
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
シャフト加工は、最高レベルの精度と性能を達成するためにさまざまな方法論と高度な技術の計算を必要とするため、製造業で最も複雑な手順の 1 つであると言えます。これらの業界はすべて、使用するシャフト コンポーネントに大きく依存しており、自動車、航空宇宙、産業機器は、コンポーネントに依存している業界の一部です。しかし、シャフト加工を成功させるためにどのような技術が採用されているのでしょうか。また、この分野がなぜそれほど重要なのでしょうか。シャフト加工のガイドとして、この記事では、現代のエンジニアリングとテクノロジーをさらに可能にする精度と正確さの両方を備えた壁のためにこれらの専門家が頼りにする高度に専門化された技術について説明します。したがって、問題の核心に迫り、革新と複雑に絡み合った複雑なプロセスの秘密を解明するのに役立つ方法、スキル、ツール、および決意について見ていきます。

シャフト加工とは、金属または非金属シャフトの表面を特定の寸法要件に合わせて輪郭を描き、研磨する技術です。シャフトは、自動車、航空宇宙、製造業など、多くの分野で基本的な部品であり、回転や動力の伝達に役割を果たし、適切な構造サポートも提供します。通常、シャフトの旋削、研削、フライス加工は、必要な精度、表面仕上げ、強度に合わせて行われます。正確に機械加工されたシャフトは、厳しい条件下でシステムまたは機械部品の信頼性と性能を保証するため、現代のエンジニアリング設計および製造システムでは不可欠な手順となっています。
シャフトの機械加工は一連のステップに分割する必要がある作業であり、製品が正しく動作するためには、すべてのステップでかなりの精度が求められます。ステップは、材料の選択、粗加工、熱処理、仕上げです。材料の選択では、シャフトの部品は、多くの場合、炭素鋼やステンレス鋼などの高強度合金や、応力やさまざまな環境条件下で優れた機械的特性を持つその他の合金材料で作られます。
荒加工工程では、旋削加工を行って所定の公差に収め、余分な材料を取り除いて部品を大まかな寸法に下げます。その後、シャフトは熱処理を受け、材料の表面が損傷します。この処理により、製品の硬度、耐久性、摩耗率、耐故障性が向上します。これらはすべて、高負荷と回転速度に耐えるシャフトにとって重要です。その後、研削とフライス加工を含む精密加工が行われ、±0.001 インチの厳しい公差と非常に高い表面粗さを実現します。
CNC (コンピュータ数値制御) マシンや産業オートメーションなどの最新技術の統合により、シャフト加工のプロセスがさらに洗練されました。CNC マシンは、複雑なシャフト設計の製造において、意図した寸法からの逸脱を最小限に抑え、優れた精度と均一性を保証します。さらに、フィードバック システムにより、操作中に加工パラメータがリアルタイムで評価され、プロアクティブなプロセスの最適化と欠陥の削減につながります。
業界のデータによると、航空宇宙や自動車のアセンブリにおける高性能アプリケーションでは、表面粗さの値 (Ra) を 0.8 ミクロン未満に保つ必要があり、摩擦が低減して効率が向上することがわかっています。また、セラミックやカーバイドのインサートを使用する切削工具などの新しい技術革新により、工具寿命が長くなり、サイクル時間を大幅に短縮する高速加工プロセスに耐える能力が確保されます。
結論として、シャフト加工は、繊細な業界の進化するニーズを満たすために、最新のテクノロジーと正確なエンジニアリングをさらに統合することで継続的に成長しているもう 1 つの分野です。
シャフトのカスタマイズは、さまざまな分野で最適なパフォーマンス、信頼性、効率を実現するために不可欠です。特殊な構造のシャフトの主な用途は次のとおりです。
自動車産業
特注シャフトについては、自動車業界では産業用モーター用の強力な特注シャフトへの依存度が高いため、需要が高まっています。特注シャフトは、ドライブトレイン アセンブリの構築、トランスミッションやステアリング機構の構築に不可欠です。これらのコンポーネントには、多くの場合、正確な許容誤差と、長期間にわたって高いトルク レベルに耐えられる特定の材料が必要です。たとえば、高度な特注シャフトは、最適な方法で電力と燃料を伝達できるため、燃費が 15 ~ 20% 向上します。
