

製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
ダイヤモンドは地球上で最も複雑な素材の 1 つであるため、何世紀にもわたり美しさと強さの代名詞となってきました。しかし、ウォーター ジェット カッティング技術により、ダイヤモンドは、要求される詳細な芸術性と精度で簡単にカスタマイズできます。水と研磨剤を融合させることで、ウォーター ジェット カッティングは、これまでにないほど簡単にダイヤモンドを正確にカットできます。このブログでは、ウォーター ジェット カッティングの仕組み、従来の方法に対する利点、製造業やジュエリーなどのさまざまな分野への影響について調査します。この高度なイノベーションを通じて、業界がダイヤモンドの研磨方法を再定義し、不可能を可能にしてきた方法を学びます。
ダイヤモンド ウォーター ジェット カッターは、高圧水と混合した酸化アルミニウムやガーネットなどの微細研磨粒子の流れを適用します。この混合物は、超音速で小さなノズルから噴射され、地球上で知られている最も硬い物質の 1 つを切断するのに十分な力を生み出します。水と研磨粒子の組み合わせにより、熱による損傷を防ぎながら、ダイヤモンドの浸食を精密に制御できます。この技術により、切断される形状がきれいで正確なものになり、無駄がなくなるため、複雑なダイヤモンドの形状に最適です。
ウォータージェット切断技術について、もっとわかりやすく説明しましょう。研磨ウォータージェットのプロセスは、本質的には非常に単純です。研磨粒子と組み合わせて、水は高圧の流れを使用して材料を非常に正確に切断することがあります。このプロセスでは、水を最大 60,000 PSI (ポンド/平方インチ) 以上に加圧します。次に、この水を細いノズルに通して、集中したジェットを生成します。強化ガーネットを追加すると、プレーンの容量が大幅に増加します。ガーネット研磨ジェットは、最も硬い金属、セラミック、ダイヤモンドでも簡単に切断できます。ジェットの主な利点は、熱を発生しないことです。これにより、材料の反りや熱による損傷に関する懸念が軽減され、きれいで正確なエッジが得られます。これらの理由により、複雑なデザインを効率的に作成できます。ウォータージェット切断は、航空宇宙および宝石業界で信頼できる技術です。
ダイヤモンド カットの有効性と精度は、研磨材の使用にかかっています。ダイヤモンド カットには、ダイヤモンド粒子または立方晶窒化ホウ素 (CBN) などの超研磨材が使用されます。これは、研磨材の極端さとダイヤモンドを摩耗させる能力によるものです。これらの研磨材は、多くの場合、ウォーター ジェット ストリームと混合されるか、材料を正確に除去する特殊な切削工具に使用されます。
主な技術的詳細は次のとおりです。
研磨粒子のサイズ: 粒子のサイズによって効果が異なります。たとえば、20 ~ 90 ミクロンの細かい粒子を使用すると、より滑らかな切断が可能になりますが、100 ~ 150 ミクロンの粗い粒子を使用すると、より速い除去が可能になります。
ウォーター ジェットの圧力: ウォーター ジェットは、ダイヤモンドのような高密度の材料を切断するために必要な圧力を超えるために、50,000 ~ 90,000 psi で動作できる必要があります。
研磨剤の流量: カットの複雑さと材料の厚さに応じて、平均流量は 0.25 ~ 1 ポンド/分にする必要があります。この範囲を下回ったり上回ったりすると、作業には弱すぎたり強すぎたりします。
切断速度: 複雑なデザインの場合、ギザギザのエッジやミスを避けるため、平均速度は 1 分あたり 3 ~ XNUMX インチです。
完璧なカットを実現する唯一の方法は、これらのパラメータの調整を維持することです。これらの要素を組み合わせることで、工業用やジュエリー用など、さまざまな用途に使用できる優れたダイヤモンド ファセットが決まります。丸みを帯びたプロ仕様のダイヤモンド ソー ブレードの選択によって、直接的および間接的に、カットの有効性と精度が決まります。
ウォーター ジェットとレーザー切断の両方法は、業界で使用されている非常に現代的な切断技術です。ただし、技術、効率、および使用されるその他の基準材料の点で、これらは異なります。
切断プロセス:
