反りや溶融が始まります。そのため、加工中の冷却剤の使用は不可欠です。
さらに、工具の選択も同様に重要です。ただし、材料の加工中に毛羽立ちや裂け目を減らすために、鋭利な高速度鋼 (HSS) または研磨された超硬工具を使用することが重要です。数回の操作ごとに、工具の品質をチェックする必要があります。これは、鈍い工具によって製造中のコンポーネントの品質が損なわれないようにするためです。切削工具の摩擦を最小限に抑えるために標準的な粗さを増やすことに加えて、ダイヤモンドライクカーボン DLC などのコーティングにより、PTFE を 0.4 μm から 0.4 μm にフライス加工するときに不要な粗さ値をトリミングしてパフォーマンスを向上させることができます。
クランプと固定の操作では、機械加工時に歪みが生じないように、PTFE の柔らかさと柔軟性を考慮する必要があります。均一なクランプ力を提供するソフトジョーまたは真空固定具は、ワークピースを跡や変形を残さずに掴むため、一般的に使用されています。多軸 CNC ミルは、複雑な細部を簡単に機械加工しながら、1 回のセットアップで部品に高精度の特徴を切削できます。
制御された温度(できれば室温付近)を維持することも、寸法安定性を高めるもう 1 つの要因です。周囲条件の過度な変化は熱膨張の問題を引き起こす可能性があるため、安定した制限を設けることが重要です。これらの方法を併用すると、高度な PTFE 部品製造方法を利用して、最も厳しい産業要件に対しても厳密な緩い許容差を提供しながら製造性が向上します。
CNC PTFE (ポリテトラフルオロエチレン) 旋削を実行する場合、工業的な精度を達成するために高度な加工戦略を適用することが重要です。PTFE は機械的強度が低く、延性が高く、応力変形しやすいため、機械工は材料の特性に合った効率的な方法を使用する必要があります。
重要な方法の 1 つは、鋭い刃を持つ研磨された切削工具です。これらの工具は摩擦を最小限に抑え、過度の熱蓄積による熱破壊を防ぎます。PTFE は熱伝導率の低い熱可塑性プラスチックです。そのため、熱が多すぎると寸法が不安定になる可能性があるため、熱を管理することが重要です。材料のストレスを軽減しながら表面仕上げと寸法安定性を向上させるため、超鋭利な超硬またはダイヤモンド切削工具が推奨されるのが一般的です。
スピンドル速度とそれに伴う送り速度を最適化するのも別の方法です。スピンドル速度を 3,000 ~ 6,000 RPM と適度に低くすると、仕上げがより滑らかになり、材料の変形率が低くなるという証拠があります。低い送り速度では許容誤差が損なわれることはありません。そのため、制御された正確な材料除去を実現するために、0.1 mm/rev ~ 0.4 mm/rev の低いターゲットが一般的に使用されます。
PTFE の CNC 旋削では、冷却剤の塗布が不可欠です。冷却剤は加熱を制御し、材料の品質を維持するためです。非反応性で非汚染性の冷却剤が最も一般的ですが、場合によっては、ドライ加工または空冷を使用して、清浄度を高め、加工プロセスの汚染を防止します。
厳しい許容差を実現するために、加工後の作業では座標測定機 (CMM) またはレーザー スキャン システムを使用した検査が行われます。これらのシステムは、部品の寸法が指定された許容差 (多くの場合 ±0.001 インチ以内) 内にあることをメーカーが確認するための重要な品質保証ツールです。
正確な工具と機械加工、そして厳格な品質検査プロセスを組み合わせることで、航空宇宙、医療、化学処理産業のハイテク用途向けに、優れた寸法精度を備えた PTFE コンポーネントの信頼性の高い生産が可能になります。
PTFE の加工は、細部にまで注意を払う必要がある複雑なプロセスであるため、それに対応するためにツールを特別に作成する必要があります。さらに、PTFE の高熱膨張、低熱伝導性、および柔らかい性質に適した方法でパラメータを設定する必要があります。精度を達成する場合でも、表面の完全性を維持する場合でも、適切な形状を選択することが重要です。以下は、考慮して最適化する必要があるいくつかの要素です。
