
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
迅速にプロトタイプを作成する能力は、コンセプトを迅速に開発する手段となるため、今日の新製品開発において最も重要な要素の 1 つです。この記事では、ラピッド プロトタイピング、その重要な利点、およびいくつかの欠点について説明します。この分析では、この新しい戦略が創造性、コラボレーション、および設計プロセスを促進する方法を聴衆に理解してもらうとともに、金銭的負担やプロトタイプの精度の忠実度などの問題について説明します。このトピックについて議論することで、さまざまな業界におけるラピッド プロトタイピングの効果に関する知識が聴衆に提供され、個々のプロジェクトでの実装を決定する際に役立ちます。

プロトタイプは製品の予備バージョンであり、ラピッド プロトタイプは、反復的に構築しながらコンセプトと設計をテストします。3D 印刷、CNC 加工、ソフトウェア モデリングなどの高度なテクノロジにより、短期間で実体のあるデジタル モデルが作成されます。ラピッド プロトタイピングでは、アイデアを CAD ソフトウェアを使用して設計に変換することから始まります。その後、設計は仮想プロトタイプに変更され、フィードバックと編集が即座に行えます。ラピッド プロトタイピングでは、時間と柔軟性に重点を移すことで、チームが最小限の時間でソリューションを適応、トラブルシューティング、微調整できるようになります。
以下は、ラピッドプロトタイピング、その段階、および技術的パラメータの実用的な定義の内訳です。
概念化と設計。概念化の目的は、プロトタイプの目的と主要な詳細を定義することです。複雑な 3D 設計は、SolidWorks や AutoCAD などの CAD ソフトウェアを使用して作成できます。期待される出力は、設計図として機能するデジタル モデルです。
材料の選択。一般的に、材料を選択する目的は、機能仕様とテスト仕様の両方を満たすことです。ABS や PLA などのあまり知られていない材料は、安価で軽量なプロトタイプに適したプラスチック オプションです。アルミニウムとステンレス鋼は、耐久性、耐熱性、コスト効率に優れた金属です。カーボン ファイバーは、過度の重量なしで強度を提供する複合材料の例です。
モデリングまたは製造
プロセス:
3D プリント (FDM およびステレオリソグラフィー)。
パラメータ: 層の高さ (例: 0.1-0.2 mm)、移動速度 (例: 40-100 mm/s)。
CNC機械加工。
パラメータ: 切断速度 (例: 1000-3000 rpm)、許容誤差 (例: +- 0.01 mm)。
デジタルのみのシミュレーションまたは VR ベースのプロトタイプ モデル用の仮想モデリング。
テストと変更
目標: 実際の状況または仮想的にシミュレートされた状況でプロトタイプをテストします。
指標:
構造、機能、美観の完全性と正確性。
フィードバックループ:
テスト結果に基づいて CAD ファイルを更新します。目的の結果を得るために、必要に応じて設計を何度でも再変更できます。
体系化された一連の手順と定義された技術基準を組み合わせることで、ラピッドプロトタイピングは、アイデアから実用的なプロトタイプまでスムーズに進むことができます。このプロセスは時間効率が良く、創造性と改良に役立ちます。
プロトタイピング手法によっては、各プロジェクトの要件に合わせて結果が異なります。次のリストには、最も人気のある手法が含まれています。
3D プリンティング (積層造形)
プラスチック(PLA、ABS)や金属(ステンレス、チタン)などの材料を複数の層に順次重ねてプロトタイプを製作する手法です。複雑な幾何学的構成に優れ、コンセプトモデル、機能部品、少量生産品の作成に最適です。
技術的パラメータ:
層厚: 高解像度の場合は0.1~0.3 mm
印刷速度: 材質に応じて40~100 mm/秒
材料ノズル温度: PLAの場合は約200°C、ABSの場合は約250°C
CNC加工
この方法は CNC加工 高精度のプロトタイプを作成し、追加の硬質プラスチックおよび金属材料ブロックの正確な許容差を作成します。精密切削工具を使用して固体ブロックから部品が取り出されるため、通常はより正確で耐久性のあるプロトタイプに使用されます。
技術的パラメータ:
許容範囲: +- 0.01-0.05 mm (厳密な精度)
スピンドル速度: 5000~20000(回転/分単位、工具と材料により異なる)
