
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
ウォータージェット切断技術の導入により、製造業および加工業の効率と精度は劇的に向上しました。しかし、鋼鉄のような厚い材料を切断する場合、ウォータージェットはどの程度効果的かという疑問が残ります。このブログ投稿では、水圧、使用する研磨材、鋼鉄の一般的な特性を考慮した切断厚さの決定要因など、さまざまな概念を分析して、ウォータージェットカッターの内部構造と機能を詳しく調べます。その際、ウォータージェット切断を他の方法と並べて比較し、その利点を概説し、よくある誤解と実際の用途を明らかにします。このガイドでは、ウォータージェット切断鋼鉄の限界と強みを検討し、加工の専門家、エンジニア、およびこの革新的な技術についてさらに学びたいすべての人に役立ちます。

ウォータージェットを使用して切断される鋼鉄の厚さは、ウォータージェット システムのパワー、研磨剤の種類、および鋼鉄の品質によって異なります。工業用グレードのウォータージェット マシンは最大 12 インチの厚さを切断できますが、切断速度とエッジ品質はそれより薄い材料にのみ適しています。精度と効率性の観点から、最も適した切断厚さは 2 ~ 6 インチです。
調査からわかったことですが、ウォータージェット技術は驚くほど多用途に使えるようです。ウォータージェットは、鋼、石、ガラス、複合材を切断できます。ほとんどの産業用ウォータージェットは、最大 12 インチの厚さの鋼を切断しますが、最適な速度と精度を得るには 2 ~ 6 インチが最適です。このプロセスは非熱的であるため、材料の歪みや反りに関する問題は回避されます。そのため、繊細で熱に弱い作業に最適です。さらに、切断の効率とエッジ品質は、研磨材の選択と水圧によって左右されます。
特定のウォータージェット システムで切断できる材料の最大厚さを決定する変数の一部を以下に示します。
水圧
水圧が高いほど、切断動作がより効果的になります。ほとんどの産業用ウォータージェットは 50,000 ~ 90,000 PSI で動作し、厚い材料を切断するのに役立ちます。
研磨剤の種類と流量
研磨剤の種類(通常はガーネット)と流量によって、切断効率が直接決まります。ほとんどの用途では、0.5 分あたり 1.0 ~ XNUMX ポンドが最適です。材料が厚い場合、粗い研磨剤を使用すると、速度とパワーが向上しますが、精度は低下します。
ノズルサイズ
ノズルが大きいほど、使用できる研磨剤の量が増え、より厚い材料を切断できるようになります。ただし、柔らかい材料は切断によって研磨されるため、切断精度が低下する可能性があります。標準ノズル オリフィスは、0.030 ~ 0.050 インチの範囲で制御された直径で切断されます。
材料特性
材料の密度、硬度、脆さの変化によって、切断のしやすさが決まります。アルミニウムなどの柔らかい材料は素早く切断できるため、鋼鉄やチタンなどの高密度の金属よりも厚い材料を切断できます。
切削速度
速度を遅くすると、切断されるエッジの脆弱性が軽減され、より厚い部分を除去できるようになります。ただし、速度を下げすぎると、効率が悪くなり、コストが増加する可能性があります。
ポンプ力
ポンプの出力は水圧と流量に関係します。さまざまな材料の厚さに応じて、50 HP から 150 HP のポンプが最も一般的に使用されます。
ウォータージェット システムは、これらの要素を調整して最高の効率と精度を実現することで、実用的な厚さを最大化し、システム機能を強化し、材料要件を最適化することができます。
ウォータージェット切断は、金属を切断する技術の中でも、その効果と技術力で知られています。熱を使わずにさまざまな種類の材料を切断できます。以下は、ウォータージェット切断の概要と、その他の一般的な技術との比較、およびそれらの技術的パラメータと利点です。
ウォータージェット切断とレーザー切断
