
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
ステンレス鋼の仕上げは、さまざまな用途で美観と機能に多大な影響を与えるため、慎重に選択する必要があります。このガイドでは、ミル仕上げ、2B 仕上げ、ポリッシュ仕上げの XNUMX 種類の仕上げを取り上げ、それぞれの特徴、用途、利点を定義とともに説明します。プロジェクトに必要なのが産業機械、建物、装飾のいずれであっても、これらの仕上げに関する必要な情報が手元にあれば、クライアントのビジョンを実現できます。この記事で紹介する仕上げの洗練された実用的な理解は、各仕上げの利点を理解し、適切な選択を行うのに役立ちます。
ステンレス鋼の仕上げは、外観、質感、機能性のカテゴリに分類できます。標準的な仕上げには次のようなものがあります。
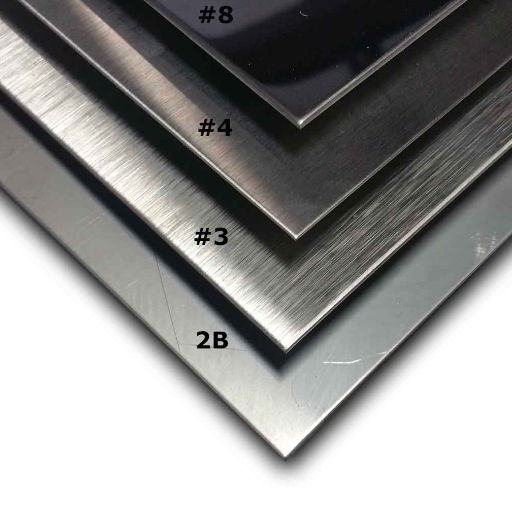
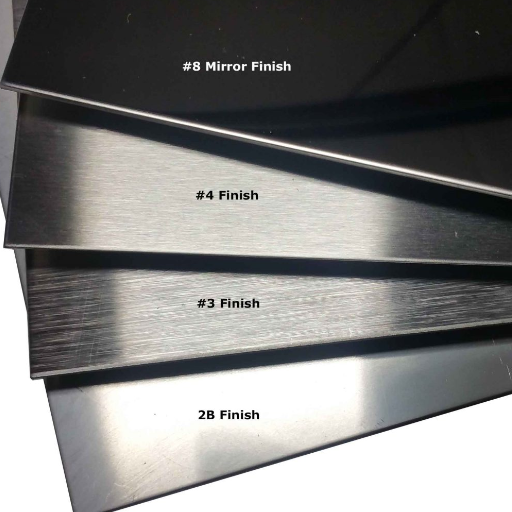
ミル仕上げ(No. 1)は、表面仕上げが重要でない産業環境で使用される、粗く研磨されていない表面処理です。
ブラシ仕上げ(No. 4) - 機械的な表面処理により滑らかな質感が生まれます。柔らかく美しい表面のため、家電製品や建築作品に使用されます。
鏡面仕上げ(No.8) - 表面は滑らかで高度に研磨されており、鏡のような反射が得られます。エレベーターやジュエリー製作の装飾に使用されます。
マット仕上げ(No.2B):滑らかだが光沢のない研磨面です。食品加工機器に広く使用されています。
サテン仕上げ - この仕上げはブラシ仕上げに軽く塗布され、建物の内側と外側の部分に洗練されたタッチを与えます。
それぞれに美観と機能的な用途があるため、プロジェクトのニーズを考慮して、ステンレス鋼の仕上げを慎重に検討する必要があります。
ミル仕上げとは、ステンレス鋼の製造後の手つかずの表面を指します。元の状態では、多少の欠陥があり、ざらざらして光沢がありません。見た目は美しくありませんが、この仕上げは工業作業やさらに磨きが必要な場合に効果的であり、コスト効率に優れています。
ミル仕上げの技術的パラメータ:
表面粗さ (Ra) は通常 0.5 ~ 1.5 µm の範囲です。この値は製造に使用される固有のプロセスによって異なります。
反射率は低くなる傾向がありますが、使用される合金とプロセスによって異なる場合があります。多くの場合、結果はマット仕上げになります。
厚さ許容差 - ASTM および EN 規格のコンプライアンス要件を満たし、コントロールまたはシートの均一性を保証します。
用途 - ほとんどの場合、溶接、建設作業、およびさまざまなコーティングやラミネートのベースとして使用されます。
プロジェクトに適した材料を選択する際には、ミル仕上げの技術的特性を考慮することが不可欠です。これは、見た目が二の次である場合に特に当てはまります。ただし、材料が必要な環境基準とパフォーマンスの期待値を満たしていることも確認する必要があります。
2B 仕上げは、耐久性、滑らかさ、多目的使用で広く評価されています。この仕上げは、スケール除去と最後に軽く研磨ローラーを通すなどの冷間圧延と焼きなましによって実現され、光が反射するマットな表面を生み出します。その優れた美観と機能的品質により、ステンレス鋼の標準仕上げと見なされています。
2B仕上げの利点
耐腐食性: 確実な仕上げにより、汚染物質が溜まる可能性のある隅や割れ目が最小限に抑えられ、特に湿気や化学物質が存在する場合の耐腐食性が向上します。
衛生的で洗浄可能: 比較的均一な外観と滑らかな質感は、食品加工業界や医療機器の衛生用途に最適です。
反射が少ない: 仕上げは光沢がありますが、極端ではないため、工業および建築の目的により適しています。
2B仕上げの技術的パラメータ
平均粗さ (Ra): 0.3 ~ 0.5 μm とされており、滑らかさと使いやすさが完璧に調和されています。
