

製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
アルミニウムの耐久性と美しさを高めるために、陽極酸化処理や電気メッキを施すことができます。メカニズム、利点、適用範囲は異なりますが、どちらも表面の特性を改善しようとします。このブログ記事では、陽極酸化処理と電気メッキのプロセスを比較しながら、その機能の段階的な仕組みを分析します。アルミニウム表面と相互作用するプロセスの方法、長所と短所、最適な用途を検討します。航空宇宙や消費財業界などのセクターは、これらの理想的なアプリケーションから恩恵を受けるでしょう。最終的に、読者はこれらのアプローチを十分に理解し、要件に最適なオプションを選択する際に考慮すべき事項を知ることができます。
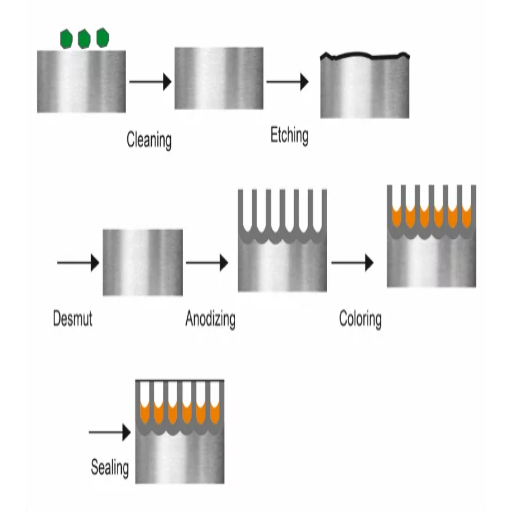
陽極酸化処理は、アルミニウムの表面にある既存の酸化層を強化することでアルミニウムの耐食性を高める電気化学的な処理と定義されます。陽極酸化処理では、アルミニウムを電解質媒体 (通常は硫酸) に浸し、その媒体に電流を流します。この処理により酸化が制御され、コーティングではなくアルミニウムの一部である強力な保護層が形成されます。陽極酸化処理により表面硬度が高まり、耐摩耗性が強化され、着色や密封が可能になります。そのため、航空宇宙、自動車、建築機器に広く使用されています。
陽極酸化は、アルミニウム表面に厚い均一な酸化物層を生成し、耐腐食性を高める制御されたプロセスです。この層は陽極酸化され、非反応性であり、アルミニウム基板に受動的に作用し、腐食の可能性を大幅に低減します。装飾用途では陽極酸化コーティングは5〜25ミクロンの範囲で薄く、 工業用または海洋用アプリケーション厚さは最大 60 ミクロンまで可能です。陽極酸化処理された表面は、独自の化合物を使用して気孔を閉じることで、腐食や摩耗に対する耐性をさらに高めることもできます。
陽極酸化処理中に使用される最も重要な電解質の 10 つは硫酸で、アルミニウム表面に制御された酸化層を形成するのに役立ちます。陽極酸化処理中、硫酸は酸性溶液を提供し、電気がアルミニウム基板を通過して反対側に流れることを可能にします。これにより、多孔質のアルミニウム酸化層が形成されます。硫酸濃度は通常、重量の 20 ~ 20% で、処理は 25 ~ 12 ℃ で行われます。電流密度は、酸化層の厚さに応じて 18 平方フィートあたり XNUMX ~ XNUMX アンペア (ASF) の範囲で変化します。これにより、硫酸を制御的に使用して、陽極酸化コーティングから一貫した品質の結果を得ると同時に、コーティングの成長のバランスをとることができます。
耐摩耗性を得るには、硬質陽極酸化が最適です。硬質陽極酸化は、摩擦力や機械力に強い表面を作り出すことができるからです。アルミニウム部品に厚く硬い酸化層を生成し、過酷な環境下での研磨剤、腐食性物質、経年劣化に効果的に抵抗します。この処理の主要な技術的パラメータには、電解液温度を華氏 60 度から 70 度 (摂氏 2 度から 3 度) に下げることと、コーティングの硬度を高めるために電流密度を 50 から 75 アンペア/平方フィート (ASF) に上げることも含まれています。さらに、コーティングはロックウェル C スケールで XNUMX から XNUMX まで硬化でき、厚さは XNUMX から XNUMX ミル (XNUMX から XNUMX ミクロン) にできるため、この陽極酸化処理は、高ストレスを受ける工業用および機械部品の耐久性を高めるのに最適です。