航空セクター
ジェットエンジン、飛行制御、着陸装置には精密シャフトが使用されています。航空業界の特注シャフトは、厳格な安全性とコンプライアンス規制を満たしながら高速回転運動を可能にする必要があります。さらに、航空宇宙業界では、シャフトの耐久性を高めながら重量を軽減できるため、軽量でありながら強度のあるチタン合金の複合材からシャフトを製造することが求められています。
棒状のシャフトは、コンベアベルトからターボコンプレッサーまで、さまざまな産業機械でよく使用されます。高負荷機械用途では、その目的に合わせてカスタマイズされた強力なスチールシャフトを使用する必要があります。これにより、耐荷重限界が 25% 増加し、メンテナンス時間が短縮されます。
再生可能エネルギーシステム
風力タービンからのエネルギーは、ギアボックス付きのカスタム設計シャフトを介してタービンに取り付けられたローターを回転させるブレードを通じて取り込まれます。これらのカスタムシャフトは、衝撃荷重や経年劣化に耐える必要があるため、最も重要なコンポーネントです。高度な製造技術により、タービンのシャフトは強度が高まり、過酷な条件でも耐久性が高まり、長い運用寿命が実現します。
医療機器
特注の精密シャフトは、手術用ロボット アーム、MRI および CT 画像システム、人命救助処置をサポートする工学的研究機器の揺るぎない相互作用を実現します。このような生命にかかわるシステムには、高い整合性のパフォーマンスと、時にはミクロン単位で測定される厳格な加工許容差が必要です。
石油・ガス産業
掘削ポンプとコンプレッサーのシャフトは、高圧と高温という極めて高い性能が要求されます。垂直掘削リグ用の経済的なシャフトが開発され、摩耗率が 30% も大幅に低下し、コスト効率が大幅に向上しました。
海洋工学
海水環境は、船舶や潜水艦のプロペラと舵軸アセンブリの寿命を著しく制限します。腐食性のある海洋グレードのステンレス鋼または二相鋼は、過酷な環境でも最大限の耐久性を発揮し、これらの設計に特化して使用されます。
オートメーションとロボティクス
ロボットや自動化システムで使用されるシャフトの精密な設計と軽量化により、タスクの実行時に楽な動きと高い精度が実現します。たとえば、カスタム シャフトにより、迅速なタスクの実行中にロボット アームの再現性が驚異的な 10% 向上します。
これらの業界は、カスタム シャフト製造における材料科学、形状、機械ベースのコンセプトの統合を通じてサービスを受け、多くの分野にわたって革新と卓越性をさらにサポートするという業界の目標を達成します。
材料(通常は金属またはプラスチック)を目的の形状にするには、材料を制御された方法で除去します。この成形は、旋盤、フライス盤、ドリルなどのさまざまなツールを使用して行われます。このプロセスは、精度と表面の精巧さに重点を置いた減算型製造タイプに分類されます。機械加工時に考慮する必要があるその他の主な要素には、材料の選択、ツールの種類、回転速度などがあります。これらはすべて、最終製品の効率、精度、品質に影響します。
シャフト加工で達成される表面仕上げは、複数の操作パラメータと技術によって決まります。重要なパラメータと技術の詳細を以下に示します。
材料特性
製造部品の表面仕上げは、ワークピースの材質と密接に関係しています。アルミニウムなどの柔らかい材質は加工しやすいですが、表面が裂けたり汚れたりしやすくなります。ステンレス鋼はより硬い金属であり、表面が粗くなるのを防ぐには適切な工具と最適な切削速度が必要です。
切削工具の形状
表面品質は、切削工具の形状と鋭さによって左右されます。刃先が鋭い工具ほど、表面仕上げが良くなり、表面損傷が少なくなります。さらに、適切なノーズ半径を選択することにより、工具の表面プロファイルを向上させることができます。
加工パラメータ
