
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
表面仕上げを表す記号は、エンジニアリングおよび製造部門のさまざまな機械部品の品質管理において重要です。その価値を決定するのは、その品質、機能、美しさです。このマニュアルでは、表面仕上げの表記法と標準について、その実用的な用途とこれらの記号で使用される複雑な言語に焦点を当てて説明します。読者は、さまざまな業界の基準、測定手順、表面仕上げの定義に精通するようになります。この記事では、表面仕上げの仕様が設計部品の性能、寿命、製造可能性に与える影響について理解する準備を行います。このガイドは、エンジニア、設計者、製品検査員が表面仕上げの標準を理解して適切に使用できるようにするため、役立ちます。
エンジニアリング図面の表面仕上げ記号は、テクスチャ、粗さ、または表面に使用される機械加工プロセスを含む表面仕上げを説明する特定のマークです。これらの記号は、必要な機能または美的特徴を実現するために必要な職人技または表面処理のレベルに関する重要な情報を提供します。この情報には、粗さの値 (Ra)、機械加工許容値、および適用されるプロセスが含まれるため、設計者、製造者、および品質管理者は明確に区別することができます。これらの記号を正しく使用することで、生産の効率性が向上し、必要なエンジニアリング仕様に準拠できるようになります。
表面仕上げとは、製造された表面の質感や滑らかさのことで、製造方法やその後の処理によって異なります。また、部品の性能や機能に影響を与える、粗い山の高さや谷の深さなど、表面の凹凸の測定も考慮されます。耐摩耗性、潤滑性、疲労強度、組み立てのフィット感などの側面は、表面仕上げに大きく影響されるため、表面仕上げを最適にする必要があります。
表面仕上げの主な技術的パラメータ
粗さ (Ra): 平均線からの表面プロファイルの平均偏差。通常はマイクロメートル (µm) またはマイクロインチで表されます。
機械加工部品の場合、典型的な値は 0.8 ~ 6.3 µm の範囲内です。
研磨面または精密面の場合: 0.05 – 0.4 µm。
波状性 (W): 表面に存在する、平均間隔よりも大きな不規則性と長い間隔の不規則性は、シール能力と位置ずれに影響します。
レイ: 機能上の目的を満たすために、表面フィーチャの主な配置が決められることがあります。
処理方法: 指定された仕上げを得るために、旋削、研削、研磨、コーティングなどの方法が提案される場合があります。
これらの技術的パラメータを理解し、詳細化することで、特定の部品の目的、有効性、パフォーマンスを確実に確保できます。
表面仕上げの記号は、表面処理によって特定のコンポーネントの仕上げに施される特殊なニーズを図面や文書に記したものを指します。このような記号は、エンジニアや機械工が、必要な表面テクスチャと、それを実現するために必要な手順をすばやく理解するのに役立ちます。以下に、いくつかの記号とその定義を示します。
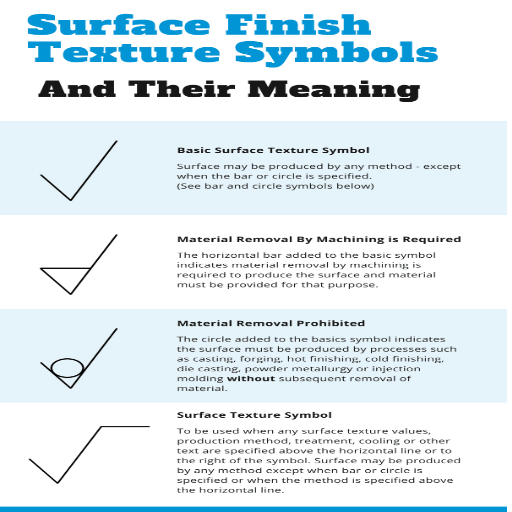
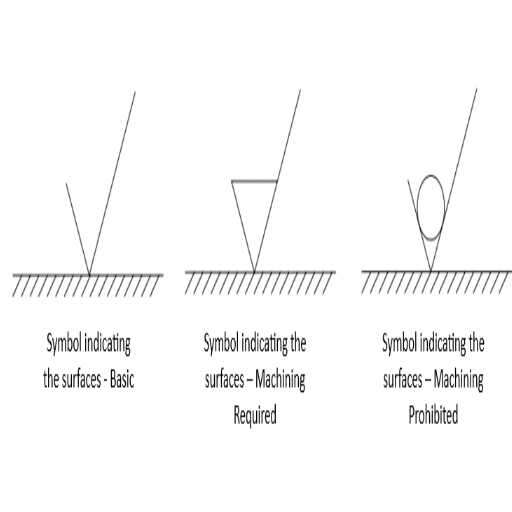
基本表面仕上げ記号 ( — )
表面が機械加工または仕上げられることを示します。
追加の記号または数字が指定されていない限り、特定のパラメータは説明されません。
加工が必要(√)
必要な材料を実現するために表面仕上げを変更する必要があることを示しています。
通常、粗さの値や仕上げの程度に関する追加の測定記号が添付されます。
加工不可(⌒)
特定の表面は機械加工や仕上げを伴わずにそのまま残す必要があることを意味します。