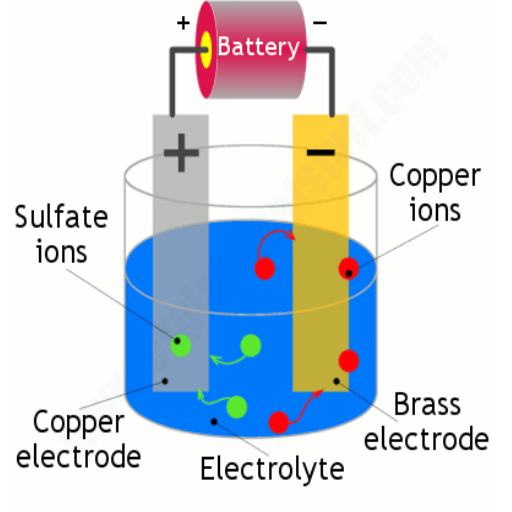
電気メッキでは、表面を金属仕上げで覆います。この場合、アルミニウムは電流でメッキされ、その魅力と構造的特徴が向上します。メンテナンス洗浄は事前に実施され、アルミニウム片の隅々まで洗浄されます。これは、金属層がアルミニウムに付着するのを妨げるゴミを最小限に抑えるために、細部まで注意を払うことが最も重要であるためです。電解液に供給される電流により、金属イオンが表面と結合し、基板を一定のコーティングで包みます。クロム、ニッケル、金は、多様な金属機能と指定された展開目的を提供するため、このプロセスによく組み込まれます。
この最初のセクションでは、電気めっきプロセスについて説明します。電気めっきプロセスとは、耐腐食性、耐摩耗性、外観の改善などを目的として、基板(アルミニウムなど)を薄い金属層でコーティングする手順と定義されます。電気めっきプロセスには次のものが含まれます。
表面処理
アルミニウムは、パージおよび洗浄のプロセスを経て、金属を融合できる滑らかで均一な表面を形成します。
電解液組成
金属イオンを含む溶液を作ります。ニッケルメッキでは硫酸ニッケル溶液がよく使われます。
電気的セットアップ
アルミニウム基板はカソード(負極)に接合され、一方、めっき金属からなるアノード(正極)は電解液に浸されています。
電気めっきパラメータ
電流密度: 必要な材料と層の厚さに応じて、通常は 1 ~ 5 A/dm² の範囲になります。
電圧: 中断のない堆積を確保するために 2 ~ 12 ボルトに設定されています。
温度: 最良の結果を得るには、電解液の温度を 20 ~ 60 ℃ の範囲にするのが最も効果的です。
メッキ時間: 時間は希望の厚さによって異なりますが、平均的には 10 分から 60 分です。
処理中、電流によって金属イオンの移動が促進され、アルミニウムコーティングの表面に沈着して結合し、強固で均一な層が形成されます。これにより、機能的および美的観点からカスタムアプリケーション要件に対応できます。
電気めっきと無電解めっきは、2 種類の電極を使用して導電性材料を除去または転写する技術です。 どちらの方法も、同様のコーティング機能を実行しますが、実行後のプロセスが異なります。
電気めっき
電気メッキは、金属分子を基板に沈着させるのに役立つ、制御された外部電流に依存します。この方法では、電極を電解液に浸し、電極で電流の流れを制御します。電気メッキの重要なパラメータにより、厚さ、接着性、および工場に供給される電圧に対する生産速度が変わります。これには次のものが含まれます。
電圧: 金属と用途に応じて、通常は 1 ~ 10 ボルトの範囲で設定されます。
電流密度: 通常、1~10 アンペア/デシメートル平方の範囲で不規則に分布します。
温度: 最も一般的な温度は、プロセスに応じて 20 ~ 70 ℃ です。
利点: 大量生産に最適で、コストが比較的低く、接着性があり、速度が速いため、産業用途に非常に適しています。
制限事項: より高い初期機器設定と他の外部電源が必要になる場合があります。
無電解めっき