真空鋳造
この技術では、シリコン型を使用してポリウレタン樹脂のプロトタイプを作成します。これは、最初のテイクで正確で完全に磨かれた仕上げを必要とする複雑な部品のプロトタイプを作成するのに最適なオプションです。
硬化時間: 約 2 ~ 4 時間。樹脂の種類によって異なります。
金型の寿命: 理想的な状況下では 20 ~ 25 回。
この基本的な手法とその制御パラメータにより、設計者とエンジニアは、効率と精度を最大限に高め、特定のプロジェクトの目的を満たす方法を選択する方法を理解できます。
製品デザイナーとして、ラピッドプロトタイピングにより、アイデアを実用的なモデルやデザインに具体化して、修正や改良を加えることができます。これにより、反復的な改善が可能になり、早期に欠陥を発見できるため、製品開発サイクル中の時間と費用の両方を削減できます。3D プリント、CNC 加工、真空鋳造によって正確な物理レプリカを作成し、意図した仕様に一致する正確なモデルを作成できます。
技術的パラメータ:
3D プリント層の高さ: 標準精度の場合 0.1~0.2 mm。
CNC 許容誤差: 材質と複雑さに応じて ±0.01 – 0.05 mm。
真空鋳造の材料収縮率: 硬化中の収縮許容度は 0.4 ~ 0.6% 程度。
これらの要件は正確かつ効果的であることが証明されており、現代の製造基準に準拠した創造的なデザインを考案することが容易になります。
設計の反復の加速: コンセプトを迅速にテストおよび変更できるため、製品設計サイクルが合理化されます。コンセプトのプロトタイプ化とテストが驚くほど簡単に行えるため、サイクルが大幅に短縮されます。
コスト効率: プロトタイピングにより、企業は生産段階に移行する前に設計上の問題や欠陥を発見でき、生産段階でのコストのかかるミスやマイナスの蓄積を防ぐことができます。
強化されたコミュニケーション: デザインをリアルタイムで変更、議論、視覚化することができ、デザインの具体的な形はコラボレーションとコミュニケーションの改善に役立ちます。
機能テストの改善: プロトタイプは、製品の機能、使いやすさ、パフォーマンスを現実的にテストし、指定された要件や期待を満たしているかどうかを確認します。
カスタマイズ性: ラピッドプロトタイピングにより、一連の生産仕様や個々のクライアントの要件を満たすことができ、製品の発明に役立ちます。
ラピッドプロトタイピングにより、構想から市場投入までの長く酷く扱われてきた道のりが活性化し、合理化されました。この取り組みは製品の繁栄と連携しています。
製品開発のタイムラインの合理化は、次の主な焦点を通じて効果的に達成できます。
改良されたプロトタイピング概要: CAD (コンピュータ支援設計) ソフトウェアと 3D プリンターを使用して設計を導き出し、テストし、迅速なプロトタイピングを行います。引張強度や耐熱性などの材料特性、および許容差が ±0.1 mm に設定されている寸法精度などの重要な要素を考慮する必要があります。
ハイブリッド開発アプローチの実装: 開発サイクルをスプリントに分割して、段階的な進捗と反復的な改善を実現します。アジャイル手法により、チームは変更に柔軟に対応できると同時に、品質が損なわれないようにすることができます。
品質管理方法の改善: さまざまなシミュレーション ツールや仮想テスト設定を通じて、機能性と耐久性を評価します。パラメータには、応力限界、負荷性能、物理テスト後の結果に対するエネルギー効率などが含まれますが、これらに限定されません。
チームコラボレーションおよびコミュニケーションツール: PLM (製品ライフサイクル管理) システムを通じて、部門間の効果的なソフトウェア統合を確立します。重要な要素には、エラーや重複を排除し、効率を高めるための直接的なデータ交換とバージョン管理が含まれます。
材料と試作技術の選択強化: 試作段階と製造段階で、アルミニウム合金や炭素繊維複合材などの軽量で高強度の材料を使用します。射出成形や CNC 加工などの製造技術との互換性を確保して、製造期間を短縮します。
これらの戦略を対応する技術コンポーネントで対処することで、企業は製品開発プロセスを容易にし、市場投入までの時間を短縮し、最終製品が厳しい品質と顧客満足の要件を満たすことを保証できます。
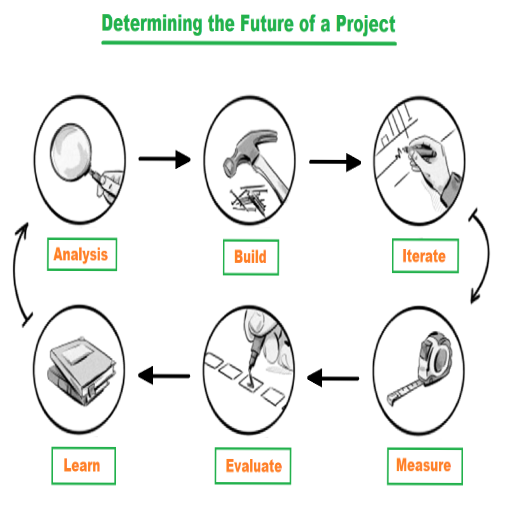