精度: 精度に関しては、どちらの技術も効果的ですが、ウォータージェット切断は最大 0.005 インチに達する厚い材料でもより実現可能であり、許容範囲が 0.002 と低いレーザー切断よりも細かく切断できます。ウォータージェット カッターの許容範囲も材料の厚さによって異なります。ウォータージェット ホースは ±0.003 インチの許容範囲で切断されますが、ウォータージェット ソーは ±0.005 インチの許容範囲で切断されます。
材料の適合性: ウォータージェットは金属、複合材、石、ガラスなど、ほぼすべての物質を切断できますが、レーザー切断はプラスチックの薄いシートやアルミニウムや銅などの反射性金属に限定されます。
厚さ: ウォータージェットは、最大 12 インチの厚さの石材、複合材、金属を切断できます。ただし、レーザーの強度によっては、水レーザー切断は 1 ~ 2 インチ程度の薄いシートにしか効果がありません。
熱影響部 (HAZ): ウォータージェット切断がレーザー切断に比べて優れている点の 1 つは、熱影響部 (HAZ) がないことです。このプロセスでは熱を使用しないため、HAZ は存在しません。ウォータージェット切断とは異なり、レーザー切断では熱が発生するため、切断箇所の周囲の材料の特性が変化する可能性があります。
ウォータージェット切断とプラズマ切断
精度: ウォータージェット切断はプラズマ切断に比べてより正確できれいです。プラズマ切断は精度が低く、切断面は粗く、切断幅は 0.04 ~ 0.06 インチで、切断するとスラグやドロスが多くなります。
材料の厚さ: ウォータージェットは厚い材料を切断できますが、厚さが 6 インチ以下の金属の場合はプラズマ切断の方が効率的に機能します。
コスト効率: 薄い金属の切断など、エッジ品質に厳しい要件がないアプリケーションでは、より高速で経済的なプラズマ システムが使用されます。
材料の多様性: 導電性材料のみに制限されるプラズマ切断とは異なり、ウォータージェットはほぼすべての材料を切断できます。
ウォータージェット切断と EDM (放電加工)
精度: EDM は、超高精度で、厳しい公差を伴う複雑な作業を高精度で迅速に行うのに最適です。ウォータージェットも高精度ですが、非常に詳細な作業には EDM の方が適しています。
材料の厚さ: ウォータージェットは 12 インチまでの厚い材料にも対応できますが、EDM は電気侵食プロセスのため比較的薄い材料しか処理できません。
切断速度: 静かで精密な EDM とは異なり、ウォータージェット切断はほぼ常に高速です。
用途: ウォータージェットは、工具や金型の製造によく使用される EDM よりも、さまざまな材料の大きな部分を切断するのに適しています。
ウォータージェット切断の技術的パラメータの概要:
切断許容範囲: ±0.003インチ~±0.005インチ
素材の厚さ: 最大12インチ
材料の種類: 金属、複合材、セラミック、ガラス、石、ゴムなど
切り口幅: 0.02~0.04インチ
出力: ポンプは50 HPおよび150 HPで動作し、圧力は90,000 PSIです。
これらの違いを理解することで、製造業者は各材料に最も適したウォータージェット方式を検討することができます。ウォータージェット切断は、精度の多様性と熱の発生が少ないことから、さまざまな業界の多くの用途に最適な選択肢となっています。
ウォータージェット切断では、ガーネットなどの研磨材を混ぜた高密度の水流を使用して厚い鋼を切断できます。水流は約 90,000 PSI に加圧され、数インチの鋼板を正確かつ効率的に切断できる、よく集中したジェットが生成されます。このプロセスの重要な点は、熱が発生しないことです。そのため、鋼の構造的完全性を維持できます。ウォータージェット切断では、材料が歪んだり特性が変化したりするリスクはありません。これらの特性により、ウォータージェット切断は、建設、航空宇宙、製造業における厚い鋼に最適です。
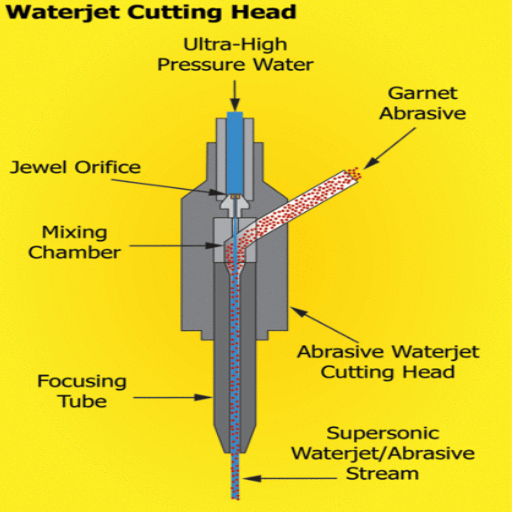
ウォータージェット切断では、ガーネットを混ぜた高圧水ジェットを使用して、材料を非常に正確に切断します。このプロセスは、まず水を汲み上げ、ポンプで約数万 PSI まで加圧します。次に、水がオリフィスから放出され、圧力が低くなり、水が細いジェットに膨張します。ガーネットなどの研磨剤が含まれている場合、ウォータージェットで材料の表面を破壊することで切断効率が向上します。研磨ウォータージェットは、高速で移動する水の機械的パワーとガーネットの切断力を利用します。これらのジェットは強力で柔軟性があり、複合材料や厚い鋼鉄など、熱による損傷に敏感な材料に適しています。