このシンボルは、保護する必要があるレイヤーや、純粋に美観上の目的で変更してはならないサーフェスを処理する場合に役立ちます。
粗さ値 (Ra — µm または µin)
平均粗さ (Ra) は、ある程度の定量化可能な値を提供するため、最も頻繁に使用される表面仕上げ記号の 1 つです。
例の値:
粗仕上げ: Ra 12.5 µm (500 µin)
中仕上げ: Ra 3.2 µm (125 µin)
微細仕上げ: Ra 0.8 µm (32 µin)
レイ方向 (↔)
表面テクスチャの主な方向をマークします。
よく使われるレイの種類は次のとおりです。
ラジアル: ⦿
クロスオーバー: ╳
平行: ↔
円形: ○
加工代(m)
部品の表面仕上げに対して許容される余裕を示します。
通常は、表面仕上げ記号の横に「1.0 mm」などの寸法で表示されます。
技術図面でこれらの表面仕上げ記号を使用すると、各プロセスが適切に伝達され、機能的および美的観点から見て効率的で充実したコンポーネントが実現します。
表面仕上げに関する標準は、設計者、製造者、検査員の間のやり取りを容易にするため、エンジニアリング図面には不可欠です。私は、これらの標準を、特定のコンポーネントの機能、外観、および性能に関連して、そのコンポーネントが満たすべき表面仕上げと品質を示す国際規制であると考えています。これらの標準は、荒加工と製造操作の明確さも高めます。注目すべきパラメータは次のとおりです。
粗さ (Ra) – マイクロメートルで表された平均表面粗さの値 (例: 細かい仕上げは 0.8 µm)。
レイ – 表面が彫られる相対的な方向を定義する用語 (例: 平行、円形)。
材料除去許容値 (m) – 仕上げの上限を定義します (例: 「1.0 mm」)。
波状性 (W) – アートとは、表面からのより顕著だが均一性が低い偏差を指します。
これらのパラメータを利用すると、コストのかかる製造エラーを削減する標準を確立するのに役立ちます。
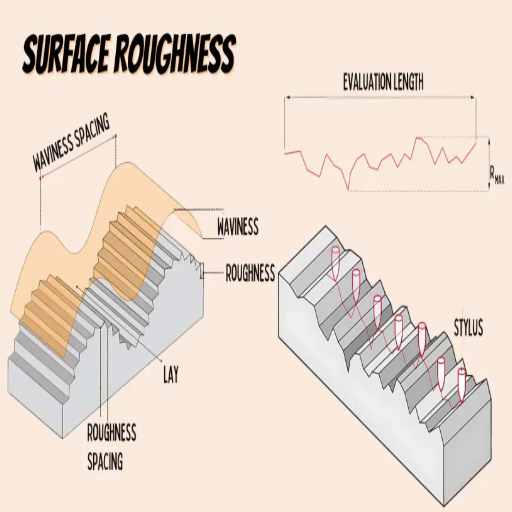
他のものと同様、表面粗さも、プロファイロメータなどの精密機器で、比類のない精度で値を測定できます。これらのツールは、領域をトレースしてスタイラス デバイスで記録し、平均粗さを表す Ra や、平均山から谷までの高さとして定義される Rz などの粗さパラメータを計算します。光干渉法やレーザー スキャナーなどの非接触アプローチは、優れた精度を実現するのに最適です。このような方法は、素材、表面の種類、必要な精度に基づいて実装されます。これらの測定はマイクロメートル ベースであり、これらの機械が機能するには、生産プロセスで有効に機能するための特定の基準を満たす必要があります。
接触式プロファイロメータ
原理: スタイラスは領域の表面上で動きを実行し、その領域内の標高の変化を記録します。
主なパラメータ:
Ra (平均粗さ): これは、表面が平均値から受ける平均偏差/高度を表し、通常はマイクロメートルで測定されます。
Rz: 平均山頂から谷底までの高さ: サンプル長さの範囲にわたって最高と最低の間の平均高さを計算します。
利点: 非常に正確で、あらゆる種類の材料や表面に最適です。
欠点: ワイエスは表面にわずかな裂け目が生じるため、敏感な素材や柔らかい素材には適していません。
非接触光学的方法
レーザースキャン:
原理: レーザー光線を表面に照射し、反射した光を分析して強度の変化を測定します。
主要パラメータ: 3 次元設計形式における表面 (ベース) テクスチャ特性。
利点: 複雑な形状を高速かつ非侵襲的に測定します。
光学干渉法
原理: 物質の表面から反射された光の干渉パターンを調べて、その粗さを判断します。
主なパラメータ:
超精密アプリケーション向けにナノメートル (nm) 範囲で測定できます。
利点: 測定が難しい繊細で反射率の高い材料に適しています。
原子間力顕微鏡(AFM)
原理: ナノスケールのプローブを使用して表面形状をスキャンし、原子レベルの解像度を取得します。
主なパラメータ:
ナノメートル(nm)レベルまで微細な質感を測定できます。
利点: 超滑らかな表面やナノ構造の表面に最適
選択基準
材料の種類: 硬い表面では接触方式の方が適していますが、繊細な材料では非接触方式が必要です。
精度のニーズ: 一般的な品質保証には Rz または Ra 値が必要ですが、ナノメートル スケールの測定には光干渉法または AFM が必要です。
速度とアクセシビリティ: 結果はすぐに得られますが、AFM ほどの精度は得られない可能性があります。
これらの技術とそのパラメータは正確で信頼性の高い 表面粗さ測定 さまざまな業界のさまざまなアプリケーションに。
Ra のような粗さの用語を理解するには、表面プロファイルから表面プロファイルの最適適合線までの偏差の平均 (マイクロメートル単位) として考えます。Ra は、粗さに単一の数値を割り当てるため、最も一般的です。ただし、Ra は山、谷、その他の不規則性の詳細を無視した単なる平均値であることに注意する必要があります。
その他の関連する技術的パラメータは次のとおりです。
Rz は、最も顕著な 5 つの山から谷までの距離の平均です。表面の粗さの極限をより直接的に評価できます。
Rq (二乗平均平方根粗さ) は、値が二乗されるため、より大きな偏差に重点が置かれた粗さの統計的近似値です。
粗さプロファイルの合計の高さを指します。プロファイルの最高峰と最低谷間の距離です。
各パラメータは、アプリケーションの精度要件に応じて特定の機能を果たします。たとえば、Ra は一般的な比較に適していますが、Rz と Rt は表面の極限が重要な機能評価に役立ちます。複数のパラメータを使用して、より完全な表面テクスチャ特性を実現できます。
これらの表面仕上げチャートは、測定の制御と一貫性を保つのに役立ちます。これらを使用するときは、測定された表面テクスチャ パラメータ (Ra、Rz、Rt など) をチャートに示された値と常に比較します。一般的なケースでは、平均粗さ (粗さ) が主な選択肢です。表面の山と谷がパフォーマンスに影響を与える場合は、表面の凹凸の平均高さである Rz が役立ちます。表面のテクスチャに大きな違いがある場合は、プロファイルの合計高さ Rt が重要になります。これらのパラメータを使用すると、表面仕上げが設計要件と機能要件を満たしていることを保証でき、目的が達成されることが保証されます。
表面仕上げ記号は、部品やコンポーネントの表面の特徴や変更を表します。これらは、表面のテクスチャが意図した目的を確実に果たすために完了する必要があります。これらの記号は、完成品の意図された機能性と美しさを実現するために重要な、粗さ、レイ、波状などの特徴を詳細に示します。よく使用されるタイプには、必要な機械加工を示す基本記号 (チェック カードの数字)、許容される材料除去領域を示す材料除去許容記号、および特にユニークと呼ばれる粗さの値、方向性、および仕上げプロセスを示すより多くの表記を含む記号があります。記号を使用すると、設計者、製造者、エンジニア間のやり取りが容易になり、提供された設計の仕様を満たすために効率的に作業するのに役立ちます。
表面仕上げは、部品の機能と美観にとって不可欠であり、専門的な技術を組み込むことも同様に重要です。ここでは、これらの方法とその特定の戦略のいくつかについて詳しく説明します。他のプロセスと比較して、表面仕上げは、幾何学的寸法の高精度や表面の優れた滑らかさの達成など、比類のない利点を提供します。