反復は製品設計の改良に役立ち、チームがコンポーネントをテストして機能と全体的なユーザー エクスペリエンスを改善できることを意味します。デザイナーは反復プロセスを利用してプロトタイプを段階的に確認、評価、強化し、最良の結果を保証します。以下に、合理的な技術的境界に沿って抽出および融合された簡潔な回答とアイデアを示します。
反復設計の重要性
反復設計は、各フェーズからの累積的なユーザー入力とテストが次の段階に組み込まれるため、価値があります。この最小化戦略により、リスクが軽減され、リソースの使用が最適化されます。これは、イノベーションに依存する急速に変化する市場では不可欠です。
反復的な製品設計の戦略
ユーザーのニーズに基づいたフィードバックサークルの設計
ユーザーや関連する利害関係者からの回答を定期的に収集します。この対策により、設計が現実的で期待どおりのものであることが保証されます。
遅延のないプロトタイピング
3D プリントと実物大のモックアップを使用して、簡単にテストおよび変更できるモデルを構築します。これにより、反復の価値ケースが高速化され、テストのコストが削減されます。
経験的証拠を指針として活用する
パフォーマンスとユーザビリティのテスト結果を使用して改善します。たとえば、A/B テストでは、デザインの変更がどの程度有益であるかを示すことができます。
関連する技術的パラメータ
材質との適合性
3D プリント用の PLA や炭素繊維複合材など、選択対象としてマークされた材料が、設定された機械的、熱的、および美的基準を満たしていることを確認します。これらには、構造部品の場合は約 50 MPa 以上であるべき引張強度や、用途に応じて約 200 ℃ であるべき耐熱性など、材料の機械的パラメータが含まれる場合があります。
精度の限界
CNC 機械加工部品の場合は ±0.02 mm、射出成形部品の場合は約 ±0.2 mm など、達成不可能な製造許容差を設定し、エンジニアリングされた機能が正確かつ効率的に実行されることを保証します。
プロトタイプの評価基準
故障までのサイクル数を数えて評価する耐久性、負荷状態で消費されるエネルギーで測定する効率性、または調査結果に基づく使いやすさスコアなどの基準を設定します。
効果的な反復のベストプラクティス
アジャイル手法の実装
開発にスプリントを投入すると、焦点を絞ったマイルストーンに到達しやすくなります。これにより、目標が定期的に達成され、柔軟性が維持されます。
異なる分野からのコラボレーションを奨励する
設計プロセスでさまざまな意見が取り入れられるように、エンジニアリング、設計、エンドユーザーの協力を促進します。
これらの戦略とパラメータを製品開発ワークフローに組み込むことで、企業は設計を体系的に改良し、優れたパフォーマンス、使いやすさ、市場への対応を実現できます。
3D 印刷中の表面品質を高めるために、適切な技術の選択、変数の調整、および後処理手順に特に注意を払っています。FDM 技術は最も一般的に採用されているプロセスですが、SLA と MJF はより滑らかな表面を実現できることが知られています。私が変更するその他のパラメータは、レイヤーの高さ (SLA では 0.05 mm 単位)、印刷速度 (低速でより高い精度を実現)、および FDM プロセスでの PLA または ABS の温度です。
後処理も同様に必要です。ABS の場合は、研磨、研磨、アセトンを使用した化学蒸気平滑化により、仕上げを完全に再定義できます。材料の選択も同様に重要です。高品質の仕上げのために特別に配合された樹脂または粉末を使用することをお勧めします。上記を統合することで、必要な美観と機能品質で部品が印刷されることが保証されます。
ラピッドプロトタイピングは設計と製造の段階を加速しますが、重大な欠点もあります。たとえば、課題の 1 つは材料の制限に起因します。ほとんどのプロトタイプは、量産品と比較して強度や耐久性が十分でない弱い材料を使用して構築されます。さらに、ローエンドのマシンや複雑な形状では、精度と表面仕上げの精度が低くなる傾向があります。極端な場合、大規模な後処理が必要な場合や生産量が多い場合は、プロセスが非常に高価になります。モデルに依存しすぎると、非効率が生じることもあります。ガイドとなる目的がなければ、チームは目的のターゲットを大きく超えてしまう可能性があります。ラピッドプロトタイピングの速度と柔軟性と、それに伴う欠点とのバランスを見つけることが、最良の結果を得るための鍵となります。