電気めっきとは異なり、無電解めっきは外部電流に依存しません。材料表面に堆積する金属は、表面の化学還元反応によって発生します。還元剤として次亜リン酸ナトリウムが無電解めっき溶液に使用されます。無電解めっきの主なパラメータは次のとおりです。
温度: 通常は70~90℃に設定します。
pH 範囲: 4.5 ~ 9.0。特定のめっき液の pH と必要なコーティング特性に重点を置いています。
堆積速度: 通常、5〜25 マイクロメートル/時間の範囲です。
利点: 最も複雑な形状でも、厚い堆積物を均一にメッキできます。このプロセスにより耐腐食性が向上し、電気機器も不要になります。
制限: 電気メッキに比べて堆積速度が遅く、特殊な溶液を使用するため材料も高価です。
主な違い
メカニズム: 電気メッキでは電流が流れますが、無電解メッキのプロセスは化学反応によって起こります。
表面被覆率: 無電解めっきは、他のめっき形式に比べて、不規則な表面に対してより均一なめっき厚を実現します。
コスト: 電気めっきの設備コストは高いですが、無電解めっきのコストは溶液コストであり、一般的に高くなります。
用途: 電気メッキは、装飾仕上げと耐摩耗性に最適な方法です。ただし、複雑なデザインに腐食防止と均一なコーティングを施すには、無電解メッキが最適です。
どちらにもそれぞれ利点があり、表面品質の要件、環境条件、材料特性などに応じて選択できます。
ニッケルメッキはアルミニウム部品に比べて多くの利点があると理解しています。まず、腐食性の高い環境でのアルミニウムの劣化に対する予防的なバリアを確立することで、耐食性が向上します。次に、部品の表面硬度が高まり、機械的衝撃や摩擦に対する耐性が向上します。これは、高摩擦や負荷がかかるシナリオで特に重要です。さらに、ニッケルメッキによりはんだ付けや導電性が向上し、電子・電気産業が向上します。
重要な技術仕様:
メッキの厚さ: 0.0005 ~ 0.005 インチ (12.7 ~ 127 ミクロン)。頑丈さと繊細さの最適なバランスを実現します。
硬度: 電気メッキニッケルの場合は 400 ~ 600 ビッカース (HV)、硬化タイプの場合は最大 1000 HV。
接着強度: >6700 psi でアルミニウム基板への良好な接着を保証します。
耐腐食性: 適切な条件下で 117 時間以上の塩水噴霧試験 (ASTM B48) に合格します。
ニッケルメッキの有効性と技術的利点により、アルミニウム部品のコーティングとして非常に効率的です。
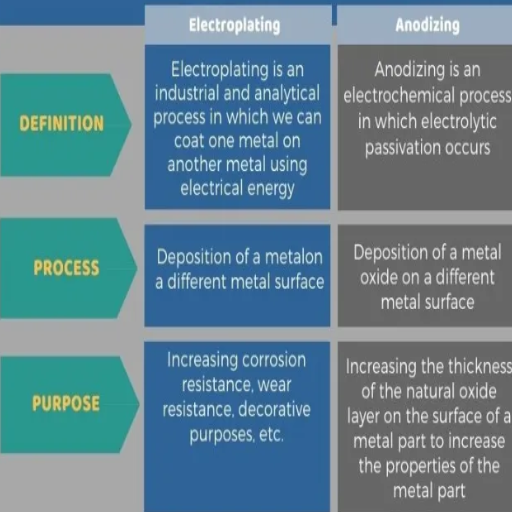
陽極酸化と電気メッキは、異なる目的とアプローチを持つ異なる表面処理プロセスです。陽極酸化は、自然酸化層を厚くする電解プロセスを適用することで、腐食にさらされたアルミニウム部品の外観を改善します。これにより、アイテムの耐腐食性、耐久性、および視覚特性が向上し、主に材料を蓄積するのではなく、基板を保護します。対照的に、電気メッキは、ニッケル、金、またはクロムの薄い層でコーティングすることで、部品の耐摩耗性、導電性、または美観を改善することで価値を高めます。陽極酸化はアルミニウムの陽極酸化用ですが、電気メッキは多くの金属や基板に役立ちます。さらに、陽極酸化による表面仕上げはマット仕上げまたは着色のいずれかですが、電気メッキは通常、光沢のあるまたは 金属表面仕上げ.