PTFE は、材料の変形やバリの発生を抑えるために良好な切削動作を必要とし、この目的のためには、研磨された溝と高いすくい角を持つツールが不可欠であると考えられています。したがって、鋭いコーティングされていない超硬工具または DLC コーティングされたツールは素晴らしい働きをします。さらに、PTFE は摩擦が低いため、TD とツールの両方がゆっくりと摩耗するため、超硬工具が好まれます。PTFE の一般的なツール形状は、5 ~ 10 度の逃げ角によって過度のツール摩耗を防ぎ、10 度を超えるすくい角で過剰なチップを除去しやすくするのにも役立ちます。結局のところ、ポリアミド ツールは機械加工時にゆっくりと摩耗するため、摩擦を減らす能力が強化された DLC コーティングの方が適しています。
切削速度と送り速度の耐久性
PTFE には、中程度の送り速度で切削速度を上げることが適切です。十分な材料除去と過度の熱保持の防止のためには、切削速度を 500 ~ 1500 SFM にすることをお勧めします。送り速度は通常、工具の形状と必要な表面仕上げに応じて、0.003 歯あたり 0.008 ~ XNUMX インチです。マイクロ加工では、形状指標の高い工具が使用され、送り速度が低すぎるとスミアリングが発生します。反対の手法、つまり無秩序な送りでも、たわみや変化を引き起こして工具の表面を損傷するため、逆効果となります。
スピンドル速度と切削深さ
PTFE 加工に推奨されるスピンドル速度は 2000 ~ 8000 RPM です。この範囲であれば、効率と熱の両方を簡単に両立できます。0.005 ~ 0.020 インチの切削深さが、表面の完全性を維持しながらツールの過度な負荷を軽減するのに最適です。軽量の増分パスは、高精度のエンジニアリング部品にさらに適しており、オブジェクトの寸法精度とともに表面積を大幅に向上させます。
クーラントとチップの管理
PTFE に関しては、融点が高く、材料の自己潤滑特性があるため、乾式加工が最もよく使用される技術です。そのため、潤滑剤は必要なく、テフロン部品の効率が向上します。ただし、切りくずの除去と安定した切削条件の維持には、圧縮空気または軽いミスト システムを使用することもできます。切りくずを適切に制御することは非常に重要です。PTFE の切りくずは非常に延性があり、工具に巻き付いて加工プロセスの効率を妨げる可能性があるためです。切りくずを効果的に破砕するには、適切な送り速度が必要です。
表面仕上げと公差の管理
PTFE は、厳格な仕様に合わせて機械加工しやすく、その表面仕上げは加工中にさらに向上します。高度で最適化された切削工具と加工プロセスを使用することで、表面粗さ (Ra) を 16 マイクロインチまで下げることができます。寸法を管理するには、加工プロセス中の熱膨張を可能な限り低く抑え、電力効率の高い切削を実現し、制御された速度で部分を除去する必要があります。加工後の寸法チェックには、重要な許容差を測定する際に材料の熱緩和を含める必要があります。
これらのアイデアは、機械加工に必要な精度に対する配慮を表しています。これにより、メーカーは、パフォーマンスと許容範囲のニーズを満たしながら、PTFE の低摩擦性と耐薬品性を維持できます。

CNC PTFE (ポリテトラフルオロエチレン) 旋削を実行する場合、工業的な精度を達成するために高度な加工戦略を適用することが重要です。PTFE は機械的強度が低く、延性が高く、応力変形しやすいため、機械工は材料の特性に合った効率的な方法を使用する必要があります。
正確な工具と機械加工、そして厳格な品質検査プロセスを組み合わせることで、航空宇宙、医療、化学処理産業のハイテク用途向けに、優れた寸法精度を備えた PTFE コンポーネントの信頼性の高い生産が可能になります。
これらのタイプの組み合わせは、PTFE の材料としての性質から生じる課題に対処しながら、製造される部品が優れた品質を持ち、寸法も正確であることを保証します。
PTFE コンポーネントの正確な寸法測定を保証するには、材料の特性上、精密で高度な測定技術が必要です。このような技術には、以下のものが含まれますが、これらに限定されません。
これらの技術により、信頼性が高く再現性のある測定が保証され、PTFE ベースのアプリケーションの品質が損なわれることはありません。
複雑な PTFE 形状の加工は、材料の柔らかさ、表面エネルギーの低さ、熱膨張により複雑になります。これらの問題を軽減するには、次のことが必要です。