ラピッドプロトタイピングに関する基本的な懸念事項の 3 つは、製造されるコンポーネントに使用できる材料が限られていることです。付加製造技術でオブジェクトを作成するために使用される特殊なポリマー、樹脂、または金属粉末は、正確な製造材料の機械的、熱的、または化学的特性を満たさない可能性があります。たとえば、XNUMXD プリントされた部品は、射出成形または機械加工された部品よりも引張強度、耐衝撃性、および熱安定性が低くなる可能性があります。
注意すべき重要な技術的特徴:
引張強度: 3D プリントで最も一般的な材料である PLA は、アルミニウムやスチールのそれぞれ 60 MPa 以上と 250 MPa 以上と比較して 400 MPa で、それよりもかなり弱くなります。
耐熱性: ラピッドプロトタイピングで使用される ABS などの特定のポリマーは、高性能材料の破壊温度よりもかなり低い約 105°C で劣化します。
表面仕上げ: 積層製造方法で得られる品質仕上げは理想より低く、平均粗さ (Ra) は 10~50 µm の範囲です。追加の後処理が必須となることがよくあります。
耐久性: 印刷された部品では、繰り返し疲労寿命と破断時の伸びはどちらも低くなる傾向があります。材料は、長時間の引張応力を受けると脆くなります。
重要な高性能材料を扱う分野では、より厳しい特性要件を満たすために、従来の製造方法やハイブリッド技術を採用する必要がある場合もあります。
付加製造は革命的ではありますが、課題が多岐にわたるため、広く使用されることを妨げる可能性があります。以下に、関連する技術情報とともに、いくつかの具体的な課題を概説します。
材料の制限: 積層造形で使用される原材料の範囲が限られているため、望ましい特性を持つ部品を製造する際に問題が生じます。金属、ポリマー、複合材料の範囲は従来の製造ほど進んでいないため、特定の産業要件を満たすことが難しくなります (例: 航空宇宙グレードのチタン合金、生体適合性のある医療グレードのポリマー)。たとえば、3D プリントされたポリマーの強度は 40 ~ 80 MPa にしか達しないのに対し、成形されたポリマーの強度は 100 MPa を超えます。
表面品質と寸法精度: 積層造形プロセスで達成できる許容誤差は、特に形状が複雑な場合には十分ではない可能性があります。一般的な許容誤差は 0.1mm から 0.3mm の間ですが、精度が求められる業界では極めて不十分です。表面の粗さも問題です。印刷された部品の Ra は約 10 から 50 マイクロメートルで、多くの場合、その後の研磨や磨きなどの仕上げが必要になります。
3D 印刷プロセスの速度と部品サイズの制限: 3D 印刷プロセスでは、部品が大きく複雑になるとスループット率が低下する傾向があります。また、チャンバーの構築にも制限があります。多くのシステムでは、部品の最大サイズが 300 x 300 x 300 mm であるため、構造を複数の部品で構築する必要があり、接合部の構造的弱点につながる可能性があります。
コストとエネルギー消費: 付加的なプロセスでは廃棄物の削減により効率が大幅に向上しますが、消費されるエネルギーは他のアプローチよりもはるかに高くなる傾向があります。たとえば、金属粉末床溶融プロセスでは、処理された材料 20 kg あたり 60 ~ XNUMX Kwh のエネルギー入力が必要であり、これは従来の粉砕や鋳造よりもはるかに高い値です。
生産品質の保証と再現性の問題: 現代の製造業における問題の 1 つは、複数の生産工程で同じ結果を達成することです。ノズルの温度、原料の品質、粉末の分布が変化すると、寸法が変化して生産部品に欠陥が生じる可能性があります。CT スキャンなどの非破壊検査方法が必要になることが多く、生産コストがさらに増加します。
これらの課題により、新たなアプローチ、ハイブリッド積層造形の増加、積層造形の欠点を克服しながらプロセスを最大限に活用するために使用される材料の変更が必要になります。
積層造形のコスト動向を評価する際、私は材料、設備、生産性などさまざまな側面を考慮します。高級金属粉末や特殊ポリマーなどの特定のリソースの生産には費用がかかる場合があります。さらに、高度な 3D プリンターを所有するには直接的な埋没費用がかかります。工業用グレードのマシンだけでも数十万ドルの費用がかかります。エネルギー使用量や必要な後処理などの特定の運用面によって、コストはさらに増大します。
コストに影響を与える最も重要な技術的な詳細は次のとおりです。
材料利用率: 材料の使用効率を測定します。プロセスに応じて、60~90% の範囲になります。材料コストを直接決定します。