陽極酸化処理などの酸化物層は、腐食に強く、非導電性で、材質に応じて約 600 ~ 800 °C の高温に耐えることができます。このような層は通常、耐摩耗性材料で作られており、300 ~ 600 HV の硬度があります。また、酸化物の厚さは通常 5 ~ 25 ミクロンで、ベース材料への接着が強く、サイズ調整が不要になるように設計されています。
電気めっき金属コーティングは、表面の美観、導電性、硬度を向上させます。たとえば、ニッケル電気めっきは 150 ~ 500 HV という優れた硬度を実現し、150 ~ 200 ℃ の温度に耐えることができます。コーティングの厚さも、コーティングの用途に応じて 5 ~ 50 ミクロンの範囲で変化します。さらに、金属コーティングには、酸化物コーティングよりも多くの基板に付着するという利点があります。
いくつかの重要な注意事項としては、耐腐食性、導電性の要件、美観設計のほか、基板のコストや望ましい環境要因などのその他の詳細を評価する必要があることなどが挙げられます。
電気メッキニッケルなどのコーティングを施すと、腐食、硬度、耐摩耗性が向上し、アルミニウム表面の耐久性が向上します。さらに、ニッケルコーティングは、湿気、化学物質、温度変化などの環境要因からアルミニウム製品を強力に保護することで、アルミニウム製品の寿命を延ばします。通常の電気メッキニッケルコーティングの硬度は 150~500 HV で、摩耗による機械的損傷に耐える能力があることを証明しています。
ほとんどの電気メッキコーティングと同様に、これらも約 150 ~ 200 ℃ の動作温度に耐えられるため、中程度の高温環境での使用に適しています。通常、コーティングの厚さは、特定の用途と環境要因に応じて 5 ~ 50 ミクロンの範囲で変化します。この範囲は、アルミニウムの軽量化の利点が損なわれないようにしながら表面特性を向上させるため、好ましいものです。
もう一つの注目すべき点は、コーティングの接着均一性を高める熱処理や不動態化などの後処理作業によって性能を改善できることです。アルミニウム表面のコーティングソリューションを検討する際には、動作環境、期待される機能特性、全体的なコストを分析して、性能と耐久性のバランスを適切に取ることが重要です。
表面処理のコストに関して、私が最も関心を持っているのは、性能と価格のバランスです。通常、総コストは、コーティング手順、材料の難しさ、製造するアイテムの数量によって決まります。たとえば、アルミニウムの陽極酸化処理は、表面積 5 平方フィートあたり約 10 ~ 2 ドルで、製品に並外れた美しさと優れた耐腐食性を与えます。また、別の安価な粉体塗装代替品は、5 平方フィートあたり 15 ~ 30 ドルで、優れた安全性と豊富な色彩を提供します。また、PVD コーティング処理はより高価で、XNUMX フィートあたり約 XNUMX ~ XNUMX ドルですが、はるかに高い硬度と耐摩耗性を提供します。
技術的なパラメータについては、次の点を考慮します。
望ましい表面特性を得るには、たとえば 5 ~ 50 ミクロンの削り込み深さが必要です。
日光、湿気、その他の化学物質などの露出した環境要因が耐久性の限界を示します。
特定のニーズに合わせて製造された後、部品が使用時に信頼できる状態になる前に実行される処理のレベル。
最適なソリューションを見つけるには、運用環境、機能目標、ライフサイクル費用を検討する必要があります。