ウォーター ジェット切断では、高圧水流と混合したガーネットを使用して材料を切断および侵食します。このプロセスでは熱を使用しないため、材料の熱影響領域による合併症が軽減されます。
レーザー切断: このプロセスでは、高度に集中したエネルギーを充満したビームを使用して、物質を燃焼、溶解、または蒸発させます。このプロセスで得られる結果は素晴らしいものです。この切断方法では、レーザー切断された領域の周囲に熱帯が生成される傾向があります。
物質的な楽しみ:
ウォーター ジェット切断は、鋼鉄、アルミニウム、チタンなどの金属、ガラス、セラミック、複合材などの非金属、フォームやゴムなどの柔らかい材料など、さまざまな物質に適しています。その最も優れた特徴の 1 つは、厚さ 10 インチを超える材料に使用できることです。
レーザー切断: レーザー切断には金属、プラスチック、木材が好まれます。アクリルも使用できますが、銅や同様の反射性材料に対するレーザーは依然として敏感すぎます。非金属は一般に厚さが 0.4 インチに制限されます。一方、金属はレーザーの出力やその他の要因に応じて最大 1 インチまで切断できます。
切断精度:
ウォーター ジェット切断: この方法では、+ または - 0.003 インチの許容誤差が提供され、熱突出による有害な影響を受けない、優れたエッジ損傷コンポーネントが可能になります。
エッジの品質: 達成可能な最高の精度許容差である 0.002 インチを提供しますが、エッジの品質は主に材料の種類と熱残留物によって決まります。
速度と効率:
ウォーター ジェット切断は他の方法よりも遅くなります。切断速度は、材料の厚さと硬度に応じて、1 分あたり 6 ~ XNUMX インチの範囲で変化します。
レーザー切断: シートなどの薄い素材は通常、20 分あたり 70 ~ XNUMX インチと高速に切断されます。対照的に、他の素材は切断速度が遅いため、レーザー切断の方が通常は高速です。
コスト分析:
ウォータージェット切断: ポンプ システムと研磨材が必要なため設置コストが高く、必要な消耗品とメンテナンスのために運用コストも高くなり、コストがさらに上昇します。
レーザー切断: 薄い材料を扱う場合、運用コストが低くなるため、初期投資額が高くても、長期的には経済的になります。ファイバー レーザーは、CO2 レーザーよりもエネルギー効率に優れています。
環境への影響:
ウォータージェット切断には水と研磨剤が必要であり、廃棄物処理の問題が生じますが、有毒ガスは放出されません。
レーザー切断: 材料廃棄物に関してはクリーンですが、レーザー切断では煙が発生するため、何らかの形のろ過が必要になります。
原子力水ジェット:
ウォータージェット切断:
圧力:50,000-60,000 PSI
切り口幅: 0.02~0.05インチ
研磨剤流量: 0.5~1ポンド/分
レーザー切断:
出力レベル(ファイバーレーザー):材料に応じて500~4,000ワット
ビーム直径: 0.004~0.01インチ
補助ガス圧力(例:N2/O2):50~200 PSI
どちらの選択も、作業対象の材料、プロジェクトの精度、予想される数量、予算に基づいて決定されます。ウォーター ジェットは汎用性と冷間切断に優れていますが、レーザー切断はより薄い材料に対してより高速で正確です。
ウォーター ジェット カッターは、ダイヤモンドの構造への熱による損傷を避けながら冷間切断できるため、ダイヤモンドの切断に最適です。また、硬い材料をマイクロクラックなしで正確に切断することもできます。さらに、水流に研磨粒子を使用すると、ダイヤモンドの硬い結晶表面を切断するのに最適です。これにより、ダイヤモンドの切断がはるかに簡単になり、ウォーター ジェット技術は完璧であると考えられています。
高圧水ジェットシステムは、ダイヤモンドなどの極めて硬い材料を切断する場合、最も正確で安全なオプションです。私の観点からすると、最も重要な利点は熱なしで切断するため、構造的または熱的損傷がないことです。研磨粒子を追加すると、切断がより強力になり、より複雑なデザインを切断できます。この方法は、欠陥のリスクがなく、標準的なアプローチよりも効果的で効率的であることが簡単にわかります。これにより、常に最高の結果を達成できます。