ビルド レートは通常、3D プリントの XNUMX 時間あたりに生成される最大量で、平方インチで測定されます。この数値は、生産速度と直接コストを決定する可能性があるため、わかりにくいものです。
マシンの稼働時間: 最適化されたセットアップでは、この数値は常に 90% を超える傾向があり、コスト効率が向上します。
結論として、これらすべての要素は、材料リサイクルやハイブリッド積層造形などの新たな戦略の中でより適切に管理することができます。
光造形法(SLA)
液体樹脂は、UV レーザーを使用して固体層に硬化されます。SLA は精度が高いことで知られており、この技術は、複雑な歯科模型、ジュエリー、および高度な詳細と滑らかな表面を必要とするその他の部品の作成にも使用されます。
選択的レーザー焼結(SLS)
SLS はレーザーを使用して材料を強化および軟化させ、ナイロンとポリマー粉末を融合して、柔軟で耐久性のあるプロトタイプを作成します。この方法は、従来の方法では困難であった機能テスト、小規模生産、または複雑な形状の作成に役立ちます。
溶融堆積モデリング(FDM)
FDM では、熱可塑性フィラメントを複数の層に押し出します。コストが低いため、高度な教育、基本的な機能プロトタイプ、概念実証モデルによく使用される方法です。ブラケット、治具、シンプルな消費財などがその用途の例です。
デジタルライトプロセッシング(DLP)
SLA 方式と同様に、DLP はデジタル光源を使用して液体樹脂を硬化させるため、生産時間を短縮できます。この技術は、歯科用アライナー、電子機器筐体、芸術的な彫刻などの高精細アプリケーションに適しています。
マルチジェットフュージョン(MJF)
この方法は、加熱要素と溶融剤を使用して粉末材料を固化します。速度と強度が向上しているため、多機能部品の製造に最適ですが、継手や小規模生産部品の用途にも優れています。
積層造形物製造 (LOM)
LOM 技術は、熱と圧力を使用して、紙や複合材などの特定の材料の層を融合します。プレゼンテーション プロトタイプや建築模型などの大きな非動作モデルを製造するのに経済的に有利なプロセスです。
アプリケーションの概要
このような方法は、航空宇宙や自動車などのさまざまな業界で、実用的なプロトタイプ、ヘルスケア、カスタム医療インプラント、手術ガイドなどに使用されています。方法の選択は、材料要件、設計の複雑さ、および目的の最終製品に基づいて行われます。
ステレオリソグラフィー (SLA) は、UV レーザーを使用して液体樹脂を層ごとに固めて 3D オブジェクトを作成する 3D 印刷技術です。この技術は、その精度、仕上げ品質、複雑な形状を製造できる能力が高く評価されています。SLA 技術は、歯科用アライナー、補聴器、その他の非常に詳細なプロトタイプを作成するために、医療、歯科、エンジニアリングの分野でよく使用されています。
主要な技術パラメータ:
層の厚さは通常 25 ~ 100 ミクロンで、鮮明なディテールと滑らかな表面を実現します。
造形容積: 通常の容積スペースのサイズは最大 145 × 145 × 175 mm ですが、産業用マシンの場合はさらに大きくなる場合があります。
解像度: レーザースポットのサイズと制御により、複雑な細部を最大 20 ミクロンの解像度で表現できます。
材料特性: さまざまな用途に適したさまざまな種類の樹脂が利用可能です。強靭性、柔軟性、耐熱性、生体適合性を備えた樹脂もあります。
SLA を使用すると、細部まで精巧でプロフェッショナルな外観の部品を作成できるため、この技術は試作、金型製作、さらには正確な形状と機能性を必要とする耐久性のある部品にも不可欠です。
選択的レーザー焼結法は、粉末材料を使用し、粒子を融合してオブジェクト全体を構築するレーザーベースの 3D 印刷技術です。SLS では、SLA や FDM で必要なサポート構造は必要ありません。未焼結の粉末が、オーバーハングや複雑な形状の自然なサポートとして便利に機能します。これは、複雑なコンポーネントや中空部品を作成するのに非常に役立ちます。
材料: SLS では主に、ナイロン (PA12、PA11) やナイロンを充填したガラスまたはカーボン複合材などの熱可塑性粉末を使用します。これらの材料は優れた機械的特性を備えており、耐久性、柔軟性、耐熱性を備えています。
ビルドボリューム: 産業グレードのマシンは、デスクトップ SLS マシンの 700 × 380 × 580 mm と比較して、通常 125 × 125 × 125 mm 以上のビルドボリュームを提供します。