厚さ許容差: 仕上げによって材料の厚さは変わりませんが、冷間圧延プロセスと同じレベルの精度が得られます。
クロム層の保存: スケール除去では、錆や摩耗を防ぐ重要な保護酸化クロム層が確実に保持されます。
用途
2B 仕上げはさまざまな業界で使用されています。
食品・飲料:使用されるタンク、カウンター、加工機械の多くは、衛生性を考慮して作られています。
構造: 耐久性と美しさが求められる外装材、エレベーターのパネル、非常に洗練された内装と外装のデザインに使用されます。
機械: 耐腐食性が高く、機器や配管に多用途に使用できるため、工業用途に最適です。
キッチン家電や外装パネルは、機能性と洗練された美しさを兼ね備えた、お客様が購入する商品の中で代表的な商品です。
2B の多面的な性質と特異性を理解することで、長期間にわたってパフォーマンスと運用上のニーズを満たすように XNUMXB の使用方法を調整できるようになります。
研磨仕上げを分析しているうちに、その美しさと機能性は、その美観を適切に適用することで大幅に高められることがわかりました。研磨された表面は滑らかで反射性があり、表面の視認性を高めるため、建築やデザイン機能に最適です。美観だけでなく、研磨仕上げは清潔さと表面の滑らかさを高め、メンテナンスを簡素化するため、食品加工、医薬品、ヘルスケア業界では不可欠です。
研磨仕上げは、高光沢または超衛生的な用途向けの 0.1 ~ 0.5 um など、指定されたグレードに準拠する Ra 平滑度値を持つ傾向があります。これらのパラメーターは、肌の質感の境界がある規制された環境で表面を制御し、安全性と衛生基準を保証する上で非常に重要です。研磨仕上げは、技術要件と美観に関して精度とパフォーマンスを妥協しないことを意味します。
鋼板の 2B 仕上げは、エンジニアリングにおける特定のプロセスの結果です。まず、ステンレス鋼は適切な厚さに冷間圧延されます。その後、スケーリング プロセスを経て、制御された環境で熱処理され、耐腐食性が向上します。最後に、鋼板はローラー セットを通過し、2B 仕上げの特徴である均一で光沢のある表面が生成されます。このプロセスにより、さまざまな用途の要件を満たす均質なマット仕上げが実現します。
冷間圧延は、ステンレス鋼の表面仕上げと機械的特性を定義する上で非常に重要です。冷間圧延では、鋼は 20 つのローラーの間に置かれ、常温で圧縮されます。これにより、ひずみ硬化によって鋼の強度が高まり、厚さが減少します。ローラーを通過後、結果として得られる厚さの値が指定されます。通常、50% から XNUMX% の範囲で、目的の最終特性が変更されます。
この段階は、冷間圧延後の延性の回復と微細構造の改良に極めて重要です。この場合、ステンレス鋼合金は、外部雰囲気を制御して酸化を防ぎながら、約 1,850°F ~ 2,100°F (1,010°C ~ 1,150°C) に加熱されます。冷却サイクル中に内部応力が緩和され、その後鋼が軟化して成形性と耐腐食性が向上します。冷間圧延と焼鈍の最適なバランスにより、さまざまな産業用途に適した強度、表面仕上げ、十分な耐久性を備えた最終製品が完成します。
表面粗さは、特に工業用途において、対象となる金属の品質と機能性に求められる最も重要な特性の 0.2 つです。表面粗さは、保護コーティング、接着剤、または塗料を塗布する表面の能力に影響を与えると同時に、摩耗、潤滑、および美観にも影響します。ステンレス鋼の製造を例に挙げてみましょう。表面仕上げが滑らかであれば、汚染物質が表面に付着しないため、耐腐食性が向上します。マイクロメートル (µm) で測定される平均粗さは、粗さ平均 (Ra) の値を表し、測定基準の 1.6 つです。その値はアプリケーションの仕様によって異なり、通常は XNUMX µm ~ XNUMX µm の範囲です。