研磨水ジェット切断は、ガーネットなどの研磨材と高圧水を組み合わせ、金属、ガラス、石、複合材などの硬い材料を粉砕することで実現します。水は最初に 60,000 ~ 90,000 psi に加圧され、高度に焦点を絞ったノズルから噴射されます。ジェットが集中するほど、切断性能が向上します。この段階で研磨粒子が水流に追加され、混合室でより強力な切断ジェットが生成されます。
研磨粒子は、精密な切断時に材料を侵食し、構造を損なわないようにします。重要な要素の 0.03 つはノズルの直径の選択です。これは通常 0.04 ~ XNUMX インチの範囲です。これにより、効果的な切断ストリームも可能になります。水ジェット ストリームの速度は最高でマッハ XNUMX に達するため、この技術では、歪みや熱影響部を生じさせることなく、非常に密度の高い材料を切断できます。
注目すべき具体的な事項としては、使用されるガーネット メッシュの種類 (通常は 80 メッシュの研磨ガーネット)、水の流量 (0.040 分あたり 0.100 ~ XNUMX ガロン)、および最適な切断精度を得るために通常 XNUMX ~ XNUMX インチに維持されるスタンドオフ距離などがあります。この方法は、優れた表面仕上げで詳細な切断を実現し、無駄を最小限に抑えることができるため、航空宇宙、自動車、建設業界で広く使用されています。

ダイヤモンドのカットにウォータージェット技術を使用する場合、プロセス全体を通じて最高の精度と細心の注意が必要です。カットは、120 メッシュのガーネットなどの超微細研磨材を使用して行われます。ダイヤモンドカットの水圧は通常、50,000 ~ 90,000 PSI の超高圧に設定されます。この範囲は、精度を損なったり失ったりすることなく、ダイヤモンドの硬い外面を最適にカットできるため優れています。スタンドオフ距離は通常、精度を保つために 0.020 ~ 0.050 インチに維持されます。これらの数値により、ウォータージェットカットは材料の損失を最小限に抑え、複雑なデザインに精度を加えることができます。カット速度は、精度を高めるためにダイヤモンドの厚さに応じて調整され、マイクロフラクチャーと熱応力も調整セットで考慮されます。
私の調査によると、特定の PSI 値はダイヤモンドの品質、サイズ、デザインによって異なります。それでも、ダイヤモンドを細断しながら同時にデザインを維持できるため、50,000 ~ 90,000 PSI の切断範囲がダイヤモンドには最適です。より広い数値に変更することで、オペレーターは破損のリスク、デザインの損失、精度のバランスを取ることができます。
ウォーター ジェットでダイヤモンドを切断する場合、水切断の速度は圧力、研磨剤の種類、ダイヤモンドの寸法、必要な精度レベルによって異なります。平均的な状況では、切断速度は 0.02 分あたり 0.05 ~ XNUMX インチです。より良い結果を得るには、次の点に注意してください。
PSI設定: 50,000 – 90,000 PSI
研磨材: 粒度80~120メッシュのガーネット
ノズル径: 0.010~0.015インチ(より正確)
これらの設定により、ダイヤモンドの切断速度と精度が最適化され、エッジの欠けやその他の構造上の問題が軽減されます。設定は、カットの複雑さやデザインの詳細に基づいて変更できます。
ノズルは、ウォーター ジェット切断機の性能と精度に影響を与えるため、おそらく不可欠です。高品質のノズルは、一定量の水の流れを一貫して維持し、きれいで正確な切断を可能にするように設計されています。適切に設計されたノズルのその他の特徴には、材料の耐摩耗性、適切な流れのダイナミクス、最適な流れなどがあります。
ウォーター ジェット ノズルの製造に使用される主な材料は、タングステン カーバイドまたは合成ダイヤモンドです。どちらの材料も、その硬度と摩耗に耐える能力を特に考慮して選ばれています。高圧水に混ざった研磨粒子が時間の経過とともにノズルを徐々に侵食するため、この耐久性は不可欠です。
ノズル設計に関する考慮事項:
材質: 侵食に耐えるタングステンカーバイドまたは合成ダイヤモンド。
ノズルの直径: 0.007 ~ 0.015 インチ。直径が小さいほど複雑なカットに適しており、直径が大きいほど素早いカットに適していることに注意してください。
オリフィスの形状: 必要な水の流れの精度に応じて、円形または楕円形になります。