製造業者がこれらの考慮事項を実施すると、複雑な PTFE 部品の構造的完全性を維持しながら、許容誤差を厳しくすることができます。
PTFE のクリープ変形による悪影響は、適切な設計と処理手順によって最小限に抑えることができます。最も重要な対策は次のとおりです。
これらの提案により、厳しい負荷条件下でも PTFE コンポーネントを効果的に使用できるようになります。
PTFE 製の大型部品の許容誤差を達成するには、CNC 加工などの精密製造方法に重点を置きます。各部品は、寸法の不安定性を回避するために熱膨張を考慮した適切な許容差で製造されます。さらに、製造中の偏差を制限するために高品質の金型とツールを使用します。許容誤差を確実に達成するには、製造サイクル全体にわたる十分な検査と定期的な品質管理が必要です。
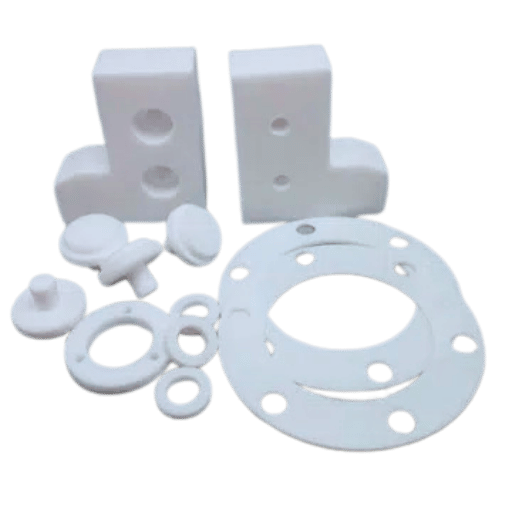
シム、ガスケット、ブッシング、ベアリング、PTFE (ポリテトラフルオロエチレン) コーティングは、航空宇宙、電子機器、自動車、医療などのさまざまな業界で、厳格な許容誤差で作業する必要があります。通常、機械加工部品の標準許容誤差は、コンポーネントのサイズ、機能、および用途に応じて、0.001 インチから 0.005 インチまでの偏差を許容します。ただし、業界によっては、さらに厳格な特定のガイドラインが定められている場合があります。
たとえば、航空宇宙業界では、高性能かつ高ストレスの条件で使用できる PTFE 部品の一部に最大 0.001 インチの許容誤差が必要です。医療グレードの PTFE で作られたインプラントや研究室機器などの医療用途では、同様の許容誤差と厳格な生体適合性が求められることがよくあります。半導体業界では、クリーンルーム プロセスで PTFE 部品を使用する際に、精度、表面仕上げ、および場合によっては 0.0005 インチの寸法許容誤差が重視されます。
PTFE の加工は、熱膨張率を考慮すると寸法安定性に影響を与える可能性があります。他の多くの業界では、最適な監視技術として、CMM 検査、光学測定システムなどがあります。さらに、一般公差に関する ISO 2768 や GD&T 幾何寸法および公差に関する ASME Y14.5 などの当局が定めたガイドラインに従うことで、業界固有の要件が準拠範囲内で満たされることが保証されます。
PTFE 加工部品の許容誤差を解釈する際には、精度に影響する多くの要素を考慮する必要があります。PTFE は熱可塑性が高いため、多くの金属よりも熱膨張係数がかなり高く、その範囲は 10 ~ 15 × 10⁻⁵ in/in/°F です。この特性により、加工プロセス中の偏差の範囲が広くなります。したがって、偏差を軽減するには、加工プロセス中と加工後の両方で温度を厳密に制御する必要があります。
さらに、熱膨張特性により、PTFE は弾性係数が低い (58 ~ 72 MPa) ため、簡単に変形します。このため、特殊なツール技術と最小限のクランプ圧力が必要になります。そのため、CNC 加工の許容範囲が達成され、薄壁構造の完全性を損なうことなく切削力を使用できます。さらに、特殊な切削工具は鋭い刃と低い切削角度を持つように設計されているため、材料にかかるストレスが少なくなり、寸法精度が得られます。
通常、航空宇宙産業や医療産業にとって極めて重要な PTFE コンポーネントを日常的に扱う機械加工された PTFE コンポーネントの許容誤差は、約 ±0.005 インチ、つまりマイクロインチ程度です。アニーリングなどの事前の内部応力緩和プロセスも大幅に改善され、非常に正確な許容誤差が達成されることが保証されます。
レーザースキャン、非接触視覚システム、多軸 CNC CMM などの検査方法を採用することで、メーカーは PTFE コンポーネントに指定された厳しい許容範囲を正確に達成できます。これらの方法を使用すると、難しい形状でも非常に正確な測定を行うことができます。PTFE に対する深い理解とこれらの高度な方法を組み合わせることで、最高レベルの寸法精度を実現できます。