酸洗いは、金属の表面からスケール、錆、その他の付着物を取り除くための表面処理段階のステップまたは補助です。これは、材料へのダメージを最小限に抑えて洗浄できるよう、常に監視しながら、洗浄する対象物を塩酸 (HCl) または硫酸 (H2SO4) 溶液に浸す化学処理です。最適なパラメータはさまざまですが、多くの場合、酸度 5 ~ 15 パーセント、温度範囲 150 ~ 200 度 (摂氏 65 ~ 93 度)、処理時間 XNUMX ~ XNUMX 分で構成されます。その結果、コーティング、溶接、圧延プロセスに役立つ、クリーンで反応性の高い表面が得られます。
表面粗さの正確な管理と熟練した酸洗い技術を組み合わせることで、複雑な用途における工業材料の性能、寿命、耐久性が大幅に向上します。
最良の結果を得るには 加工・研磨材料 処理されたアプローチに従う必要があります。私が通常従う手順は次のとおりです。
表面処理
まず、汚れ、グリース、表面の汚染物質を除去して材料をチェックし、洗浄します。このステップにより、残留物が洗浄および研磨の手順を妨げないようにします。精密な作業が必要な場合は、超音波洗浄機または溶解剤を使用します。
機械加工
私は、回転、穴あけ、フライス加工ができる CNC マシンまたは旋盤を使用して、オブジェクトを許容される形状と寸法に近づけます。機械加工の手順は、材料の硬さと意図する構造によって異なります。ツールの設定は、送り速度、切削速度、および材料の特徴によって決まります。たとえば、アルミニウムの機械加工は、HSS カッターを使用して 200 ~ 300 m/分の速度で行われ、より柔らかい金属はそれよりはるかに高い速度で切削されます。
初期研磨
私は、切削研磨剤を数段階に分けて除去します。まず、80 ~ 120 グリットの粗いベルト グラインダー、回転工具、またはサンディング ブロックを使用して、均一な表面になるまで仕上げます。研磨剤の選択は、材料によって異なります。より粗いステンレス鋼には、シリコン カーバイド研磨剤が必要です。
精密研磨
400 番目の段階では、徐々に細かいパス (例: 1,500 から XNUMX グリット) で作品の表面の粗さと細部を磨き、完成に少しずつ近づきます。研磨剤の最後のステップとして、ルージュまたはダイヤモンド ペーストを使用して、反射率の高い用途で鏡のような仕上げを実現します。
表面粗さの測定
研磨後、表面粗さをプロファイロメーターで確認します。必要な機能に応じて、特定の技術的用途では、粗さは通常、平均値 0.1 ~ 0.5 µm (マイクロメートル) の範囲内になります。これらの要件を満たすことで、航空宇宙や医療機器などの精密な環境での操作性が確保されるため、多くの場合、このようになります。
これらのパラメータとプロセスを実施することで、素材の望ましい美観、機能面、品質を確保します。

ステンレス鋼の鏡面仕上げは見た目が美しいだけでなく、多くの機能的な目的にも役立ちます。仕上げの第一の実用的な利点は、滑らかで張りのある表面により、湿気や汚染物質が集まる微細な隙間がないため、腐食の可能性が最小限に抑えられることです。第二に、表面は掃除も簡単なので、衛生が重要な食品加工や医療などの業界に適しています。鏡面仕上げは光の反射率を高めるため、建物や装飾品のエネルギー効率を高めます。最後に、印象的な磨き上げられた外観はすべての製品に魅力的であり、高級デザインに欠かせない仕上げとなっています。
反射率の高い表面の管理と実現を考慮する場合、さまざまな技術仕様を設定する必要があります。たとえば、材料の推奨表面粗さは Ra で 0.01 ~ 0.05 mm で、これにより反射率が最大になり、光の散乱が最小限になります。ソーラー パネルや室内照明システムなどのより高度な用途では、材料の反射率は 90% 以上である必要があります。もう 316 つの重要な側面は、コーティングされたステンレス鋼 (グレード XNUMX など) またはアルミニウムによって一般的に提供される耐腐食性です。また、適切な不動態化技術は、特に湿度の高い環境や過酷な環境での酸化制御に役立ちます。これらすべての要素は、信頼性を構築し、過酷な産業または装飾目的の表面の最適化を最大限に高めるのに役立ちます。