層の厚さ: 部品の構造強度を維持しながら、細かいディテールにより 50 ~ 120 ミクロンの層の厚さを実現します。
精度: 使用する材料と機械に応じて、精度は最小 ±0.3 mm で ±0.3% の寸法範囲を達成できます。
後処理: 機能性の向上に加え、染色、研磨、コーティングは、SLS 部品の全体的な美観を大幅に向上させる後処理ステップです。
SLS 技術は、複雑で精密、軽量で耐久性のある部品の製造に優れていることから、航空宇宙、自動車、ヘルスケア、消費者向け製品の分野で好まれています。短期生産、機能プロトタイプ、カスタマイズ可能な製品や最終用途の製品にメリットをもたらします。
Fused Deposition Modeling が提供する FDM は、特に製品設計に役立ち、プロトタイプ、機能コンポーネント、さらには少量生産バッチの完成まで、手間をかけずに効果的に製造できます。FDM では、幅広い熱可塑性フィラメントを押し出し、これを層ごとに適用してデジタル テンプレートからコンポーネントを構築します。ABS、PLA、PETG などのさまざまな材料により、設計者は強度、弾性、高温耐性など、ケースに最適なパラメータを選択できます。
層の厚さ: 通常、50 ~ 400 ミクロンの範囲で、詳細な特徴を描写するのに最適であり、印刷速度が速くなります。
造形体積: 通常はマシンによって異なりますが、デスクトップ バージョンでは一般に最大 305 x 305 x 305 mm の造形体積があり、産業用バージョンではさらに大きくなります。
精度: 寸法精度は、使用するプリンターと対象となる材料に応じて、通常 ±.5% の範囲内で、最小値は ±.2mm になります。
材料の互換性: 人気のある選択肢としては、強靭性から ABS、環境に優しいことから PLA、強度からナイロン、その他、炭素繊維ポリマー複合材などの高級素材があります。
後処理: 必要に応じて、研磨、サンディング、塗装などにより、3D プリント モデルの表面仕上げと質感が向上します。
FDM は、柔軟な設計変更、教育活動、最終コンポーネントの低コスト生産に役立ちます。操作が簡単でコストが低いため、自動車、建築、エレクトロニクスなどの分野で価値があります。その人気により、FDM は今日でも最も人気のある積層製造プロセスの 1 つとなっています。
最適なプロトタイピング方法を見つけるには、次の側面を詳細に考慮する必要があります。
意図された機能: プロトタイプの可能性を定義します。これには、機能テスト、ビジュアル モデリング、概念実証などが含まれます。改良された SLA システムは、FDM 機能プロトタイプの詳細なビジュアル モデルを作成するのに最適です。
材料仕様: 強度、柔軟性、耐熱性に関して必要な材料制約を決定します。より要求の厳しい用途では、より高度な炭素繊維複合材がこれらの要件に適合します。
予算とタイミング: 利用できる資金の額と、何かをどれだけ早く作成する必要があるかを検討します。FDM は、ほとんどのプロトタイプにとって最も安価で、最も速く、最も低コストのオプションです。
設計の複雑さ: 高精度の設計では複雑な形状になる可能性が高いため、SLA または SLS テクノロジのサポートにより、正確で詳細な設計が可能になります。
生産規模: 1 つのプロトタイプが必要か、または複数サイクルの反復が必要かを決定します。FDM は少量のプロトタイプ作成に適しており、SLS は大量生産に適しています。
これらの基準により、プロジェクトの目標と効率的なリソース管理に合わせた最適な決定が可能になります。
さまざまなプロトタイピング サービスとテクノロジを検討する際には、プロジェクトの範囲に最適なものを保証する特定の質問に答えることが不可欠です。このプロセスの一環として、以下のガイドには、関連する技術パラメータ(存在する場合)など、決定すべき事項が記載されています。
材料特性と強度:
質問: 材料は荷重、応力、または高温に耐える必要がありますか?
技術的パラメータ: 引張強度 (MPa)、耐熱性 (ガラス転移温度または融点 (摂氏))、破断伸び (%)。
推奨されるテクノロジー/材料: 耐久性のある FDM 前駆体には ABS、樹脂を使用した精密 SLA、強力で機能的なプロトタイプには SLS。
予算と時間の制約:
質問: どれくらいの費用をかけられますか? また、プロトタイプはどれくらい早く必要ですか?