アルミニウムには多くの陽極酸化処理方法があり、それぞれ特定の目的を果たします。
タイプ I (クロム酸陽極酸化処理): この方法ではクロム酸が使用され、より細かく、より弱い酸化物コーティングが形成されます。航空宇宙部品など、腐食からの保護と疲労強度への最小限の損傷を必要とする操作に最適です。
タイプ II (硫酸陽極酸化): 最も広く使用されている陽極酸化タイプは硫酸で、厚く強力な酸化皮膜を生成します。この方法は多目的であり、優れた耐腐食性表面と美しい染色が求められます。
タイプ III (ハード陽極酸化処理): ハードコート陽極酸化処理では、低温の硫酸を使用して、超高密度の厚い酸化物コーティングを生成します。これは、工業用や軍事用など、高い耐摩耗性と耐久性が求められるプロセスに最適です。
タイプによって表面特性、厚さ、用途適合性が異なるため、運用要件やパフォーマンス要件に応じて選択する必要があります。
タイプ III または硬質陽極酸化処理の平均を上回る特性、厚さ、強度、耐久性により、過酷な条件下で動作するコンポーネントに特に役立ちます。
プロセスパラメータ:
電解質: 硫酸溶液の形で提供されます。
動作温度: 高密度の酸化物層の場合、通常は 32°F (0°C) ~ 50°F (10°C) です。
電流密度: 最適な硬度を得るには、電流密度は 23 平方フィートあたり 37 ~ XNUMX アンペア (ASF) です。
コーティングの厚さは、用途に応じて 0.002 インチ (50 ミクロン) から 0.004 インチ (100 ミクロン) まで変化します。
硬度: アルミニウム合金の場合、硬質陽極酸化処理により 60 ~ 70 ロックウェル C を達成します。
優れた耐摩耗性により摩耗から保護します。耐腐食性が向上し、コンポーネントの寿命が延びます。また、適用時に慎重に制御することで寸法精度が向上します。
メリット:
航空宇宙および軍用グレードの部品 耐久性が求められる産業機械部品。低温や過酷な環境にさらされる産業機械部品。長期間の性能維持が求められる医療・自動車産業。
医療用材料や雑誌の販売、研究、出版には、流通する材料の品質に対する専門性と責任が伴います。医療システムは、基準と測定が確実に適用されるように完全に機能する必要があります。
タイプ III 陽極酸化処理は、すべてのパラメータとその他の環境要因を適切に調整し、厳しいエンジニアリング ニーズを満たすパフォーマンスを保証します。
硫酸陽極酸化とクロム酸陽極酸化の違いは、処理方法、層の属性、および対象用途にあります。
処理パラメータ:
硫酸陽極酸化処理では、硫酸溶液 (15 ~ 20%) を 12 ~ 24 Aft² の電流密度と 68 ~ 72°F の温度で使用します。この処理により、約 0.0001 ~ 0.001 インチの厚さの強力な陽極酸化層が形成されます。
クロム酸陽極酸化処理では、濃度 2.5 ~ 3.5% のクロム酸電解液、低電流密度 (1 ~ 5 A/ft²)、および 95 ~ 100°F の温度範囲を使用します。結果として得られる層は通常、最大 0.0001 インチまで薄くなります。
耐腐食性:
硫酸アルマイト処理は他の処理に比べて耐食性に優れており、さまざまな工業製品や消費者向け製品に使用されています。
クロム酸陽極酸化処理は同様の耐食性を備えていますが、より薄く耐久性のある柔軟な酸化層を備えているため、応力や疲労に敏感な用途に優れています。
環境への懸念:
硫酸陽極酸化処理は、クロム酸に六価クロム(相当の廃棄物管理方法を必要とする危険な規制物質)が含まれているため、環境に対する害は少なくなります。
用途:
硫酸陽極酸化処理: 中程度の耐摩耗性を備えた装飾部品の着色仕上げに関連する用途に使用されます。
クロム酸陽極酸化処理: 疲労強度が高い、または亀裂に敏感な軍事および航空宇宙部品のアセンブリに使用されます。
このような違いにより、特定の設計、運用、および生態学的要因を考慮して陽極酸化処理技術の選択が決まります。
陽極酸化処理と電気メッキの利点は、用途によって異なります。陽極酸化処理は、ベースメタルと結合する金属酸化物層を強化して抵抗力を持たせることができるため、優れた耐久性と耐摩耗性が得られます。さらに、特にアルミニウムでは、鮮やかで耐久性のある色を実現し、大幅な体積増加なしで表面硬化を可能にし、重量をあまり増やさずに表面の硬度を高めます。さらに、硫酸陽極酸化処理は環境に優しく、超毒性物質を必要としないためです。
電気メッキは、クロム、ニッケル、金、金属を使用して、美観と導電性を目的とした高反射仕上げを実現します。魅力的な効果をもたらし、下地構造を腐食から保護します。さらに、より厚いコーティングやその他の厄介な環境要素を適用しても、導電性を高めることで表面を強化します。この 2 つのうちどちらを選択するかは、耐久性、重量の考慮、環境への影響、装飾性と導電性のどれがより重要かを考慮する必要があります。
陽極酸化アルミニウムは、陽極酸化処理中に形成される高品質の酸化層により、優れた長期耐摩耗性を備えています。最初の 1 ~ 2 年間は耐摩耗性は著しく低くなりますが、その後は表面硬度がビッカース硬度スケールで 300 ~ 600 HV に達することがあります。また、酸化層が強化されるため、長期間の使用による摩耗や表面損傷が特に発生しやすくなります。
陽極酸化層の厚さは、一般的な用途では一般に 10 ~ 25 ミクロン、硬質陽極酸化では最大 50 ミクロンですが、これは耐摩耗性に影響を与える重要なパラメータです。層の厚さが厚くなると、通常、損傷と摩耗の速度が低下します。その他の要素には、気孔のシーリング (温水、酢酸ニッケル シーリング) があり、これにより層を有害な異物から保護するとともに、過酷な環境での寿命を延ばします。
陽極酸化アルミニウムは、比類のない軽量性、損傷や摩耗に対する耐性、高摩擦アプリケーションでのパフォーマンスに優れているため、航空宇宙、自動車、産業用コンポーネントに最適です。ただし、重量、耐摩耗性、耐久性の望ましいバランスを実現するには、最適な陽極酸化タイプを選択し、適切なパラメータを設定することが重要です。
表面保護用に設計されたコーティングは、腐食、摩耗、その他の環境による損傷に対するバリアとなります。私の意見では、コーティングの選択は、用途と必要な機能を考慮する必要があります。標準的なオプションは、陽極酸化、粉体塗装、亜鉛メッキで、それぞれに明確な利点があります。たとえば、陽極酸化はアルミニウムなどの軽量金属に適しており、アプリケーションの要件に応じて厚さを 10 ~ 50 ミクロン増やすことができます。粉体塗装は、優れた耐久性、耐衝撃性、幅広い色の選択が最大の特徴です。亜鉛メッキも、亜鉛コーティングを保護層として適用することで錆を防ぐコーティングの中で上位にランクされています。重要な考慮事項は、表面の粗さ、接着の強度、環境への露出量であり、これらはコンポーネントに課せられる動作上の要求と互換性がある必要があります。