ウォータージェット切断では、適切な研磨剤を使用することで、より厚い材料やより難しい材料にも対応できます。たとえば、一般的な研磨剤であるガーネットを組み込むことで、鋼、チタン、セラミックを非常に高い精度で切断できます。これらの材料は、耐久性と硬度が高いため、切断に使用されます。
考慮すべき詳細には、研磨材の粒度 (一般的な切断では 50 ~ 80 メッシュ、彫刻ではより細かい) などがあります。この研磨材の送り速度は 0.5 分あたりのポンドで測定され、材料の厚さに応じて 1.5 ~ 50,000 の範囲で変化します。また、圧力はより複雑な作業では 60,000 ~ XNUMX PSI の範囲になります。これらの関係は、最適化を計算する際に切断速度、エッジ品質、運用コストを満たすように構築する必要があります。切断手順で研磨材を使用すると、あらゆる種類の複雑さに効果的かつ正確に対処できます。
研磨ウォーター ジェット切断では、材料と結果に合わせてパラメータを調整することで成功が決まります。以下は実際の経験から得られたヒントです。
ウォータージェット切断の推奨事項
フォームやゴムなどの柔らかい素材には、20,00030,000~XNUMXPSIの水圧が必要です。
木材、プラスチック、薄い金属板などの中密度材料は、通常 40,000 ~ 50,000 PSI で切断されます。
鋼鉄や石材などの非常に密度が高く、硬い材料の場合は、水圧を 50000 ~ 60,00 PSI に設定する必要があります。部品の摩耗は大きくなりますが、鋼鉄や石材の切断速度は速くなります。
汎用切断では、より高速な速度と適切な表面仕上げを実現するために、80 メッシュのガーネットを使用します。
切り口の幅を狭くし、細かい部分や繊細な部分のカットの精度を高めるには、121 メッシュなどのより細かい研磨剤の使用を検討してください。
強力なカットには、50 メッシュや 60 メッシュなどの粗い研磨剤を使用します。
研磨剤の流量は通常 0.5 ~ 1.5 ポンド/分の範囲です。この値は、材料の厚さと硬度に応じて柔軟に変化します。流量を低くすると、材料が薄い場合にコストを節約できますが、金属や石が厚い場合は流量を高くする必要があります。
理想的には、流量が高ければ効率が向上します。ただし、エッジ品質が損なわれる傾向があります。
特に深くて複雑なデザインを正確にカットするには、低速で精度を高くすることが理想的です。
ノズルとオリフィスの選択
ほとんどのアプリケーションでは、0.030~0.040 インチの標準ノズル サイズを使用できます。オリフィスが大きいほど、研磨剤の流量を高くすることができますが、精度が問題になる可能性があります。
一貫した品質を実現するために、摩耗または損傷したノズルを適時に交換してください。
これらの基準を完璧にするには試行錯誤が必要ですが、それに従うことできれいな切断が実現し、材料の無駄が最小限に抑えられ、作業効率が維持されます。特定のウォータージェット モデルと材料については、製造元の推奨事項を参照してください。

ウォータージェットカッターは、厚い鋼材を扱う際に多くの利点があります。まず、通常では数インチを超えるような異常に厚い材料でも、精度を落とさずに切断できます。冷間切断法であるため、熱リスクの影響を受ける領域がないため、構造が維持され、反りが発生する可能性がありません。ウォータージェットカッターによってバリのないエッジが生成されるため、追加の二次仕上げプロセスを最小限に抑えることができます。また、さまざまな鋼種や組成を維持できるため、さまざまな業界で貴重なツールになります。最後に、ウォータージェットカッターは廃棄物がほとんど発生せず、有毒な煙や物質も排出されないため、環境に非常に優しいツールです。