送り速度、切削速度、切削深さは、表面仕上げに影響を与えるパラメータの一部です。一般的に、送り速度を低くし、切削速度を高くすると、仕上がりがきれいになります。たとえば、送り速度を 0.05 mm/回転、切削速度を 200 m/分以上にして鋼を加工すると、表面が非常に滑らかになります。
冷却剤と潤滑剤
冷却剤を正しく塗布すると、熱変形を最小限に抑え、表面仕上げに悪影響を与える可能性のある熱を放散します。さらに、潤滑液はワークピース上のツールの動きによる摩擦を最小限に抑え、ツールの摩耗と材料の固着を減らして、より美しい仕上げを保証します。
工作機械の状態
機械の精度と剛性は非常に重要です。安定性が高く振動が少ない機械は、ツールパスの信頼性が高くなり、表面仕上げが向上します。ただし、振動が大きすぎるとチャタリングマークが発生し、表面が粗くなります。
環境要因とオペレータ要因
オペレータの能力や、温度や湿度などの周囲の条件も、加工作業に影響します。適切かつ合理的なパラメータ値とツールの配置を決定するスキルを持つオペレータは、さまざまな状況でも好ましい結果を生み出すことができます。
各要素内に設定されたさまざまなパラメータを慎重かつ効率的に制御することにより、リアルタイム診断を統合した高度なコンピュータ支援設計システムは、完成品の精度と品質を大幅に向上させることができます。
効率的な品質管理手順は、製造プロセスで必要な表面仕上げと均一性を実現するために不可欠です。品質管理システムでは、表面の粗さ、寸法、材料特性を、設定された許容範囲のしきい値と照らし合わせてチェックします。プロファイロメーターと 3D 光学スキャナーの助けを借りて、メーカーは物体の表面を測定し、XNUMX ミクロンのスケールで表面の凹凸を評価できるようになりました。
研究によると、表面粗さは、摩耗、疲労、耐腐食性など、製品の性能に直接関係していることがわかっています。たとえば、Precision Engineering Journal に掲載された論文では、平均表面粗さ (Ra) を 20% 削減すると、いくつかの重要なコンポーネントの疲労寿命が 15% 長くなるとしています。さらに、航空宇宙および医療機器の製造では、数ミクロンの偏差でも厳格な要件に準拠しなくなったり、性能が低下したりする可能性があるため、精密な超仕上げが必要です。
一方、統計的プロセス制御および監視システムを既存の QC フレームワークに組み込むと、プロセスの一貫性が向上する傾向があります。これらのテクノロジーにより、メーカーはデータを評価し、どのプロセスが平均よりも多くの欠陥を引き起こしているか、変動性が増加しているか、またはプロセス標準が低下しているかを特定できます。同時に、品質を犠牲にすることなく生産コストを削減できます。厳格な品質保証プラクティスを採用するメーカーは、パフォーマンスとコストに関する顧客の要件を満たすことができます。
シャフトの表面仕上げは、性能を向上させ、耐久性を高め、耐摩耗性と耐疲労性を高めるため非常に重要です。製造環境は通常、最適な 精密研削を用いた表面仕上げ手順、超仕上げ、ローラー研磨技術。
望ましい結果を得るには、精密研削プロセス技術が必要です。
精密研削では、機械加工するシャフトを、スピンドル上で回転する高精度研磨材を備えたストラドル型固定具に取り付け、非常に低い変動で材料を除去し、0.2 µm Ra の仕上げ面を実現します。これにより、航空宇宙産業や自動車産業の高ストレス用途で求められる、厳しい精度の限界とシャフトの最適な形状を実現できます。
超仕上げ加工
超仕上げは、石やテープを使用して、材料の表面仕上げを 0.01 µm Ra の超滑らかな状態にすることができます。この機能は、微細な粗さを改善し、シャフトの表面の潤滑剤に対する支持比を向上させ、エンジンやギアボックスの用途での摩擦を減らすために設けられています。
ローラーによる研磨
ローラーによるバニシングは、約 0.05 ~ 0.2 µm Ra の振幅を持つ高度に研磨されたローラーを使用してシャフトの表面仕上げを強化する冷間加工手順です。このプロセスにより、シャフトの全体的な硬度と耐疲労性も向上し、その結果、製造されるコンポーネントの動作寿命が延びます。さらに、ローラー バニシングにより、表面仕上げ (約 0.05 ~ 0.2 µm Ra) とコンポーネントの硬度および耐疲労性が向上し、動作寿命が延びます。