研削:
目標:優れた表面仕上げを実現しながら、高い寸法精度を達成する。
技術的パラメータ:
表面粗さ(Ra):「10」および「16」
MRR: 中程度
一般的な研磨剤: 酸化アルミニウム、炭化ケイ素
研磨
目標: 目に見える表面の欠陥を研磨して取り除くことで、表面の滑らかさと美観が強調されます。
技術的パラメータ:
表面粗さ(Ra):「2.5」以下
研磨ホイールの速度: 1000-3000RPM (材質により異なります)
研磨剤の使用
サンドブラスト
目的: 高速研磨粒子を使用して表面を洗浄、平滑化、または粗くする。
技術的パラメータ:
研磨材の粒度: 50~120グリット
空気圧: 40~120 PSI
表面変質深さ: 50マイクロメートル以下
陽極酸化
目的: アルミニウムなどの金属の耐腐食性と装飾性の向上。
使用電圧: 合金とコーティングの厚さに応じて10 -70以上
コーティングの厚さ: 美観重視の場合は5~25マイクロメートル、硬質アルマイトの場合は25~150マイクロメートル
電解液の種類: 硫酸またはクロム酸
電気めっき
目標: 金属層の表面への堆積により耐食性と電気伝導性を向上させる。
技術的な詳細は以下に記載されています。
コーティングの厚さ – 1~100 mµ。
電流密度 – 0.5~5 A/dm²。
材料の例 – ニッケル、Cr、Zn。
ブラッシング
目的 - 機能的かつ装飾的な目的で伝統的な方向性パターンを生成する。
技術的な指示は次のとおりです。
研磨バンドまたはブラシの粒度 – 60~320 CFC。
部品の送り速度 – 10~30m/分。
機能的および美的ニーズと加工する材料に応じて、任意の方法を採用できます。これらの側面により、生産を最適化しながら、必要な表面基準を満たすことが容易になります。
国際的に認められた記号は表面のテクスチャと粗さを定義し、技術図面を明確にし、処理を容易にします。これらの記号には、エンジニア、設計者、製造業者間の明確なコラボレーションに不可欠な、表面仕上げの要件、機械加工操作、関連する粗さの値などの情報が含まれています。このような記号は、ISO 1302 や ASME Y14.36M などの規格に組み込まれています。
基本的な表面テクスチャシンボル
この記号 (チェックマークのようなもの) は、表面の質感の要件を指定しますが、その製造方法は規定しません。
使用例: 制御を必要とする機能コンポーネントの表面仕上げを示します。
加工必要記号
追加のダッシュが付いた基本シンボルは、希望する仕上がりを実現するために機械加工手順 (研削および/またはフライス加工) を実行する必要があることを示します。
パラメータの例: 機械加工された表面の表面粗さは通常、0.8~6.3 µm Ra の範囲です。
非機械加工面記号
基本シンボルには円が付いており、これは機械加工してはならない表面を示し、素材本来の質感を維持する必要があることを示しています。
パラメータの例: 粗さの値は通常、材料と成形プロセスによって異なりますが、通常は Ra 6.3 µm 以上です。
表面粗さの値
適切な機能や外観を保証する正確な前提条件を定義するために、特定の数値または範囲 (例: Ra 0.4~0.8 µm) が示されます。
その他のパラメータは次のとおりです。
繊細な仕上げのための Rz 1.0~6.0 µm などの Rz (平均粗さ深さ) パラメータ。
Rt (総粗さ高さ) はハイエンド コンポーネントに関連します。
これらのアイコンと基礎となる測定値を使用すると、学際的な関係が簡素化され、間違いの可能性が低減され、設計に関する主要な決定によって最適な製造が保証されます。