私の知る限り、ウォーター ジェット システムは、厚い材料を切断する際の精度と正確さに役立ちます。高圧水と研磨粒子で切断するウォーター ジェット システムは、高密度の材料でも厳しい許容範囲で優れた性能を発揮します。この切断方法では熱が発生しないため、過熱の問題を回避できます。さらに、熱による歪みが回避されるため、材料の特性が損なわれることはありません。ウォーター ジェット カッターは、最も複雑な形状でも一貫性と正確さを維持できるため、最も要求の厳しい業界で役立ちます。
冷間切断プロセスは、主に非熱的であるため、鋼の完全性を維持する上で多くの利点があります。熱影響部 (HAZ) が形成されないため、鋼の微細構造とすべての機械的特性が維持されます。熱の影響に敏感な合金鋼や高強度鋼は、この利点を最も享受できます。冷間切断では、熱切断でよく見られる材料の反り、ひび割れ、または劣化の可能性も減ります。
主な技術的パラメータは次のとおりです。
切断精度: 最大 ±0.1 mm の高精度で、複雑なディテールをきれいに切断できます。
表面仕上げ: エッジの品質が高く、熱バリがないため後処理はほとんど必要ありません。
圧力レベル: 研磨材を使用したウォータージェットは、60,000 ~ 90,000 psi で最も効果的に切断できます。これにより、最も安定した切断力が得られます。
研磨材: 一般的なガーネットを 0.5 ~ 1.5 ポンド/分で使用すると、効果的な切断と最小限の材料損失が実現します。
材料の厚さ: 機器の能力に応じて、0.1 インチから 12 インチまでの鋼板の厚さを切断できるため、範囲が非常に効果的です。
冷間切断は、鋼の構造的および化学的完全性を維持するため、航空宇宙、自動車、建設などの産業用鋼材に使用されます。
当社が冷間切断技術に応用するさまざまな技術により、業界ではさまざまな鋼種や厚さの鋼を高効率、高精度、優れた結果で加工できます。この技術は、炭素鋼、ステンレス鋼、合金鋼、高張力鋼、ブレードを効率的に切断することで、その汎用性を証明しています。繊細なものでも頑丈なものでも、薄板から厚い材料まで、冷間切断で加工でき、材料特性は変わりません。
スチールグレード:
炭素鋼 (グレード A36、1018 など) – このグレードは、構造用途や汎用用途に広く使用されています。
ステンレス鋼 (グレード 304、316 など) - 耐腐食性が極めて高いため、食品、医療、海洋産業での使用に最適です。
合金鋼 (例: 4140、4340) - このグレードは優れた強度と耐摩耗性を備えています。
高強度鋼 (HSLA) - 主に、重量を軽減しながら高い耐久性が求められる業界で使用されます。
材料の厚さ:
薄いシート (<0.25 インチ) – 特に航空宇宙および電子機器の分野で、正確なカットや細部の加工に役立ちます。
中厚(0.25~6インチ) – 自動車の構造部品や機械によく使用されます。
厚い板(6~12インチ) – 大型造船業やエネルギー産業で使用されます。
この調整は、きれいで正確なエッジを保証する研磨ウォータージェットや、厚いセクション用の効率的なプラズマまたはレーザー切断機などの高度な機器によるものです。切断速度、圧力レベル (ウォータージェットの場合は 30,000~60,000 psi が標準)、およびその他の特定の材料の高度な方法などの要素を使用して、鋼の保存とともに最高のパフォーマンスを維持します。冷間切断はさまざまなグレードや寸法に変更して適応できるため、この技術は多くの業界セグメントで幅広く使用されています。

確かに、厚い鋼材のウォータージェット切断には限界があります。しかし、ウォータージェット操作はむしろ多用途です。非常に厚い鋼材を扱う場合、精度と切断速度は大幅に低下します。さらに、扱いにくく、より厳しい設定と研磨剤を使用すると、プロセスの効果が低下し、運用コストが増大する可能性があります。材料の密度が高くなるほど、エッジの品質が悪くなる傾向があり、適切な品質を得るには特定の仕上げプロセスを実行する必要があります。