コーティングと電気メッキ
クロムなどの電気メッキコーティングや、ダイヤモンドライクカーボン (DLC) などの先進材料を使用すると、表面硬度が向上します。さらに、コーティングにより、精密研磨された表面の浸食や腐食が軽減されます。これらのコーティングは、硬度が 70 HRC を超え、研磨された表面への密着性が優れているため、過酷な環境条件にさらされるシャフトに適しています。
レーザーによる表面テクスチャリング
レーザーによる表面テクスチャリング (LST) は、制御されたレーザーパルスでシャフトの表面に作成されたマイクロパターン間の摩擦を低減します。トライボロジーでは、高速機械の研究で報告されているように、レーザー表面テクスチャリングによって摩擦係数と耐荷重性が向上します。摩擦低減率は 40% にも達し、摩擦の低減に貢献します。
採用する適切な強化技術は、動作時のストレス、アプリケーションの要件、および材料の種類によって異なります。これらの技術を、高度なリアルタイム監視システムと厳格な品質保証システムとともに採用することで、シャフトの性能と耐久性が向上し、業界標準を満たすことができます。

放電加工 (EDM) とは、複雑な形状や厳しい公差を持つ部品の製造によく使用される、非接触で高精度の製造プロセスを指します。EDM は、電極とワークピースの間に生成される制御された電気放電 (スパーク) を使用して機能します。この電気放電中、ワークピースは所定の線に沿って侵食されます。この手順は、工具鋼、チタン、カーバイドなどの硬い材料に非常によく機能するため、航空宇宙、自動車、医療機器の製造で重要です。
EDM には、形彫り EDM とワイヤー EDM という 2 つの主な形式があります。形彫り EDM は、鋳型やダイなどの 3 次元の空洞に最適ですが、ワイヤー EDM は、細かいディテールの複雑な形状を切断するのに最適です。ワークピースは、材料を冷却し、破片を洗い流し、スパークを発生させるのに十分な電圧が印加されるまで絶縁体として機能する誘電液に浸されます。
技術的に言えば、EDM は、設定された変数に応じて、表面仕上げ 0.0001 Ra (平均粗さ) で ±4 インチの許容差を実現できます。この方法では、通常の切削力を使用しないため、ワークピースにかかる機械的ストレスも軽減されます。ただし、EDM の速度は一般に従来の機械加工プロセスよりも遅いため、納期に影響する可能性があります。
自動化された適応型および閉ループ制御システムは、精度と反復性を向上させる EDM の新たな進歩です。また、銅タングステンやグラファイトなどの電極の新素材により、摩耗が減り、動作寿命が長くなり、効率が向上しました。EDM は、許容誤差と品質が最も重要となる半導体や医療部品のマイクロ製造で広く使用されています。
EDM は、非常に複雑で扱いにくい材料の加工に効果的ですが、電極の設計、部品の形状、使用する材料に関していくつかの課題があります。EDM を他の加工プロセスと組み合わせ、高度なプロセス制御システムを採用することで、メーカーはカスタム シャフトの製造において最高の精度と効率を実現できます。
高精度と高精度
CNC旋盤とフライス加工 機械は高精度の部品を製作するために作られています。実際、精度は非常に高いため、許容差は ±0.001 インチまで細かく調整できます。これらの機械が達成できる精度レベルは、航空宇宙、医療機器、自動車製造業界にとって非常に重要です。
再現性の向上
設定されたプログラムにより、CNC 機械は同じ部品を繰り返し生産できます。この機械の動作を何度も繰り返す能力は、特に大量生産が必要な場合に非常に役立ちます。
材料使用の多様性
PLC 制御の CNC 旋盤やフライス盤を使用すれば、アルミニウム、スチール、チタンなどのさまざまな金属だけでなく、ポリマーや複合材料も簡単に加工できます。この柔軟性により、さまざまなエンジニアリング分野で使用できます。