図面の標準的な表面仕上げ要件を考慮して、部品の機能的および美的ニーズを満たすために不可欠な特定の技術パラメータに集中します。通常、Ra 0.4~1.6µmの値範囲を持つRa(平均粗さ)などのパラメータは、目的に応じて精密または装飾的な機能によく使用されます。Rz(平均粗さ深さ)は、制御された平均表面平坦性を必要とするコンポーネントに選択され、一般的に1.0~6.0µmの範囲です。さらに、全体的なプロファイル高さを指定する必要がある特別な要件のある部品に対して、合計粗さの高さが定義されることがあります。パラメータは、設計者と製造者の「グローバル英語」の一種として理解されており、製品が意図したとおりに機能し、設計が最適化されたように見えるようにするのに役立ちます。これらすべてが、わかりやすく効果的な方法で行われます。

表面仕上げは製造工程で決定されます。製造に用いられる方法とツールは、表面の質感と品質に直接影響します。フライス加工、旋削加工、 研削工程では、通常、より細かい仕上がりが得られる。一方、鋳造や鍛造では、これらの方法の方がより支配的な特性を持つため、表面仕上げが粗くなります。部品の仕上げに影響を与えるその他の要因には、ツールの状態、加工速度、材料の特性、および設置されている冷却システムなどがあります。機能的および美的パラメータを考慮して、望ましい仕上げを実現するには、これらの変数の変更が必要です。
表面品質に影響を与えるすべての要因を説明的かつ構造的に分類すると、機械加工プロセスの影響と、そのおおよその主要な技術的パラメータをさらに理解するのに役立ちます。
加工技術
旋削とフライス加工: これらの方法では、送り速度とスピンドル速度に応じて、表面粗さが Ra 0.4 µm ~ Ra 3.2 µm の滑らかな仕上がりが得られます。
研削: 研削により、Ra 0.1 µm ~ Ra 0.8 µm 程度の表面粗さを実現し、超微細仕上げが可能になります。
鍛造と鋳造: 正確な材料除去が行われないため、Ra 粗さ値が Ra 6.3 マイクロメートルを超える粗いテクスチャが生成される傾向があります。
ツールの状態と機械の形状
適切な切削角度を持つ、より適切にメンテナンスされた工具は、表面品質を向上させます。たとえば、鋭い工具の刃先は摩耗が少なく、表面粗さが向上します。
高速度鋼 (HSS) またはコーティングされた超硬合金の切削工具は、精度と耐久性が向上します。
材料特性
アルミニウムなどの柔らかい金属は、より細かい仕上げを生み出すことが知られていますが、高度な切削工具を使用しない限り、鋼鉄などの硬い材料では、より粗い表面が現れる場合があります。
変数のカット
送り速度: 旋削の場合は 0.1 mm/回転などの低い送り速度で滑らかな表面が得られます。ただし、速度が低すぎるとエラーが発生します。
CNC加工により 切削工具、材料特性、加工方法など、多くの要素を最適化することで、望ましい表面仕上げを実現します。使用すると、より簡単に望ましい結果を達成できる特定のツールがあります。
ツールの選択と品質
表面仕上げの品質は、切削工具の選択と手入れによって決まります。たとえば、より鋭い工具を使用すると、変形や粗さが最小限に抑えられます。
超硬合金、セラミックコーティングインサート、多結晶ダイヤモンド (PCD) などの先進的な材料を使用した工具は、優れた仕上げを実現します。これらの材料は工具寿命を向上させるだけでなく、加工時の精度も向上させます。
加工方法
送り速度: 旋削の送り速度は低い方が望ましい場合が多く、理想的なのは 0.05mm/回転から 0.2mm/回転の間です。送り速度が低いほど、仕上がりがきれいになります。ただし、送り速度が低すぎると、工具のチャタリングが発生する場合があります。