技術的パラメータ: 部品あたりのコスト (例: 使用される材料/グラムあたりの通貨額) およびリードタイム (時間、日数)。
アドバイス: FDM は、単純なモデルの場合、おそらく最も安価で高速なテクノロジです。ただし、SLA および SLS テクノロジでは材料コストが高くなりますが、特定の形状に対してはより高い精度と速度が得られます。
デザインの洗練度:
質問: デザインは華やかですか、それとも滑らかな仕上げが必要ですか?
技術的パラメータ: 層の厚さ/解像度 (SLA 0.05 mm、FDM 0.1-0.3 mm)
推奨アクション: 滑らかな表面と細かいディテールには SLA を使用し、複雑な連結構造には SLS を使用します。
プロトタイピング: 単一モデルと複数モデル。
永続的: 容量出力 (例: バッチ サイズまたは印刷される cm³ の体積)。
アドバイス: 単一のプロトタイプまたは限定生産量の場合、より優れた生産には SLS が適しており、FDM が理想的です。
これらの考慮事項と必要な技術的パラメータに対処することで、運用、経済、物流のニーズを満たす技術を保護しながら、選択プロセスが容易になります。
付加製造と他の製造技術を比較検討する場合、次の基準が意思決定に役立ちます。
生産の複雑さと設計要件:
積層造形は、ジオメトリが複雑で、内部格子構造や、他の方法では不可能またはコストがかかりすぎるその他のカスタム機能などの機能が含まれている場合に、優れたパフォーマンスを発揮します。
技術的パラメータ: 異なる技術は異なる垂直解像度を持っています(FDMは0.1~0.3mmのSLAですが、0.025~0.1mmです)。 最小壁厚 (例: SLA が 0.5 万を超え、SLS が 0.7 万を超える)。
材料の選択と性能:
従来の技術には多くの選択肢があり、金属、高性能ポリマー、または複合材料を使用すると、多くの場合、最良の機械的特性が保証されます。
付加製造では高度な複合材やその他の軽量材料を使用できますが、厳しい要求のある特定の用途では耐久性や耐熱性が十分でない可能性があります。
技術的パラメータ: 付加的 SLS には強度を高めるためのナイロンベースの粉末などの材料オプションがあり、一方 FDM には PLA/ABS などの安価で扱いやすいプラスチックがあります。
生産量と拡張性:
少量生産やカスタム部品の場合は、付加製造の方が経済的です。ただし、射出成形などの従来の技術は、規模を拡大すると単位あたりのコストが低くなるため、大量生産に適しています。
技術仕様: AM の場合、単一または少量の注文のバッチ サイズは 100 未満ですが、従来の方法では 1,000 を超えます。印刷速度とジョブ時間は AM によって異なり、機械によって異なります。たとえば、FDM は 100 mm/秒ですが、SLS は大規模な印刷で約 30 時間かかります。
コストの計算:
特にプロトタイプやカスタム設計の場合、ツールやセットアップ費用が大幅に削減されるため、コストの検討は積層造形へと移行します。従来のアプローチでは、金型製作などの初期費用が高額になりますが、長期的には大量生産が伴うため、コストは低くなります。
コスト パラメータ: 一般的な積層造形部品の平均単価は、10 個未満の場合は 100 ドルから 100 ドル以上です。大量生産注文の場合、射出成形ユニットあたりのコストは 1 ドルから 2 ドル程度まで下がることがあります。
環境と持続可能性の側面:
従来の減算プロセスとは異なり、積層造形はより効率的な材料を使用するため、無駄が減ります。ただし、SLS などの一部の技術では従来の方法よりも多くのエネルギーを消費するため、欠点となる場合があります。
主要な指標: 材料の使用率を考慮する必要があります。SLS では廃棄物の 90% が発生し、従来の機械加工では 50~60% の廃棄物が発生します。
すべてのパラメータと技術的側面を包括的に分析することで、プロジェクトに最も適した製造手法を決定できます。
CAD のデジタル プロトタイピング機能により、プロトタイプに変更できる 3D モデルを段階的に作成できるようになり、ラピッド プロトタイピングが大きく変わりました。製造された部品が機能的および美的要件を満たすように、正確に設計し、必要な調整を行うことができます。この段階では、時間を節約し、エラーを減らし、仮想設計段階で問題を特定して排除できます。