食品加工の応用
食品加工には、衛生、長寿命、非汚染を保証する材料が必要です。ステンレス鋼、特に 304 および 316 グレードは、腐食性、洗浄のしやすさ、食品との非反応性のため、食品加工の構造に広く使用されています。たとえば、グレード 316 はモリブデンを含有しているため耐腐食性が高く、塩分や酸性度の高い材料に最適です。2B や電解研磨面などの表面仕上げは、微生物の付着を最小限に抑え、殺菌プロセスを合理化して、清潔さの最適化を改善します。食品接触インターフェース用に設計されたコンポーネントでは、FDA、NSF、および ISO 22000 規制への準拠が必須であることがよくあります。これには、混合タンク、切断面、コンベア システムなどが含まれており、食品製造中の食品の安全性と適正製造基準を強化します。
自動車産業のアプリケーション
自動車業界では、耐久性、性能、美観を向上させるために、高度な材料と表面処理技術が使用されています。 コーティング鋼および高強度アルミニウム合金 一般的には、軽量であることから選択され、車両の構造的完全性を維持しながら燃費効率を高めます。たとえば、シャーシ システムは亜鉛メッキと亜鉛メッキ鋼の長寿命の恩恵を受け、6000 シリーズのアルミニウム合金は車体フレーム構造に広く使用されています。電気泳動堆積 (EPD) と粉体塗装は、特に塩分や湿気にさらされるなどの厳しい道路状況で腐食を防ぐ表面処理です。また、エンジン部品は、極端な温度でも信頼性を確保するために、セラミックや特殊コーティングなどの耐熱材料で作られています。自動車の用途は多岐にわたり、構造フレーム、パネル、ブレーキ システムなど、性能と寿命が不可欠な分野がこれに含まれます。
8 ミラー仕上げを実現するには、反射率の高い完璧な表面を実現するために、細かく調整されたプロセスが必要です。この場合、いくつかの手順が取られ、最初は細かい研削から始めて、徐々に高い粒度レベルを取り入れていきます。高い粒度レベルは 120 から 400 になる傾向があります。まず、表面が鏡と比較できるほど視覚的に滑らかになるまで、研磨剤を使用してワークピースの表面を機械的に研磨します。プロセスの最後に、超微細化合物または研磨パッドを使用してバフ研磨を実行し、傷が存在せず、鏡のような光沢が完璧になるようにします。得られた表面は通常、マイクロメートルで読み取った Ra (粗さ平均) 値が 0.05 以下であり、業界で暗示されている本物の鏡仕上げの粗さの基準に準拠しています。
同様に、8 ポリッシュには精密に制御されたステップ プロセスが含まれ、これにより、非常に高い滑らかさと反射率のグレードが達成されます。それでも、0.10 ミラー仕上げの反射が少ないという主張は達成されません。この通常の手順には、研磨処理の後に中間のグリッド レベルで研削することが含まれます。結果として得られる仕上げは滑らかで、非常に滑らかで、雪崩が少ないため、Ra 値は非常に均一ですが、設定された基準に応じて 0.25 ~ XNUMX マイクロメートル程度になります。これらは、食品や医療目的で魅力的で衛生的な表面を必要とする業界で一般的に見られます。

美観、腐食、細菌耐性のために必要な仕上げの種類を特定します。これにより、選択した仕上げが機能的および業界固有の目的を満たすことが保証されます。
汚染のない研磨剤やブラシなど、ステンレス鋼のグレードに適した特別なツールを常に使用するようにしてください。これにより、材料が破損したり損傷したりすることがなくなります。
研磨や研削を行うときは、既存の木目の方向に向かって作業し、均一な外観を維持し、表面を傷つけないようにしてください。
ステンレス鋼の表面は、仕上げ中および仕上げ後に清掃および作業する必要があります。そうしないと、変色や腐食の原因となる汚染物質が残ってしまいます。