材料の厚さが切断速度にどのような影響を与えるかを説明するのは良いことです。通常、材料の厚さが増すと、切断速度は低下します。これは、材料が厚くなると、完全に貫通するためにより多くの時間とエネルギー、つまり圧力が必要になるためです。たとえば、レーザー切断システムやウォータージェット切断システムでは、いずれも抵抗が大きい厚い金属を扱う必要があり、その結果、精度と刃先の品質が低下します。損失を軽減する必要がある場合、操作速度を遅くするのが一般的な方法ですが、これは効率とコスト効率が低くなります。
厚い鋼板で高い切断品質を達成することは、非常に困難です。正確なパラメータ設定や最適化された操作パラメータに関連する問題、その他いくつかの懸念事項に直面する必要があります。以下にいくつかの考慮事項を示します。
熱変形
レーザー切断などのプロセスでは、過熱して変形を引き起こす可能性があります。このような場合には、熱分散メカニズムと適切な冷却システムが非常に重要です。
エッジの粗さ
ほとんどの場合、鋼のエッジは粗いか、または精密です。送り速度、ノズルの高さ、または切断ヘッドの位置を変更すると、これらの粗いエッジが鈍くなることがあります。
切削速度
厚い鋼を切断する場合は、速度を 1 ~ 1.2 インチ / 分に下げる必要があります。これより速く切断すると、切断面が粗くなります。
補助ガス圧
窒素または酸素と溶融材料を使用して 5 ~ 10 bar の圧力設定にすると、切断中にその領域を洗浄するのに役立ちます。ただし、これらの圧力設定では厚い材料が最適です。
ビームフォーカスまたはツールのキャリブレーション
コンクリートビームの焦点を合わせることで、有害なレーザーがきれいな貫通部を切断しないようにします。ウォータージェットカッターでは、機械の位置を調整し、適切な研磨材の供給速度を確保することが重要です。最も重要な数値は、1 分あたり約 1.2 ~ XNUMX ポンドです。
材質の硬度のばらつき
均一な鋼の硬度は品質の確保に不可欠です。差異を減らすには、切断前に材料を事前に検査すると最良の結果が得られます。
これらの基準が正しく処理されれば、かなり厚い鋼でも精度と信頼性が向上します。
Hi-Tech Fabrication の Y カッターは、厚い鋼を 1 回のパスで加工する際に時間とコストを節約します。自動ウォータージェット カッター Y カッターは、中厚から厚い鉄金属の加工コストを大幅に削減します。詳しく見てみましょう。
加工時間と労働コスト
たとえば、作業員は金属を切るために何時間も工具を交換する必要はありません。Y-Cutter のジェット ソーを使用すると、まったく時間がかかりません。50 人で 70 時間あたり最大 4 ~ 4 本のパイプを簡単に切断でき、非常に速いペースで素晴らしい品質が得られます。厚さ XNUMX インチの鋼鉄の場合は速度を XNUMX インチに設定し、あとはソーに任せてください。残りはカッターが処理します。
初期投資と運用費用
金属パイプを切断するのに、チーム全員を動員する必要はもうありません。持ち運びが簡単なウォータージェット カッターを購入すれば、コストを節約できます。また、追加の作業員を雇う必要もありません。チーム全員で安心して装置を操作できます。Y カッターを使用すると、時間を有効活用できます。電動カッターを 200 アンペア未満に設定すると、すべてが自動的に処理されます。時間の節約が、お金を生み出すのです。
したがって、同じレベルの精度を維持しながら、運用と製造のコストが大幅に削減されることがわかります。
エネルギー使用量
厚い鋼板をプラズマ切断するなどのプロセスでは電気代が高くつくことがありますが、費用は切断のソースと継続時間によって異なります。鋼板の厚さに基づいた独自の電源と推奨設定により、最適な電力消費を確保できます。
消耗品とメンテナンス
大型切削工具も、特に重い材料を扱う場合には、摩耗しても耐用年数があります。ノズル、電極、研磨材を交換すると、サービス コストが大幅に増加します。予算を設定することで、切削工具が一貫して機能することが保証されますが、予算は何度も費やす必要があります。
コスト要素との見事な調和には、合理的な見積もり、機械の最適な使用、材料とプロジェクトに関する実用的な技術の選択が含まれます。これらの要素を定式化することで、極厚鋼板の切断にかかる費用を抑えることができます。