切断速度: 速度を上げると、材料の裂け目が減り、表面の滑らかさが向上します。たとえば、柔らかいアルミニウム材料は 500 ~ 1000 m/分で使用できますが、より硬い材料は切断ツールと条件に敏感で、50 ~ 200 m/分が必要です。
切削深さ: バランス理論によれば、切削深さが 0.1 ~ 0.5 mm 未満の場合、工具にかかるストレスが軽減され、仕上がりも良くなります。
クーラントと潤滑剤
適切な冷却剤または潤滑剤を選択すると、動作温度、摩擦、およびツールの劣化が低減し、滑らかさが向上します。たとえば、フラッド冷却剤は、温度を効果的に制御するために高速動作でよく使用されます。
重要な考慮事項
素材の特性は、達成可能な表面仕上げに直接影響します。より柔らかい アルミニウムや真鍮などの金属 表面がへこみ、滑らかさが失われる傾向がありますが、より硬い金属の場合は、表面が過度に粗くならないように慎重に修正する必要があります。
機械精度
含まれるのは CNCマシンの最新制御システム 表面仕上げの一貫性が向上します。ダイレクト ドライブ モーター、リニア スケール、熱安定化構造により、繰り返し精度の高い加工が可能になり、適切なツールの使用に役立ちます。
これらのパラメータを遵守することで、効率的で信頼性の高い CNC 加工が可能になり、表面仕上げの要件が保証され、製品の望ましい品質と機能が満たされます。
製造された製品の表面仕上げは、材料の特性、切削条件、および機械の状態に依存します。私の経験では、アルミニウムなどの柔らかくしなやかな材料を使用すると、一般的に滑らかな仕上げが得られます。対照的に、鋼やチタンなどのより硬い材料では、粗さを下げるために機械加工プロセスを厳密に調整する必要があります。主要な切削パラメータには、送り速度、切削速度、および切込み深さがあります。たとえば、通常、送り速度を下げて (0.05 ~ 0.1 mm/回転)、切削速度を上げます (200 ~ 400 m/分)。また、切削工具の状態 (工具の形状と鋭さを含む) も重要です。工具の摩耗が増加すると、粗さが増加します。機械は、特性の不安定性、振動、またはクーラントの流出の影響を受けやすく、大きな影響を及ぼします。これらのパラメータを微調整すると、特定の製造要件の特定の目標に応じて最適な結果が保証されます。

表面仕上げは、コンポーネントの機能、性能、耐久性に影響するため、エンジニアリング設計において最も重要な側面の 1 つです。表面の滑らかさが優れているほど、摩擦や摩耗が減り、可動部品の効率も向上します。さらに、表面の滑らかさにより、表面の凹凸による応力集中が軽減されるため、疲労耐性が向上します。シーリングなどの一部の用途では、表面仕上げの精度が重要です。不適切な仕上げにより、隙間が密閉されない場合があります。また、環境による損傷が軽減されるため、耐腐食性が向上し、見た目も良くなり、均一性が確保されるため信頼性も向上します。必要な表面仕上げを実現することで、エンジニアリング製品の信頼性が向上することは間違いありません。
表面仕上げ記号は技術図面の寸法の一部であり、特定の表面仕上げを実現するために従うべき詳細を示します。これらの記号は、重要な表面パラメータや、波状度、粗さ、レイの測定など、表面粗さに関する詳細も概説します。これらの記号により、製造中にこれらのパラメータが達成され、意図した品質が製造されることが保証されます。
表面テクスチャシンボルの主な技術的パラメータは次のとおりです。
粗さ平均 (Ra): 検査された表面プロファイルの平均線からの偏差は、通常、マイクロメートル (µm) で定義され、示されます。典型的な値は、高度に研磨された表面の 0.1 µm から、より粗い表面の 25 µm まで変化します。