表面粗さ (Ra 値) の測定を含む厳格な検査とテストを実行し、仕上げが必要な基準と仕様を満たしていることを確認します。
ステンレス鋼の完全性を保ちながら、希望する仕上げや磨きを実現するには、研磨剤の適切な選択が重要です。これは主に、達成する必要のある仕上げの種類によって異なります。
粗い粒子(36~80粒子):
重い材料を削ったり、その後の細かい仕上げ工程に備えて表面を整えたりするのに最適です。通常は、溶接ドレッシングや輪郭形成を必要とする作業で使用されます。
中粒度(120~180粒度):
粗い表面を滑らかにし、研磨段階の初期段階に入るために使用されます。粗い仕上げからより細かい研磨手順への移行に役立ちます。
細目(220~400番手):
サテン仕上げまたはブラシ仕上げに使用します。材料の除去と表面の滑らかさのバランスを効果的にとります。
超微粒子砥粒(600~2000+ 粒度):
鏡のような仕上げが必要な表面や反射率の高い表面に最適です。傷や欠陥を取り除き、磨き上げたような外観を実現します。
粒度は、粗い研磨剤から始めて極細の研磨剤で終わるように、直線的に並べる必要があります。使用するステンレス鋼の種類、希望する仕上げ、過度な洗浄や表面の傷によって生じる可能性のある損傷などをすべて考慮する必要があります。表面粗さ測定 (Ra 値) などの定期的なテストにより、技術的な前提条件を満たすためにプロセスを実行する方法がわかります。
建設業から医療機器製造業まで、多くの業界では、耐腐食性と錆びに強いことからステンレス鋼が好まれています。ステンレス鋼の耐腐食性は、クロムの存在によって実現されます。クロムは酸素と反応して表面で不動態酸化クロムに変化し、動かなくなります。ステンレス鋼の特定のグレードとその錆びにくさは、その組成と環境要素への露出に大きく左右されることに注意してください。
耐食性に影響を与える主な要因:
ステンレス鋼には最低 10.5% のクロムが含まれており、クロム値が高いほど耐食性が高まります。防錆鋼のグレードとしては、304% のクロムを含む 18 グレードと、316~16% のクロムとモリブデンを添加した 18 グレードが一般的な酸化に対して強力に抵抗します。
モリブデンは、特に海洋用途のような塩化物に富む環境での孔食および隙間腐食に対する耐性を高めます。グレード 316 には 2 ~ 3% のモリブデンが含まれており、このような条件に最適です。
ニッケルは靭性と成形性を向上させ、耐食性をさらに高め、304 や 316 などのオーステナイト系ステンレス鋼の一部です。
高度に研磨された表面仕上げにより、表面粗さが低減され、隙間の形成が制限されるため耐腐食性が向上します。高い耐久性と耐侵食性が求められる用途では、0.2 ~ 0.5 マイクロメートルの滑らかな Ra 値が推奨されます。
一般的な腐食の種類と関連するグレード:
304 や 304L などのグレードは、塩化物含有量の少ない環境で優れた性能を発揮します。
海水や塩化物にさらされる環境では、モリブデンが添加されているグレード 316 または 316L が推奨されます。
2205 のような二相ステンレス鋼は SCC に対する耐性が非常に高いため、化学産業や圧力容器に適しています。
304L や 316L などの低炭素バリアントは、炭化物の析出を最小限に抑えることで溶接機の腐食を防ぐのに役立ちます。
技術的パラメータと推奨事項:
必要な耐食性に適したステンレス鋼のグレードを選択するほど、メンテナンスを最小限に抑えながらパフォーマンスと耐久性が向上します。したがって、目的に適した合金を選択する際には、環境条件と技術要件を考慮することが重要です。