厚い鋼材の切断は正確かつ精密に行われます。ウォータージェット切断は、最も優れた方法の 1 つです。レーザー切断やプラズマ切断とは異なり、ウォータージェット切断では材料が加熱されません。そのため、材料の完全性が維持され、熱影響部は存在しません。ウォータージェット切断方法は正確で、無駄が最も少なくなります。さらに、非常に厚く密度の高い材料を切断できます。また、厚さや組成が異なるさまざまな材料に対応できるため、他に類を見ません。ウォータージェット切断には、初期コストが高い、プラズマ切断よりも切断速度が遅い、プロジェクトの要件に依存するなどの欠点があります。最後に、ウォータージェット切断は、極めて高い精度と材料の保存を重視するプロジェクトに最も役立つ方法です。
厚鋼に対するウォータージェットとプラズマ切断の有効性を調べた結果、プロジェクトの性質や目的に応じて、どちらのアプローチも有益であることが明らかになりました。ウォータージェット切断は正確で、熱の影響を受ける領域がありません。これは、鋼の構造的完全性を維持する上で重要です。さらに、厚くて多様な材料を最小限の廃棄物で切断できるため、汎用性があります。プラズマ切断はそれほど正確ではありませんが、大量生産のプロジェクトではより速く、より安価で、より効果的です。全体的に、材料の保存と精度が重要な要素である場合、私はウォータージェット切断を好みます。一方、より短い完了時間を必要とする安価なソリューションの場合は、プラズマ切断の方が優れた選択肢です。
ウォータージェット切断とプラズマ切断はそれぞれ、現代の産業ニーズを満たす従来の機械ツールに比べて明確な利点を提供します。
ウォータージェット切断
精度: ウォータージェット切断は ±0.003 インチ以内の精度を実現できるため、非常に複雑なデザインに適しています。
熱影響部 (HAZ) なし: ウォータージェット切断では熱を使用しないため、反りや材料特性のその他の変化を防止できます。これは焼き入れ鋼に必須です。
汎用性: ウォータージェット切断では、金属、複合材、セラミックなど、最大 12 インチの厚い材料を切断できます。
廃棄物の最小化: ウォータージェット切断は、精度を確保し、高品質の切断による廃棄物とコストを削減することを目的としています。
プラズマ切断
切断速度: プラズマ切断はウォータージェットよりも大幅に高速で動作し、薄い材料の場合は毎分 200 インチの速度を達成します。
コスト効率: 運用コストが調整されているため、プラズマ切断は大量生産や複雑でない切断に適しています。
材料範囲: プラズマ切断は導電性材料に優れており、最大 2 インチの厚さを効率的に処理します。
携帯性: プラズマ カッターはウォータージェット システムよりもかなり携帯性に優れています。コンパクトで現場での作業に最適です。
どちらの方法も、効率性、精度、適応性を提供し、ツールの技術的パラメータとプロジェクトの要求を活用して、従来の切断に代わる優れた方法として際立っています。
ウォータージェット切断は、精度と材料の完全性を維持するのに最適です。ウォータージェット切断では、熱を発生する他の切断方法の代わりに、高圧水流または研磨剤を使用し、「冷間切断」機能を提供します。水を使用した切断では熱が発生しないため、熱の影響を受ける領域はありません。さまざまな敏感な材料は、この手順から大きな恩恵を受けます。
ウォータージェット切断を選択する際の主なシナリオ:
複雑なデザイン: ウォータージェット マシンを使用すると、エンジニアは ±0.003 インチという厳しい許容誤差で、非常に詳細で精巧なデザインを作成できます。
幅広い互換性: ウォーター ジェット切断は、鋼鉄、アルミニウム、チタンなどの金属のほか、ゴム、フォーム、ガラスも切断できます。また、最大 6 インチまで切断できるレイヤー方式も利用できます。
熱に敏感な部品: 複合強化プラスチックと特定のガラスは熱に敏感な部品であり、熱にさらされると割れたり変形したりする傾向があります。ウォーター ジェット切断では、どの部品も熱にさらされません。
環境に優しい: ウォーター ジェット面取りでは有害な煙や廃棄物が発生しないため、環境に優しいです。
多層コンポーネント: オペレーターは生産性を向上させながら、複数の材料層を切断できます。