航空宇宙産業やその他の超精密産業の認証を取得するには、材料の品質、製造方法、検査プロセスに対する厳格なコンプライアンスが求められます。これには、認証された原材料の使用、航空宇宙製造のための AS9100 などの手順への準拠、製造の各段階での品質検査が含まれます。材料とプロセスのトレーサビリティは、これらの規制へのコンプライアンスを証明する上で非常に重要です。また、コンポーネントの安全性、信頼性、パフォーマンスが常に正確であることを保証する手段として、認定された研究所と協力し、明確に定義されたテスト手法を活用することが不可欠です。
PTFE 加工でより厳しい許容誤差が求められると、作業を完了するために必要な余分な時間、特殊な装置、および追加の手順により、生産コストが増加する可能性があります。さらに、精密加工の許容誤差が増加すると、より高度な加工機器、材料取り扱い時の注意の強化、およびより頻繁な品質管理検査が必要になり、必然的に運用コストが増加します。それにもかかわらず、生産プロセスを合理化し、特定のケースに適した加工方法を使用し、材料の労力を削減することで、全体的なコスト効率を維持することができます。これらの要素を適切に管理することで、サービスに対する過剰な金銭的支出を制限しながら、精密許容誤差を抑制できます。
CNC マシンの準備段階は正確である傾向がありますが、許容範囲に達するには一貫性が不十分です。PTFE 加工における許容範囲の改善は、高度な CNC マシンへの投資がもたらす信頼性の高い取り組みです。高度な CNC 技術の助けにより、効率が大幅に向上します。さらに、高度な CNC マシンは製造時間と材料の無駄を最小限に抑え、全体的な効率を高めます。初期の資本投資は別として、精度、スループットの向上、コストの削減から得られるプラスの ROI により、長期的にはこのような多額の費用に見合う価値があります。誤差の範囲に関係なく、適切な CNC マシンを使用すれば、厳しい許容範囲を満たすことがはるかに簡単になります。
厳しい許容誤差の PTFE 加工機能の投資収益率 (ROI) は、技術重視の機械のコスト、運用効率の達成、最終製品のマークアップなどの収益要因によって異なります。許容誤差が小さいほど、廃棄物の削減、再作業プロセスの最小化、製品のパフォーマンスの向上が可能になり、結果として顧客満足度と顧客維持率が向上します。さらに、高精度のコンポーネントを必要とする医療や航空宇宙などの専門産業では、ほとんどの場合プレミアムが付くため、最も控えめな初期投資をカバーできます。ビジネスの品質、効率、市場性を買収コストで相殺することで、有利な ROI を実現できます。

A: PTFE (ポリテトラフルオロエチレン) の加工における特有の課題は、その特殊な材料特性に起因します。PTFE は熱膨張率が高く、伝導率が低いことと相まって、圧力によって材料が変形します。これらの特性により、過熱を防ぐために PTFE を十分な切削液で覆う必要があることや、材料が許容範囲を超えて変形しないように鋭利な送り刃を使用する必要があることなど、加工プロセスに特有の課題が生じます。望ましい許容範囲と表面仕上げを実現するには、切削速度と送りを極めて正確にする必要があります。
A: CNC 加工の許容誤差の詳細は、特に片側許容誤差に関しては PTFE に大きく影響されます。PTFE は柔らかい性質と温度変化により寸法が変化する性質があるため、望ましくない反応を起こすことが知られています。摩擦が低いと PTFE の安定性が低下し、切削プロセス中に弱くなります。さらに、厳しい許容誤差を達成するには、PTFE の過剰な柔らかさに対応するために、個々の機械工が温度、ツール、および切削パラメータを調整する必要があります。
A: PTFE から機械加工された部品には、特定の機械加工手順と部品の複雑さの度合いを中心とした一般的な許容範囲があります。PTFE 機械加工部品の場合、一般的な許容範囲は ±0.005 インチから ±0.010 インチ (0.127 mm から 0.254 mm) に設定されています。ただし、適切な機器と方法を使用すれば、これらの許容範囲を ±0.002 インチから ±0.003 インチ (0.0508 mm から 0.0762 mm) まで狭くすることができます。PTFE の独自の材料特性のため、これらの許容範囲を達成するのは非常に難しいことを認識する必要があります。