複雑な形状
高度な旋削およびフライス加工技術により、ポケット、輪郭、さらにはねじ山も作成できます。複雑な特徴を持つ部品は、多軸コンピュータ数値制御機械 (CNC) を使用して CAD ソフトウェアの支援により機械加工できます。
効率と時間の節約
CNC 加工では、速度と精度が妥協されることはありません。自動工具交換や機械の連続稼働などの機能により、リードタイムを短縮でき、生産目標の達成が加速されます。
長期的な費用対効果
初期セットアップ費用はかかりますが、CNC 加工によって効率、廃棄物の低減、人件費の削減という点で長期的な節約が実現されるため、コスト効率が高くなります。また、誤差精度の自動化により、コストのかかる多くのやり直し作業も削減されます。
生産のスケーラビリティ
大量生産や試作の目的を問わず、CNC 旋削とフライス加工は簡単に拡張できます。メーカーが小ロット生産と大規模製造を切り替える際の遅延時間はほぼゼロです。
CAD CAMソフトウェアとの統合
CNC マシンは CAD CAM ソフトウェアと連携して設計から製造までスムーズに進めることができます。この統合により、正確な設計が保証され、加工戦略が大幅に強化されます。
メンテナンスが少なく耐久性に優れています
最新の CNC マシンは耐久性に優れており、メンテナンスがほとんど必要ないため、ダウンタイムが短縮され、運用効率が大幅に向上します。
オートメーションの互換性
これらのシステムは、ロボットのセットアップやその他の高度な自動化オプションと簡単に統合できるため、スマートな製造方法と生産スループットの向上が可能になります。
CNC 旋削とフライス加工は、その比類のない利点により精密製造に不可欠なプロセスとなり、複雑な仕様の最高品質のコンポーネントを必要とする業界に多大な価値をもたらします。
当社では、優れた精度と効率性を実現するために、最新の加工方法と技術を施設に導入しています。多軸 CNC マシン、高度なツール、リアルタイム データ キャプチャ デバイスが連携して動作し、各プロジェクトの精度と一貫性を保証します。さらに、アダプティブ加工や積層造形などの新しい技術を統合することで、複雑な製造要件を満たす柔軟性が向上します。これらの改善により、当社は製造業のリーダーであり続けることができます。
炭素鋼の主成分は鉄と炭素です。炭素の割合は重量とともに公称 0.03% ~ 2.0% です。建設やその他の産業分野で使用されるシャフトでは、シャフトの強度、耐摩耗性、硬度を高める傾向があるため、鋼の炭素含有量を高くする必要があります。低炭素鋼は延性が高く、機械加工しやすいため、作業が容易です。高炭素鋼の場合、硬度は高くなりますが、可鍛性は低下します。よく知られている例は AISI 1045 炭素鋼で、耐力は 570 MPa ~ 700 MPa で、延性があることで知られています。
合金鋼は、ニッケル、バナジウム、クロム、モリブデンなどの追加元素を組み込んでいるため、AISI1045 よりも強度と硬度に優れています。これらの元素の導入により、合金の耐腐食性が強化され、引張強度と衝撃強度が向上します。9900 合金鋼、AISI 4340、4140 合金鋼は、ストレス下での性能が高いシャフト用途の好例です。水熱条件下では、AISI 4140 は 655 MPa ~ 2000 MPa の耐力範囲も示しており、高強度の疲労耐性材料として好まれています。
エンジニアは、コスト削減と適度な強度を実現する炭素鋼、または困難な状況に直面しても優れた性能を発揮する合金鋼など、適切な材料を選択することで、望ましいシャフト性能を実現できます。
耐腐食性は、湿気、化学薬品、または工業環境でシャフトが使用されているときに、シャフトの耐用年数を延ばすために不可欠です。ステンレス鋼、特に 304 または 316 などの材料は、その成分に含まれるクロムが材料の表面で受動的に酸化するため、耐腐食性があることでよく知られています。たとえば、304 ステンレス鋼には約 18% のクロムと 8% のニッケルが含まれており、それ自体が通常の環境条件での材料の酸化と錆に対する優れた耐性を保証します。一方、316 ステンレス鋼には 2~3% のモリブデンが追加され、塩分や酸性の環境など、より攻撃的な環境での耐性が向上しています。