ウォータージェット切断は、その独自の要件により、航空宇宙、自動車、建設、さらにはアートデザインのプロジェクトでも最高の結果を実現します。

スチール ウォータージェット切断では、同じ精度と効率で、さまざまな厚さや等級のスチールを切断できます。炭素鋼、ステンレス鋼、工具鋼、合金鋼、その他のあらゆる種類のスチールは、その厚さや硬度に関係なく、すべてウォータージェット切断できます。ウォータージェット切断では、熱や反射率に非常に敏感な扱いにくいスチールでも適切に処理できます。この方法では、熱によるゾーンの変化や歪みによる変化がないため、ウォータージェット切断が確実に行われます。
ウォータージェット プロセスの最も重要な利点の 0.01 つは、ステンレス鋼と工具鋼の切断です。ステンレス鋼では、HAZ (熱影響部) が除去されるため、材料の強度と耐腐食性が維持されます。ウォータージェット マシンの圧力と研磨設定に応じて、6 インチの繊細な薄いシートから 0.003 インチ以上の厚いプレートまで、さまざまな厚さのシートをきれいに切断できます。ステンレス鋼の切断許容範囲の平均範囲は約 ±XNUMX インチで、最先端の精度レベルを示しています。
ウォータージェット マシンは、A2、D2、M2 などのさまざまなグレードの工具鋼を、そのグレードの硬度と耐久性を維持しながら切断します。ステンレス鋼も、合金の重要な特性を失うことなく簡単に処理できます。ウォータージェットの未来的な機能にもコストがかかります。妥協案として、マシンは 60,000 ~ 90,000 PSI という驚異的な圧力で動作する必要があります。しかし、ウォータージェット マシンからの非常に高い圧力により、絶妙な結果が得られます。微細ガーネット研磨ウォータージェット カッターにより、後処理が最小限に抑えられます。
ウォータージェット マシンは、その適応性と柔軟性により、現代の製造業のゴールド スタンダードとなっています。ウォータージェット マシンは、複雑な設計や厳しい仕様のコンポーネントを必要とするさまざまな業界で優位に立つことができます。
ウォータージェット技術は、鋼材への取り組み方を完全に変えました。ステンレス鋼、工具鋼、さまざまな合金鋼など、ウォータージェット技術は確実な保証として信頼できます。ウォータージェットは厚い鋼板でも薄い鋼板でも効率的に作業でき、±0.003 インチという驚異的な許容誤差で切断します。また、ウォータージェットが精度や制御を失うことはありません。バリがほとんどない滑らかなエッジが生成されます。つまり、ウォータージェット技術はグレードを問いません。あらゆる形状の鋼材をしっかりとつかみます。
ウォータージェット切断の重要な特徴の 60,000 つは、熱を利用しないため、熱応力や歪みのリスクがないことです。このため、厳格な仕様を持つ業界を横断する複雑なデザインを切断する場合、ウォータージェット サービスは必要ありません。この技術は、90,000 ~ XNUMX PSI の高度な圧力設定とガーネットなどの一貫した微細研磨剤により、さまざまな鋼合金に対処するための比類のない汎用性も提供します。
精度、柔軟性、材料の完全性の維持が基本的な前提となる分野では、ウォータージェット切断は他に類を見ないほど魅力的です。注目すべき例をいくつか以下に説明します。
航空宇宙産業
ウォータージェット切断は、高性能鋼合金をタービンブレード、ブラケット、構造部品などに加工するために航空宇宙産業で広く使用されています。熱応力緩和機能を備えた複雑な形状の精巧な切断が可能なため、航空宇宙産業の規制に適合しています。ここでは、平均精度許容差は ±0.003 インチで、加工される材料の厚さは最大 6 インチです。
自動車製造
この技術により、ギア、排気管、サスペンション ブラケットなどの複雑な部品を効率的に加工できます。ウォータージェットは、熱による歪みがなく、精度が高いため、自動車の構造部品に使用される高強度鋼に適しています。メーカーは、ステンレス鋼を切断する際のウォータージェット圧力を 60,000 ~ 90,000 PSI に設定しています。
医療機器