最大粗さ深さ (Rz): 定義されたサンプル長さ内のベースラインからの最大ピークと最深谷の平均高さ。
レイ シンボル: 表面テクスチャの方向を定義します。要件に応じて、円形、平行、またはクロスハッチングになります。
波状性 (W): 部品の方向や機能に影響を及ぼすことが多い粗さに比べて、範囲が広く間隔が広い表面の変化の組み合わせ。
カットオフ長さ: カット長さは、アプリケーションで必要な精度に応じて表面を粗くするために使用されます。
これらのパラメータに対応する表面テクスチャ シンボルは、設計者と製造者が設計のアイデアや仕様をより簡単に伝達するのに役立ちます。これにより、エンジニアリングされたコンポーネントの望ましい機能、信頼性、および外観の目標を満たすことができます。
表面の品質と機能性を維持するには、いくつかの要素を注意深く分析し、管理する必要があります。表面の質感は、エンジニアリング システムにおけるコンポーネントのパフォーマンス、寿命、システム統合に影響します。特定の技術パラメータに関する最も重要な決定事項は次のとおりです。
材料の選択: 選択した材料によって、期待される表面仕上げが大きく決まります。ステンレス鋼などの特定の金属は、より複雑な材料よりも加工しやすく、粗さの値も細かくなります (鏡面仕上げの場合は Ra 0.4 um 未満)。その結果、表面は粗くなりますが、耐久性が高くなります。
製造方法: 異なる技術により表面仕上げが異なります。
研削と 研磨により優れた仕上がりを実現 Ra は 0.02 um ~ 0.4 um です。
ミリングまたはチューニング - 0.4 ~ 3.2 um Ra の中程度の粗さの表面を実現します。
鋳造またはサンドブラストにより、仕上げ Ra が 6.3 um を超える粗い表面が得られます。
特殊な地下特性: 表面は目的を達成するために適応する必要があります。
漏れを防ぎ、正確に密封するには、シール面には非常に滑らかな Ra (<0.1 um) が必要です。
耐摩耗性部品には、潤滑油の保持に役立つ設計された粗さ (Ra 1 ~ 4 um) が与えられている場合があります。
最高の透明度と光透過率を得るには、光学部品は優れた光学的平滑性を備えている必要があり、多くの場合、Ra 0.01 um 未満になります。
分光プロセス: 表面スキャン Keyence や周辺測定システムなどの特殊な機器は、接触型および非接触型のレーザー飛行時間距離測定を利用して、表面テクスチャ汚染測定システムに基づいて仮想的に変更されたビューを作成できます。
接触型プロファイロメータ システム: Ra パラメータ、Methos Rz、および Rq パラメータを非接触 (プロファイラ) - (指 - 非接触) で測定します。
標準の管理: 互換性の利用と品質の均質化には、国際基準または ISO 4287 ASME B46.1 などの業界用語への相互依存性が不可欠です。たとえば、Ra 平均粗さは、粗上面の二重平均垂直オフセット領域の値であり、粗下偏差は機械加工される表面の中央線からのものです。RZ は深さパラメータとして水平最大粗さに焦点を当て、RP は最も深いポイント、つまりすべてのピークのゼロに到達したピークの高さです。
建設資材を綿密に検査し、高度な技術を巧みかつ正確に適用することで、自己主張の品質と相まって、あらゆる技術的制約に対するカスタムおよび事前設定された表面要件を満たすことができます。