A: 陽極酸化処理と電気メッキは、アルミニウムの表面を改質する電気化学処理ですが、いくつかの重要な点で異なります。陽極酸化処理ではアルミニウムの表面に保護用の酸化物層が形成されますが、電気メッキではアルミニウムの表面に別の金属の薄い層が堆積されます。 陽極酸化処理によりアルミニウムの自然な特性が強化される一方、電気めっきはめっき材料に新たな特性を追加します。
A: アルミニウムの陽極酸化処理には、耐腐食性の向上、耐摩耗性の改善、電気絶縁性の向上、アルミニウム部品の美観の向上など、いくつかの利点があります。陽極酸化コーティングは金属表面と一体化しているため、他の表面処理よりも耐久性に優れています。さらに、陽極酸化処理では幅広い色のオプションが可能で、さまざまな仕上げと組み合わせてユニークな効果を生み出すことができます。
A: 陽極酸化処理の欠点としては、アルミニウムとその合金にしか適用できないこと、処理によって部品の寸法がわずかに変わる可能性があること、他の仕上げ方法よりも費用がかかる可能性があること、強酸や強塩基によって陽極酸化層が損傷を受ける可能性があることなどが挙げられます。さらに、陽極酸化処理には慎重な取り扱いと廃棄が必要な化学物質が関係します。
A: 電気メッキはアルミニウム表面に別の金属層を堆積させるのに対し、陽極酸化はアルミニウム自体から酸化物層を作ります。電気メッキプロセスでは電解質溶液中の金属イオンの外部源を使用しますが、陽極酸化では金属 アルミニウム部品からの陽極イオン電気メッキは様々な金属に適用できますが、陽極酸化は特定の金属にのみ適用できます。 アルミニウムおよびその合金.
A: 一般的なアルミニウムめっきの種類には、難度の高い耐摩耗性表面を提供するニッケルめっき、他の仕上げの下地としてよく使用される銅めっき、明るい装飾仕上げのクロムめっき、導電性と耐腐食性を備えた金めっきなどがあります。亜鉛めっきは、犠牲腐食防止特性のために使用されることもあります。
A: 陽極酸化技術は、粉体塗装とはいくつかの点で異なります。陽極酸化はアルミニウムの表面を改質する電気化学処理ですが、粉体塗装は金属の表面に別のコーティングを施す乾式仕上げ処理です。陽極酸化仕上げは通常、粉体塗装よりも薄く、耐久性に優れています。ただし、粉体塗装はより幅広い色彩を提供し、アルミニウムだけでなくさまざまな素材に適用できます。
A: アルミニウム部品に陽極酸化処理と電気メッキを組み合わせることは可能ですが、接着の問題が発生する可能性があるため一般的ではありません。通常は、陽極酸化処理を最初に行い、次に電気メッキを行います。ただし、陽極酸化コーティングが電気メッキ処理に干渉する可能性があるため、慎重なプロセス管理が必要です。ほとんどの場合、メーカーはアルミニウム部品の特定の要件と想定される用途に基づいて、陽極酸化処理または電気メッキのいずれかを選択します。
A: アルミニウムの比較的低い融点 (約 660°C または 1220°F) は、陽極酸化処理と電気メッキ処理の両方に影響します。陽極酸化処理の場合、陽極酸化タンクの最高温度は制限されており、酸化物層の形成速度と特性に影響します。電気メッキの場合、融点が低いため、一部の高温メッキ処理で問題が発生し、アルミニウム部品に反りやその他の欠陥が生じる可能性があります。このため、両方の方法でアルミニウムを扱う場合は、慎重な温度管理が重要です。