同様に、繰り返し接触、摩擦、研磨を伴う用途では、耐摩耗性が重要です。AISI 8620 などの表面硬化鋼や窒化表面処理された部品は、強靭な外層と強靭な内核により、優れた耐摩耗性で知られています。チタン窒化物 (TiN) やダイヤモンドライクカーボン (DLC) などの高度な表面コーティングを使用することで、摩擦をさらに低減し、長期間にわたって耐摩耗性を高めることができます。TiN コーティングで強化された材料は、コーティングされていない材料と比較して、摩耗率が 50% 以上低減できることが実証されています。
効率的な材料選択と表面処理により、エンジニアは厳しい環境でも産業機械の信頼性の高いパフォーマンスを実現し、メンテナンスコストとダウンタイムを大幅に削減します。材料の選択では、耐腐食性と耐摩耗性のバランスをとることが、信頼性の高いパフォーマンスを確保するために重要です。
エンジニアは、建設、機械、その他のプロジェクトの特定の用途において、材料の機能的パフォーマンス指標に影響を与える可能性のある多数の要素を考慮することがよくあります。機械的な特徴、外部要因に対する耐性、重量、熱伝導率、コストは、分析すべき主要な要素の一部です。以下は、さまざまな用途に適した関連する特徴と材料の概要と説明をまとめた表です。
強度と耐久性
耐食性
熱的および電気的特性
耐摩耗性
軽量アプリケーション
費用対効果
エンジニアは、適切な材料を選択しながら、定義された動作環境下で材料がどのように反応するかを判断するために、シミュレーション ツールとテスト データを評価する必要があり、この構造化された材料選択戦略により、パフォーマンス目標が達成されると同時に、システム全体の有効性と持続可能性も向上します。

カスタム シャフトの精密加工と公差管理に実装されるプロセスは細心の注意を払ったものです。その一部を以下に示します。
重要な考慮事項
選択された材料は、必要な強度、耐久性、および加工性を正確に特定し、一貫した結果に貢献します。
加工ツール
適切な許容誤差と再現性を備えたカスタム シャフトの製造は、ハイエンドの CNC マシンに大きく依存します。
品質設備と検査
許容誤差の遵守は、マイクロメーターと CMM マシンを使用して寸法を定期的にチェックすることで確認できます。
プロセス全体の安定性
切削速度、送り速度、ツールの状態などのパラメータが定義され、一定に保たれることで、ばらつきが低減され、ほとんどの設計仕様への準拠が確保されます。
これらの考慮事項が満たされると、アプリケーションに関連する厳格なパフォーマンス基準が満たされます。
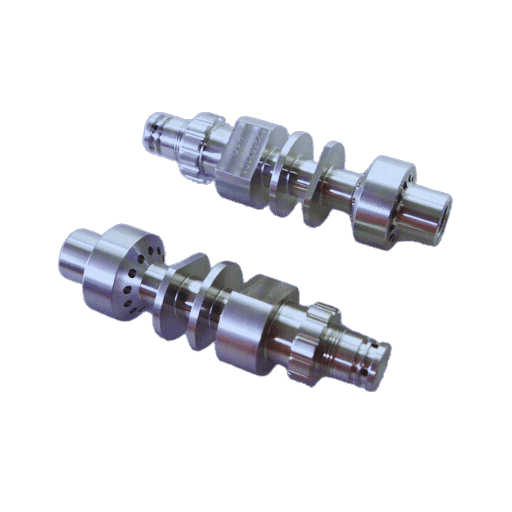
シャフトは、回転機械を駆動したり、装置内で動力を伝達したりするために使用される機械的に剛性のあるロッドで構成された構造要素です。シャフトのコンポーネントは次のとおりです。
キー溝
シャフトの表面には、ベルトやギア、プーリーなどの部品を固定して相対的な動きを防止するために使用されるキーを受け入れるための溝が刻まれています。
肩
シャフトに依存してバランスを保つベアリングなどのコンポーネントを所定の位置に配置して保持する形成された隆起部分。
ベアリング
シャフト上に装着することで摩擦を最小限に抑え、スムーズな回転を実現します。アセンブリ内でのシャフトの位置を高い強度で維持します。
スプライン
トルクを伝達するための同様のコンポーネントとの接続は、シャフトの縦方向部分に沿って形成された隆起または歯です。
端部(テーパーまたはねじ)
アセンブリ内のカスタムカットシャフトを固定するために、カップリングなどの他の機械部品を取り付けたり、その逆を行ったりする目的で使用されます。
これらのコンポーネントを組み合わせることで、機械システムに求められる動きとトルクの効率的な伝達が保証されます。