ブラッシュ仕上げ 機械研磨は、ステンレス鋼の表面品質と特定の用途の美観を向上させるために行われます。表面研磨、つまりブラシ仕上げは、研磨ベルトまたはブラシを使用して得られます。その結果生じる一方向の木目パターンにより、表面にマットな質感が生まれます。この仕上げは、洗練されたモダンな家電製品や建築部品に最適です。さらに、機械研磨は、グラインダーでステンレス鋼の表面を研磨し、その後、より細かい研磨ステップで表面の粗さを除去して、より滑らかになるまで磨き続けるプロセスであり、その結果、表面が反射します。このような技術は、衛生と清掃メンテナンスのしやすさが最も重要である食品加工および製薬業界では一般的です。
技術的パラメータ:
つや消し仕上げ:
表面粗さ (Ra): 0.4~1.5 マイクロメートル (使用する研磨剤によって異なります)。
研磨粒度レベル: 120 以上、通常は 120 ~ 320 粒度レベル。
用途: 装飾面、デザイン重視のアプリケーション。
機械研磨:
表面粗さ (Ra): ミラーの場合、≤0.25 マイクロメートル。
研磨手順: 多段階のプロセスは粗い粒子 (150) から始まり、極細粒子 (1200 以上) へと進みます。
業務範囲: クリーンな環境、繊細な産業。
どちらの方法でも、耐久性、衛生性、美しさの期待に応えるために、機能的かつ過去の状況を考慮する必要があります。

鋼種は、ステンレス鋼の仕上げの品質、耐久性、外観にとって極めて重要です。304 や 316 などの異なる鋼種は、特にクロム、ニッケル、その他の合金金属の組成が異なります。たとえば、鋼種 316 はモリブデンの含有量が多く、耐腐食性が高いため、過酷な環境や衛生用途に最適です。一方、鋼種 304 は安価で用途が広く、それほど要求の厳しくない装飾仕上げに適しています。特定の鋼種の硬度と延性により、研磨やブラッシングが容易になり、得られる表面の質感や滑らかさに影響します。鋼種を適切に選択することで、仕上げが用途の意図した美観と機能の要件を満たすことが保証されます。
グレード 304 は、より汎用性が高く、コスト効率に優れていますが、他の合金グレードと比較しても優れています。ただし、パフォーマンスが比較的低いという点が異なります。以下は、その要点をとらえた比較です。
耐食性
304: 穏やかな環境では耐食性が良好ですが、塩化物が多い環境では孔食や隙間腐食が発生します。
316: 2~3% のモリブデンが含まれているため、塩化物や強力な化学物質に対する耐性が向上し、海洋や工業用途に最適です。
温度耐性
304 – -195°C から 870°C までの高い動作効率 – 高温でも良好に機能しますが、十分な時間があれば拡張できる可能性があります。
316 – 同等の耐熱性を備え、高温および腐食環境でも強度が増します。
強度と延性
304 – 引張強度 515 MPa、降伏強度 205 MPa を備え、優れた延性と加工のしやすさを実現します。
430 (フェライト系ステンレス鋼) – 引張強度が低く (約 450 MPa)、延性も限られているため、装飾用や構造上重要でない用途によく使用されます。
費用
304 – ニッケルとモリブデンの含有量が少ないため、316 よりもコスト効率が高いと考えられています。
316 – モリブデン含有量とグレードの高い性能により、追加コストが妥当な場合に選択されます。
アプリケーションの適合性
304 – 適度な強度、優れた耐腐食性、低コストのため、一般的な製造業、厨房機器、建築部品に適しています。
316 – より剛性が高く、多方向の荷重条件が存在する製薬、食品加工、海洋産業に適しています。
メーカーは、合金グレードを選択してコストを環境および技術要件に適応させ、最適な効率とパフォーマンスを確保できます。
ステンレス鋼では、さまざまな用途における金属の表面仕上げと性能を左右する酸化層が重要です。これらの「不活性」保護膜は、ステンレス鋼のクロムが酸素と反応して生成される酸化層です。この層は腐食防止の役割を果たすだけでなく、表面の美しさと滑らかさにも影響を及ぼします。