位置合わせ: 研磨混合室のノズルは、一貫した水ジェット流を出すために正確でなければなりません。
ウォーター ジェット切断ノズルを適時に交換するなど、定期的なメンテナンスを行うことで、動作の問題を回避し、効率と精度を維持しながらパフォーマンス生産性を維持できます。ノズルの位置がずれていたり、摩耗していると、切断が不均一に仕上がるため、パフォーマンス生産性が低下し、運用コストが増加する可能性があります。これらの原則と規制に従うことで、メーカーはマシンの望ましい耐用年数を達成し、効率的かつ安定して動作することができます。
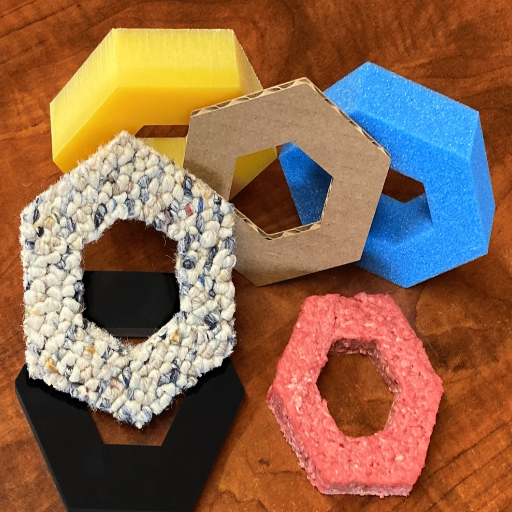
ウォーター ジェットは驚くほど効率的で、さまざまな材料を迅速かつ正確に切断できます。鋼、アルミニウム、チタンなどの金属は、ガラス、セラミック、複合材などの非金属と並んで広く使用されています。ゴム、フォーム、さらにはプラスチックもウォーター ジェットでうまく切断できます。ウォーター ジェットはさまざまな材料に効果を発揮するため、航空宇宙、自動車、建設、さらには美術品製造業界にも適しています。最も注目すべきは、ウォーター ジェットの非加熱メカニズムにより、特定の合金や積層複合材などの高温に敏感な材料を損傷のリスクなしに下処理できることです。
ウォータージェットが使用される場合、切断能力はフォームやゴムなどの柔らかい材料から、花崗岩やダイヤモンドなどの最も耐久性の高い材料まで多岐にわたります。
通常、扱いやすい材料の場合は、低圧でもまったく問題ありません。これらの材料のパラメータには、通常、20,000 ~ 30,000 psi のウォーター ジェット圧力範囲が含まれます。これらの設定により、切断ヘッドを損傷することなくきれいな切断が可能になります。
より複雑な材料の場合、ガーネットなどの研磨粒子を追加し、圧力を高める必要があります。チタンや鋼を切断するには、高密度構造を貫通するために研磨粒子と 50,000 ~ 60,000 psi のウォーター ジェット切断圧力が必要です。セラミックやダイヤモンドなどの非常に硬い材料を切断する場合、ウォーター ジェットは驚異的な 90,000 psi で作動します。
これらのパラメータは、効率と精度を確保しながら、硬度の異なるさまざまな材料に対してウォーター ジェット技術がどのように機能するかを強調します。
さまざまな種類のウォーター ジェットが利用可能で、ウォーター ジェット切断は、きれいで正確な切断ができるため、複合材料やセラミックに最適です。従来の方法とは異なり、非接触型のウォーター ジェット切断では、切断時にひび割れや材料の損傷が発生する可能性も大幅に減少します。大量の水を 50,000 ~ 60,000 psi の圧力で使用し、ガーネットなどの研磨粒子を加えることで、ウォーター ジェットがセラミックの緻密で脆い構造に浸透します。これにより、構造全体の完全性を維持しながら、セラミックに細かい形状を切断できます。
ウォーター ジェット切断は複合材料に有効です。なぜなら、燃焼や溶解などの他の方法では、熱によって材料が損傷する傾向があるからです。たとえば、炭素繊維やガラス繊維の複合材料は、厚さや密度に応じて 30,000 ~ 60,000 PSI の圧力がかかります。ウォーター ジェット技術は、材料の層構造の完全性を維持し、ほつれや剥離を防ぐのに役立ちます。
要約すると、セラミックや複合材にウォーター ジェット切断を使用すると、精度が向上し、材料の無駄が減り、生産性が向上し、複雑な形状でも使いやすくなります。これらはすべて、航空宇宙、電子機器、自動車業界にとって非常に重要です。
ウォーター ジェットは、その精度と非侵襲的な技術により、細かいディテールを犠牲にすることなく、効率的にダイヤモンドをカットします。 非常に高圧で研磨材を使用しているため、カット時に通常発生するヘッドがなくなり、ダイヤモンドの自然な構造を維持するのに役立ちます。 また、ウォーター ジェットは、ジュエリーを作る際に複雑な形状を簡単に作成します。 また、廃棄物を大幅に削減しながら全体的な収量を増やすため、工業用部品を作成する際にも優れた補助となります。