すべてのエンジニアリング プロセスには、製品とコンポーネントが事前に設定された標準と仕様に準拠していることを保証する重要なステップとして品質管理があります。組織がシャフトなどの機械システムの製造中に品質管理を実施すると、最終製品の精度、信頼性、耐久性が向上します。
強力な技術の 90 つは、超音波検査や磁粉探傷検査などの非破壊検査 (NDT) 手法の使用です。これらの検査により、シャフトの構造を物理的に変更することなく、表面および表面下の不連続性を検出できます。超音波検査では、高周波音波を使用して内部の欠陥を検出し、正確に実行すれば最大 XNUMX% の精度を誇ります。
寸法精度の検証も重要です。CMM または座標測定機は、必要な許容範囲を維持しながら、直径、スプライン、肩などの重要な特徴を直接測定できます。調査によると、CMM 技術は従来の部品測定方法よりも最大 50% 高速で、ミスが減り、生産性が向上します。
分光化学分析は、材料分析によってシャフトの品質を判定し、それを ASTM や ISO 仕様などの業界要件と比較する方法の一例です。好例としては、動作ストレスに対する硬度と耐久性を決定するスチールシャフト内の炭素量のテストが挙げられます。
まとめると、統計的プロセス制御 (SPC) ツールを採用すると、生産ライン全体の精度が向上します。時間の経過と共にプロセス パラメータを追跡することで、製造業者はプロセスの変化をリアルタイムで検出でき、欠陥を制限して製品の品質を長期間維持できます。研究により、SPC によって製造欠陥が 40% 削減され、コスト削減による効率と生産性の向上につながることが証明されています。
これらの対策は、メーカーが厳しい業界要件を満たすのに役立つだけでなく、機械システムの信頼性と耐久性を向上させ、顧客満足度と運用効率の向上につながります。

A: 製造業で使用される一般的な機械シャフトの種類には、キー付きシャフト、スプライン付きシャフト、テーパー付きシャフトなどがあります。各タイプには、トルク伝達や高荷重支持など、用途に応じて特定の機能があります。
A: シャフト加工プロセスは、ブランクを切断、穴あけ、研磨する作業で構成されます。このプロセスは、シャフトブランクを正確な寸法と表面仕上げの機能的なカスタムシャフトに変換するために不可欠です。
A: カスタム加工シャフトの製造に使用される最も一般的な材料は、スチール、チタン、アルミニウムです。これらの材料は、強度対重量比、極限引張強度、軽量でありながら耐久性のあるコンポーネントを必要とする特定の部品への適用性を考慮して選択されます。
A: CNC 加工は、シャフト加工サービスに必要な精度を提供し、均一性を保証します。このタイプの加工は、複雑な幾何学的形状を非常に正確に作成する機能があり、長くて円筒形の機械部品を扱うときに重要です。
A: 研削はシャフト加工工程における重要な基本ステップであり、設定された形状で表面仕上げを実現するために重要です。これにより、寸法が正確に達成されます。加工に高精度と優れた表面仕上げ品質が必要な場合、研削は極めて重要です。
A: カスタムメイドのシャフトは、カスタマイズや調整に必要な詳細を提供する CAD ソフトウェアを使用して設計されます。これらの設計ファイルは、シャフトに対して実行される機械加工操作を制御するために使用され、仕様内でシャフトが製造され、特定のアプリケーションに合わせて構成されます。
A: 放電加工(EDM)は、従来の方法では簡単には実現できないシャフトの複雑な形状や特徴を実現しようとする場合に有利です。EDM は、硬質材料の表面の精密加工に役立ちます。
A: この場合、シャフトが受ける応力と負荷に耐えられるかどうかは引張強度によって決まるため、引張強度を考慮する必要があります。シャフトに強い力が作用することが予想される高負荷用途では、引張強度の高い材料が好まれます。
1. タイトル:「2k要因計画を用いたシャフト加工プロセスの最適化」
重要な洞察:
方法論:
2. タイトル:「シャフトシステムの加工におけるコストと振動を考慮した精度配分」
重要なハイライト:
メソッド:
3. タイトル:「シャフト加工用動吸振器」
主な調査結果:
方法論:
4. エスプレッソマシン
5. 機械加工