A: PTFE 加工では、CNC サービスは次の方法で精度を維持します。1. プラスチック加工用の特殊ツールをカスタムメイドします。2. 部品のずれを減らすために適切な固定具を設計します。3. 環境の温度を制御します。4. 正しい切削速度と送りを使用します。5. 熱の発生を制御するために冷却剤を塗布します。6. 加工作業中は寸法の変化を定期的にチェックします。7. 最終測定を行う前にワークピースをリラックスさせます。
A: 機械加工された PTFE 部品の注目すべき利点は次のとおりです。1. 優れた化学保護 2. 非常に低い摩擦係数 3. 非常に高い耐熱性 4. 電気絶縁体 5. 他の表面への非付着性 6. 適度な耐摩耗性 7. 食品および医療用途に関する FDA 要件への準拠 これらの特性により、食品および医療業界で使用される CT スキャン、X 線装置、およびその他の機器にも使用できます。
A: 他のプラスチックと比較すると、PTFE の加工プロセスは次の点で異なります。1. 過熱を避けるために切削速度を落とします。2. きれいな切断を確実にするために鋭利な工具を使用します。3. PTFE は研磨性があるため、工具の交換頻度が高くなります。4. 再溶接を避けるためにチップの除去に重点が置かれます。5. PTFE は多くの冷却剤に溶解しないため、冷却剤の選択は非常に重要です。6. 材料をリラックスさせるために、加工後の十分な保持時間が必要になることがよくあります。
A: PTFE 機械加工部品の許容誤差を指定する場合、次の点を考慮する必要があります。1. 用途と精度要件 2. 部品の全体的なサイズと複雑さ 3. 特定のグレード指定を持つ PTFE の種類 4. 使用時の予想温度範囲 5. 問題の提供者の能力 6. より厳しい許容誤差の価格設定 7. 機械加工後の寸法変更の可能性 8. 追加のプロセスまたは処理の必要性。
A: これらの部品は、主に次のような用途に使用されます。1. バルブ、ガスケット、シールなどの化学機器の精密部品。2. ウェーハ処理部品 (チャック、トレイなど) などの半導体産業機械。3. テフロン ブッシング、テフロン ベアリング、絶縁材などの航空産業の特定部品。医療用インプラント再建手術部品、医療処置用手術器具。5. 食品加工工場の特定部品。さまざまな機械の焦げ付き防止調理器具表面、ガスケット、シール。6. シール、ベアリング、燃料システムの部品などの自動車産業の部品。7. 高周波範囲で動作するデバイスの絶縁体や部品などの電子機器。PTFE は、その比類のない耐久性と熱安定性のために広く使用されています。
A: メーカーは、PTFE 部品の機械加工時に欠陥を最小限に抑えるために、次の方法を使用できます。1. 機械加工技術のさまざまな段階で厳格な管理措置を適用します。2. 機械加工環境の温度と湿度を制御します。3. 一貫した PTFE 材料を提供する評判の良いサプライヤーを使用します。4. CNC マシンと測定機器を定期的に校正および保守します。5. PTFE 機械加工の最新の方法について訓練された機械工を配置します。6. PTFE 機械加工操作の手順で標準化を使用します。7. 製造された部品の制御と寸法検証のために、さまざまな製造技術操作を使用します。
1. PTFEポリテトラフルオロエチレンの旋削加工時のトリム表面粗さ分析と生産性サイクル:PTFEの加工プロセスを最適化するための包括的なアプローチ
主な調査結果:
方法: この研究の著者らは、PTFE加工と表面トリム粗さ測定のためのRSM応答表面モデリングを開発し、テストし、その後加工条件の情報最適化を行った(アジら、2022年、407-430頁).
2. ポリテトラフルオロエチレン(PTFE)の多目的加工のための非優勢ソート修正ティーチング・ラーニングベースの最適化
主な調査結果:
方法論: コンクリートパラメータの最適化の多目的問題は、PTFEの加工から収集された実験データを使用して、修正された教育学習ベースの最適化アルゴリズムによって解決されました(Natarajan 他、2020、911 – 935 ページ).
3. PTFEポリマーの旋削加工におけるRSM、GRA、TOPSIS技術による表面粗さと金属除去率の評価と最適化ドライ加工
結論:
アプローチ: ナラヤナンら(2019)は、表面粗さ法GRA、最も好ましい代替ソリューションであるTOPSIS(ナラヤナンら、2019).