医療業界では、ウォータージェット切断をツールやステンレス鋼の外科用ツールやインプラントに利用しています。安全性が求められるこれらのコンポーネントの精度要件は極めて高いです。高品質のガーネット研磨剤を使用することで、微細な部分でも材料の特性に影響を与えることなく、きれいで滑らかなエッジが保証されます。
石油・ガスセクター
ウォーター ジェット切断では、高圧や極度の温度に耐えるパイプライン、フランジ、バルブなどの鋼製部品を製造できます。さらに、熱の影響を受ける領域がないため、鋼の貴重な冶金特性が確実に維持され、競争上の優位性が得られます。
芸術的および装飾的な用途
ウォーター ジェット切断により、芸術家、宝石職人、建築家はカスタムのスチール デザインを作成できます。複雑なパターンの切断を制御することで、材料の強度と表面仕上げが向上します。
カスタマイズされた鉄鋼加工は装飾や高度なエンジニアリングの目的で実現できますが、ウォータージェット切断加工はコンピューター支援の世界で傑出しています。
最適な結果の技術的パラメータ
圧力設定: 60000-90000 PSI
許容範囲: 通常 ±0.003 インチ
切断材料の厚さ: 最大6インチ以上
使用研磨剤: 細かいガーネットまたは同等品
合金鋼に関しては、ウォーター ジェット技術を導入することで、業界は性能と適応性を犠牲にする必要がなくなります。その高度な機能により、信じられないほど過酷な条件でも平均以上の精度と適応性が保証されます。
A: ウォータージェット切断は、研磨粒子を混ぜた高圧水流を使用して材料を切断するプロセスです。ウォータージェット切断機は、この水流を材料に向け、効果的に材料を削り取って正確な切断を行います。この方法は、特に鋼鉄やその他の金属の切断に効果的です。
A: ウォータージェットで鋼材を切断する利点としては、材料の無駄を最小限に抑えた精密切断、材料特性を変える可能性のある熱影響部がない、複雑な形状を切断できる、さまざまな厚さや種類の鋼材を切断できる汎用性などです。ウォータージェット切断は環境にも優しく、有害な煙や粉塵も発生しません。
A: ウォータージェットで切断できる鋼の厚さは、特定の機械と設定によって異なります。一般的に、ほとんどの市販のウォータージェット切断機は、最大 6 インチの厚さの鋼を切断できます。OMAX ウォータージェットなどの一部の高度なシステムでは、さらに厚い材料、最大 9 インチのステンレス鋼を切断できます。ただし、厚さに応じて切断時間が大幅に長くなります。
A: ピュア ウォータージェット切断では高圧水流のみを使用し、通常は柔らかい材料の切断に使用されます。一方、研磨ウォータージェット切断では、水に研磨粒子 (通常はガーネット) を混ぜ、鋼鉄などのより複雑な材料の切断に使用されます。研磨ウォータージェット切断はより強力で、ピュア ウォータージェット切断よりも厚く複雑な材料を切断できます。
A: ウォーター ジェット切断機は硬化鋼を切断できます。水流内の研磨粒子は、最も硬い鋼でも切断できます。このため、ウォーター ジェット切断は、他の切断方法では難しい工具鋼、装甲板、その他の硬化鋼材の切断に最適です。
A: ウォータージェット切断プロセスの主な利点の 1 つは、他の多くの切断方法とは異なり、熱が発生しないことです。つまり、鋼の特性を変える可能性のある熱影響部が存在しないということです。切断面はきれいで、通常は二次仕上げは必要ありません。ただし、非常に厚い切断面の場合、切断面の底部にわずかなテーパーやラグ ラインが現れることがあります。
A: ウォータージェット切断機は多用途で、軟鋼、ステンレス鋼、工具、バネ、特殊合金など、ほぼすべての種類の鋼を切断できます。研磨粒子を混ぜた水は、最も柔らかい鋼から最も硬い鋼まで、あらゆる等級の鋼を効果的に切断できます。
A: 他の切断方法と比較して、ウォータージェット切断にはいくつかの利点があります。レーザー切断よりも厚い材料を切断でき、プラズマ切断のように熱影響部を生成せず、従来の機械切断よりも複雑な形状を作成できます。薄い材料の場合は遅くなる場合がありますが、材料の厚さが増すにつれて、特に数インチの厚さの鋼ブロックやプレートの場合は競争力が高まります。