エンジニアリング タスクの適切な表面プロファイルを決定する際、私は常にアプリケーションの特定の要件とコンポーネントの機能性を考慮します。たとえば、コーティングや接着剤など、強力な接着力を必要とするアプリケーションでは、高い Ra (平均粗さ) 値が正当化される場合があります。対照的に、精密部品の滑らかで耐摩耗性のある仕上げには、低い Ra 値が不可欠です。これは、山から谷までの変化の範囲を考慮し、シーリングや潤滑などの他の機能に不可欠な Rz (最大粗さ深さ) に似ています。Rsk (歪度) や Rku (尖度) などのパラメーターを使用して、より詳細な情報を提供できます。これらのパラメーターは、表面支持力と表面密度の決定に役立ちます。
私は、ISO 4287 や ASME B46.1 などの規格の制限内で選択が行われるようにすると同時に、設定された環境条件、製造プロセスの技術的能力、および経済的制限も考慮します。これを行う際、表面プロファイルは、中程度のテクスチャの Ra やピーク値の Rmax などの技術的パラメータに関する表面機能寸法から指定されます。このように、表面プロファイルは、さまざまなエンジニアリング アプリケーションで最適なパフォーマンスと信頼性を実現します。
A: 表面仕上げ記号は、機械部品の望ましい表面の質感と品質を伝えるために技術図面で使用されるグラフィック表現です。表面の粗さ、レイ、および表面に必要な追加処理に関する情報を提供します。表面仕上げ記号を理解することは、正しい表面形状を実現し、部品が意図したとおりに機能するために不可欠です。
A: 表面仕上げの概念を理解するには、表面粗さ、レイ、テクスチャなどの基本的な用語を学ぶ必要があります。表面仕上げ記号とその意味のガイドは、表面特性を表すためにエンジニアリング図面でどのように使用されるかを包括的に理解するのに役立ちます。
A: 平均粗さは、通常 Ra と表記され、指定された長さにわたって平均線からの平均表面高さ偏差を測定する表面仕上げパラメータです。表面の粗さを定量化するためにエンジニアリングで広く使用されており、部品の性能と美観を決定する重要な要素です。
A: 表面仕上げ記号ガイドでは、通常、表面の質感を表すために使用されるさまざまな記号、その意味、および特定の表面仕上げ要件との関連について説明します。これらの記号はグラフィカルで標準化されており、エンジニアリング分野間で一貫したコミュニケーションが確保されます。
A: 表面仕上げを理解することは重要です。表面仕上げは機械部品の性能、耐久性、外観に影響するからです。表面仕上げは摩擦、耐摩耗性、適切なシールを形成する能力に影響します。表面仕上げ記号を正しく解釈することで、製造された部品が仕様を満たし、意図したとおりに機能することが保証されます。
A: 表面粗さ記号は、技術図面上で表面の粗さを示すために使用される特定のグラフィック表現です。これらの記号は、エンジニアやメーカーが、表面の凹凸のレベルと、望ましい表面テクスチャを実現するために必要な表面仕上げの種類を理解するのに役立ちます。
A: 表面仕上げ記号は、望ましい表面粗さ、レイ、および追加の表面処理を示す標準化されたグラフィック記号を使用して表面特性を表します。これらの記号は、機械部品の技術図面に不可欠であり、製造と品質管理に重要な情報を提供します。
A: 表面レイとは、通常、製造プロセスによって生じる主な表面パターンの方向を指します。表面レイは、特に表面が他のコンポーネントと相互作用するアプリケーションで部品の機能に影響を与える可能性があるため、表面仕上げの重要な側面です。表面仕上げのシンボルには、最適なパフォーマンスを確保するために必要な表面レイに関する詳細が含まれることがよくあります。
A: プロファイロメータや光学装置などの表面仕上げの測定方法は、部品の表面の高さ、粗さ、質感を評価するのに役立ちます。これらの測定は、部品が指定された表面仕上げパラメータを満たしていることを確認し、完成品の機能上の問題や故障のリスクを軽減するため、品質管理にとって非常に重要です。