ウォーター ジェットの効率性と精度のおかげで、ダイヤモンドのカットはかつてないほど簡単になりました。ウォーター ジェットを使用すると、カット時にダイヤモンドに熱が伝わることがなくなり、ダイヤモンドが欠けたり割れたりする可能性が減り、同時に複雑で精巧な形状を彫刻できるようになります。さらに、ウォーター ジェットを使用したダイヤモンド カットは材料を節約し、結果を大幅に最適化するため、信頼性が高まります。
ウォーター ジェット切断は、その有効性と柔軟性により、さまざまな分野で競争力のあるアプローチです。その主な経済的メリットは、材料の無駄を減らすことです。プロセスの特性により、必要な材料のみが除去されるため、材料の利用率が向上し、コストが削減されます。さらに、ウォーター ジェット システムには高価な熱処理や二次仕上げプロセスがないため、運用コストの節約につながります。
ウォーター ジェット マシンは、維持に必要な消耗品が研磨剤と水の使用だけなので、メンテナンスの面でサービスが簡単です。これらの研磨剤の価格は通常 0.25 ポンドあたり 0.35 ~ XNUMX ドルで、水の使用量と合わせると、他の切断方法よりも有利なコストになります。ウォーター ジェット切断は他の方法よりもこの分野での要求が少ないため、専用機器の範囲を縮小できることも節約の保証となります。
ウォーター ジェット システムの一般的な動作圧力は 50,000 ~ 100,000 psi の範囲で、金属、石材、さらには繊細な複合材にも対応します。このシステムは、予熱や冷却のプロセスなしで最大 10 インチの厚さの材料を切断できるため、エネルギー消費が少なくなり、コスト効率が大幅に向上します。さらに、ウォーター ジェット カッターは自動で動作するようにプログラムできるため、労働力の削減と生産性の向上が実現し、最終的には企業の諸経費を削減できます。
結論として、ウォータージェット技術は低価格で切断や多様な材料加工を可能にするため、精度と経済的価値を求める業界にとって賢明な投資となります。
A: ウォータージェット切断は、多くの場合研磨粒子を混ぜた高圧水流を使用してさまざまな材料を切断する方法です。ウォータージェット切断機は、通常 60,000 ~ 90,000 psi の非常に高い圧力を生成するため、ダイヤモンドなどの最も複雑な材料でも切断できます。
A: 水だけではダイヤモンドを効果的にカットできません。ダイヤモンドやその他の硬質材料をカットするには、研磨ウォータージェット システムを使用して切断力を高めます。このシステムは、研磨粒子 (通常はガーネット) を高圧水流と混合します。
A: ダイヤモンドは最も複雑な天然素材で、鉱物の硬度を表すモース硬度スケールでは 10 に相当します。そのため、従来の方法ではダイヤモンドをカットするのは非常に困難です。しかし、ウォータージェット技術を使用すれば、ダイヤモンドの並外れた硬度にもかかわらず、ダイヤモンドをカットすることができます。
A: ウォータージェット切断は、ダイヤモンドの切断において、精度、発熱量の最小化、複雑な形状の切断が可能など、いくつかの利点があります。また、強化ガラスやさまざまな金属などの他の硬質材料の切断にも非常に効果的で、さまざまな切断用途に使用できます。
A: ウォータージェット システムは通常、ダイヤモンドやその他の硬質材料を切断するために 60,000 ~ 90,000 psi の圧力で動作します。一部の高度なシステムでは、切断能力を高めるために最大 100,000 psi の圧力に達することもあります。
A: ウォータージェット切断は正確で、一般的な許容範囲は 0.5 ~ 1 mm です。この精度により、ダイヤモンドやその他の硬質材料に複雑なカットや形状を施すことが可能になり、ジュエリー製造や工業用途のさまざまな用途に適しています。
A: ウォータージェット カッターは、ダイヤモンドを含むほとんどの材料を切断できますが、いくつかの制限があります。強化ガラスなどの特定の材料は圧力によって砕ける可能性があり、非常に厚い材料は効率的に切断するのが難しい場合があります。ただし、ウォータージェット切断は汎用性が高く、ほとんどの用途に実用的です。
A: ウォータージェット切断作業では安全性が極めて重要です。対策としては、作業者用の適切な保護具、水しぶきや破片を封じ込める密閉された切断エリア、操作手順の厳格な順守などがあります。さらに、ウォータージェット切断機の定期的なメンテナンスにより、安全で効率的な操作が保証されます。