技術的パラメータ:
モデル精度: 使用される CAD システムと製造技術に基づいて、通常は値の ±0.1mm 以内の非常に正確な値になります。
システム互換性: 標準の STL、STEP、OBJ ファイル形式は、3D プリンターや CNC マシンで簡単に使用できます。
設計の詳細: CAD では、高度なサーフェス モデリングとパラメトリック設計により、非コンピュータ化プロセスでは実現が難しい複雑な機能を実現できます。
CAD の革新により、変更された部品を現代の積層製造プロセスに組み込むことが容易になり、CAD はラピッドプロトタイピングに不可欠なツールになりました。
A: ラピッドプロトタイピングでは、コンピューター支援設計 (CAD) ファイルを使用して、物理的な部品を迅速に作成します。このプロセスでは通常、3D プリントまたは CNC マシンを使用して、デジタル設計から直接プロトタイプを作成します。これにより、新しい製品設計の反復とテストを迅速に実行でき、従来のプロトタイピング方法と比較して開発プロセスが大幅にスピードアップします。
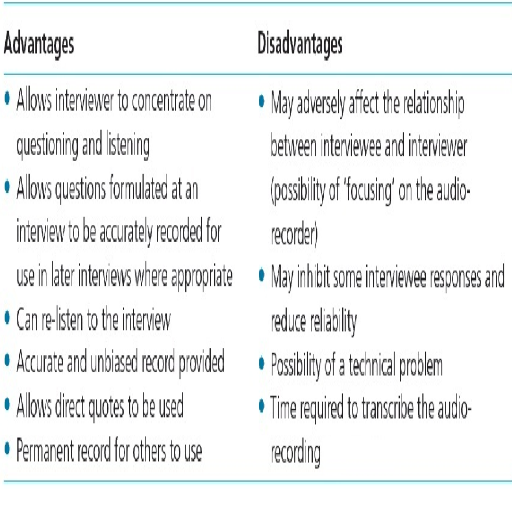
A: ラピッドプロトタイピングには、製品開発の迅速化、コストの削減、設計精度の向上、複数の反復を迅速にテストする機能など、いくつかの利点があります。ただし、材料や仕上げの制限、機器の初期投資コストが高くなる可能性、ラピッドプロトタイプが耐久性や性能の点で最終製品を必ずしも正確に表すとは限らない可能性など、欠点もあります。
A: ラピッドプロトタイピング サービスは、製品開発にさまざまなメリットをもたらします。企業は、テストと検証用の物理的な部品を迅速に製造し、開発コストを削減し、新製品の市場投入までの時間を短縮できます。また、これらのサービスにより、設計者は設計をより効率的に反復して改良できるため、最終製品が改善され、イノベーションが促進されます。
A: CAD ファイルは、物理部品のデジタル設計図であるため、ラピッド プロトタイピングには不可欠です。CAD モデルには、オブジェクトの形状、寸法、機能に関する必要な情報がすべて含まれています。3D プリンターや CNC マシンなどのラピッド プロトタイピング技術では、このファイルを使用してプロトタイプを作成し、デジタル設計と物理部品の精度と一貫性を確保します。
A: CNC マシンはラピッドプロトタイピングで重要な役割を果たします。高精度で、さまざまな材料を扱うことができます。減算製造により固体材料ブロックからプロトタイプを迅速に作成できるため、厳しい公差が求められる金属部品やコンポーネントの製造に特に役立ちます。 CNC加工は他のラピッドプロトタイピングを補完する テクノロジーにより、3D プリントでは利用できない可能性のある材料や仕上げのオプションが提供されます。
A: 一般的なラピッドプロトタイピング技術には、熱溶解積層法 (FDM)、ステレオリソグラフィー (SLA)、選択的レーザー焼結法 (SLS)、マテリアル ジェッティングなどがあります。それぞれに利点があり、さまざまな用途に適しています。CNC 加工とバインダー ジェッティングもラピッドプロトタイピングで使用され、さまざまなプロトタイピングのニーズを満たすさまざまな機能と材料オプションを提供します。
A: ラピッドプロトタイピングは、設計上の欠陥を早期に発見して修正し、生産後の高価なツール変更の必要性を最小限に抑えることで、全体的な製品開発コストを大幅に削減できます。また、反復とテストを高速化できるため、開発サイクルが短縮され、市場投入までの時間が短縮されます。ただし、 ラピッドプロトタイピング機器またはサービス コストは高くなる可能性があるため、特定の製品開発ニーズを考慮して長期的なコストメリットを考慮することが重要です。
A: ラピッドプロトタイピングは、小規模な生産工程に使用できます。これは、「ブリッジ製造」または「少量生産」と呼ばれることもあります。これは、市場テスト、カスタマイズされた製品、または特殊なコンポーネント用に少数のユニットを必要とする製品に特に役立ちます。ただし、ラピッドプロトタイピングは少量生産には効率的ですが、大量生産には従来の製造方法の方がコスト効率が高い場合があります。