ステンレス鋼に通常見られる酸化層の厚さは 1 ~ 10 ナノメートルで、環境要因や合金組成の影響を受けます。たとえば、304 および 316 グレードは酸化クロム層が厚くなっていますが、304 グレードの中にはそうでないものもあります。つまり、304 および 316 グレードのクロムには通常 16 ~ 18 % 以上の酸化クロムがあり、316 には 16 ~ 18 % に加えて 2 ~ 3 % のモリブデンが含まれています。
酸化層の厚さと均一性は、色と表面の反射率に影響します。きれいな酸化層は表面を滑らかで明るく見せますが、高湿度、塩化物、高温などの環境要因は、傷や変色を引き起こす可能性があります。
研磨や研削などの表面処理は、酸化層に影響を与えます。例:
時間、酸化剤濃度、温度などの要素は、酸化層の働きに決定的な影響を及ぼします。
メーカーは、酸化物層の挙動を理解し、合金と用途に合わせた特定の表面処理を組み込むことで、性能を向上させることができます。これにより、美観を維持しながら最適な耐腐食性を実現できます。
部品に選択される仕上げは、使用される溶接および製造技術によって左右され、材料の性能と外観は高く評価されます。溶接や製造が不十分だと、酸化層が破壊され、変色、粗さ、腐食しやすい領域などの不均一性が生じる可能性があります。さらに、溶接熱応力によって材料の微細構造が変化する可能性があり、表面の完全性を確保するには溶接後に処理する必要があります。
溶接および製造プロセスに関連するパラメータは次のとおりです。
熱入力 – 特にステンレス鋼の場合、過度の熱で溶接を行うと、粒界が敏感になり、腐食の可能性が高まります。
表面平滑性(Ra)—非常に低いRaを実現 広範囲にわたる研磨と研磨により表面が最小限に抑えられる 食品加工や医薬品の加工において腐食や破片にさらされます。
溶接後の不動態化 - ステンレス鋼の表面に均一で保護的な酸化物層が再形成されるようにします。
残留応力 - 溶接後に行われるアニーリングなどの処理により、長期的な耐久性が向上します。
上記のパラメータを考慮して仕上げの選択に組み込むことで、最終製品の品質が向上し、同時に機能性と信頼性が増すことが保証されます。
A: ステンレス鋼の仕上げにはさまざまな種類があり、ミル仕上げ、2B 仕上げ、ポリッシュ仕上げのオプションがあります。これらの仕上げは、さまざまな用途でステンレス鋼の外観と性能を向上させるために行われます。
A: 2B ミル仕上げは、冷間圧延、その後の焼鈍、スケール除去によって実現される光沢のある仕上げです。反射仕上げとしてよく使用され、より滑らかな表面を必要とするさまざまな仕上げに適しています。
A: 4 仕上げ、つまりブラシ仕上げは、2B ミル仕上げよりも反射率が低くなります。これは研磨ロールを使用して実現され、レストラン設備や建築要素などの用途でよく使用されます。
A: 光輝焼鈍仕上げは、制御された雰囲気での熱処理によって実現される反射率の高い仕上げです。この仕上げは装飾用途でよく使用され、優れた耐腐食性を備えています。
A: 2D 仕上げは、冷間圧延後に焼きなまし処理を施すことで作られる、鈍く反射しない仕上げです。手術器具の製造など、反射の少ない表面が求められる用途で使用されます。
A: 8 面鏡仕上げは、徹底的な研磨によって実現される反射率の高い研磨仕上げです。鏡のような外観が求められる装飾用途に使用されます。
A: 「ミル仕上げ」と呼ばれる仕上げは、熱間または冷間圧延ステンレス鋼から直接作られる最も粗い仕上げです。通常、表面の滑らかさが重要でない用途で使用されます。
A: 建築要素には、美観と耐腐食性を考慮して、フォー仕上げやブライトアニール仕上げなどのさまざまな仕上げがよく使用されます。
A: 光輝焼鈍などの熱処理により、ステンレス鋼仕上げの反射特性が向上し、耐腐食性が改善され、高温用途に適したものになります。
A: ステンレス鋼の表面仕上げが滑らかであればあるほど、耐腐食性は高くなります。これは、表面が滑らかであればあるほど、腐食性の要素が付着する凹凸が少なくなるためです。

