
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
フライ カッター ツールなどのツールは、機械工とエンジニアの両方にとって便利です。これらのツールは、広い平面の作成や磨き仕上げの実現など、さまざまなフライス加工作業で精度と生産性を達成するのに役立ちます。このツールが提供する汎用性に匹敵するツールは他に考えられません。しかし、フライ カッター ツールはどのように機能し、現代のフライス加工機に不可欠な要素となっている理由は何でしょうか。フライ カッター ツールの動作メカニズムに加えて、フライ カッター ツールの主な用途と使用上の注意点も学習します。提供されるすべての洞察は、加工手順におけるフライ カッター ツールの重要性を理解しながら、フライス加工の用途を最適化して最良の結果を達成するのに役立ちます。この記事では、この重要なツールを最大限に活用し、フライス加工機能を向上させる方法について説明します。

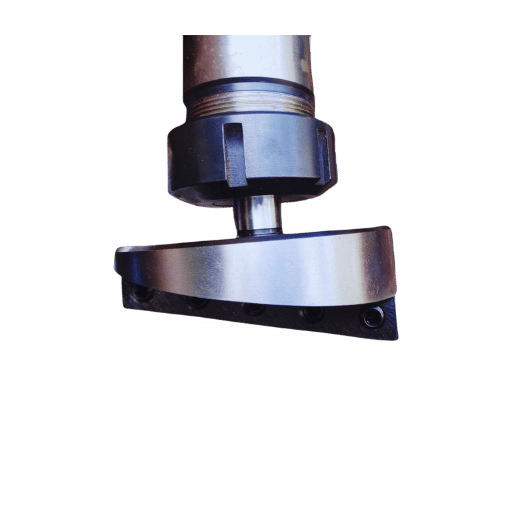
フライ カッターは、フライス盤で平面を作るために使用されるシングル ポイント切削工具です。フライ カッターは、通常、高速度鋼または超硬合金製の工具を搭載した本体で構成され、この工具が回転して機械内でワークピースを切削します。マルチ ポイント切削工具とは異なり、フライ カッターは単一の切削刃を使用しているため、さまざまなフライス加工方法で広い表面を高品質に仕上げるのに適しています。フライ カッターの刃がワークピース上を通過するときに、一定量の材料を除去することで機能します。経済的なツールのシンプルさにより、さまざまなフライス加工プロセスに汎用的に使用できます。
回転するスピンドルの外周にシングルポイント切削工具を固定し、ワークピースの表面をその下で移動させます。表面は円弧を描くスイープ運動で切削され、表面仕上げが一定に保たれます。この工具は非常に低い構成で、経済的に広い平面を効果的にカバーできるため、フライス加工の製造部門で精度とコスト効率が求められる作業に広く使用されています。
フライカッター ツールは、コンポーネントから材料を効率的かつ正確に除去するために組み合わせて機能するいくつかの基本部品で構成されています。
切削工具
切削工具は通常、シングルポイントの HSS または超硬チップ付きカッターです。所定の位置と角度でボルトで固定され、その結果得られる切削の品質が決まります。より硬い材料を加工するために、多結晶ダイヤモンド (PCD) や立方晶窒化ホウ素 (CBN) などの先進的な材料が使用されることもあります。これらの材料は、製造業において寿命と切削効率を向上させます。
スピンドル
スピンドルはフライスカッターの回転軸であり、切削工具を駆動します。フライスカッターは、切削振動を減らして加工精度を向上させるために剛性の高いボルト式フライス盤スピンドルです。さまざまな材料や切削深さに対応するために、スピンドルには可変速度があります。
ツールホルダー
ツール ホルダーのアームはフライ カッターのポールに合わせて調整可能で、切削ツールの固定に役立ちます。ツール ホルダーはツール クランプの機能を果たし、サポート アームはツール操作全体にわたって安定性を提供するように設計されています。これらの機能により、ツール ホルダーが設計されています。
釣り合いおもり
フライカッターにカウンターを取り付けると、機械の動作がスムーズになり、振動が軽減されます。この構造により、特にスピンドル速度が上昇したときにバランスが保たれます。
ボディ
本体は主に、硬化鋼やアルミニウム合金などの耐久性のある材料で構成されています。機械の他のすべての部品を保持し、切断プロセス中に発生する負荷を伝達します。本体の剛性により、精度が確保され、ツールの寿命が長くなります。
クランプ
ファスナーに分類されるネジやボルトは、切削工具やその他の部品を機械本体に固定します。これらのファスナーは、機械の精度と安全性を失わないように、特定のトルク値で固定する必要があります。
仕様と技術データ
切断径
機械の機能とアプリケーションの要件に応じて、フライカッターの切断直径は 4 インチ未満の小さいものから 12 インチを超えるものまでさまざまです。
切削速度と送り速度
平均切削速度は毎分 30 ~ 100 メートルで、送り速度は表面仕上げや材料の種類により通常より遅くなることが多く、XNUMX 回転あたりのミリメートル (mm/rev) で測定されます。精密フライス加工では、送り速度が遅いほど表面品質は向上します。
材料の互換性
フライカッターは、軟鋼、アルミニウム、軟質合金、鋳鉄など、さまざまな材料用に設計されています。適切な切削工具材料を選択することで、ワークピースの硬度に基づいて最適なパフォーマンスが達成されることが保証されます。
フライカッティングツールの有効性は、特定の材料と用途に適した加工パラメータとともに、そのコンポーネントの選択と組み合わせによって決まります。
フライス盤でフライスカッターを使用する場合は、独自の手順が必要ですが、これを正確に実行すれば、効率的な材料除去と精密な加工が保証されます。使用する手順を次に説明します。
フライカッターの選択
加工が必要な材料に最適なフライカッターを選択してください。 アルミニウムは機械加工できることが多い フライ カッターの直径を選択する際には、高速度鋼 (HSS) 工具を使用するのが一般的です。ただし、ステンレス鋼など材料が硬くなると、超硬チップ カッターの使用が必要になります。また、フライ カッターの直径を選択する際には、目的のワークピースの表面仕上げと切削領域を考慮する必要があります。
さまざまなタイプのフライス加工のためのワークピースのセットアップ
ワークピースは、フライス盤のテーブルにしっかりと固定するか、バイスで固定する必要があります。ワークピースが平らで水平であることは、切断によって振動や凹凸が生じないようにするために重要です。機械加工の許容差は異なる傾向がありますが、フライツールを使用すると、0.0005 ~ 0.001 インチの範囲の平坦度の許容差を実現できますが、これはマシンの機能と許容差レベルによって異なります。
フライカッターの取り付け
フライスカッターをフライス盤のスピンドルに取り付け、しっかりと締めます。また、カッターが移動中にずれないように、振れもチェックする必要があります。フライカッターのバランスが崩れると、チャタリングが発生し、表面品質が低下する可能性があるため、振れを最小限に抑えて位置合わせとバランスをとることをお勧めします。
切断パラメータの設定
作業に合わせてスピンドル速度、送り速度、切削深さを選択します。これらの変数は、加工する材料とツールの仕様によって決まります。たとえば、アルミニウムをフライカットする場合、スピンドル速度は 1,500 ~ 3,000 RPM、送り速度は 4 ~ 10 インチ/分が一般的です。鋼鉄などの硬い材料の場合は、ツールの摩耗を抑えるために、速度と送り速度を遅くする必要がある場合があります。
カットの実行
まず、フライス盤を起動し、フライ カッターをワークピースに下げながら軽くパスします。表面仕上げを行う前に 0.005 回のパスで深い切り込みを入れると、工具の摩耗や表面仕上げが悪化する可能性があるため、避けてください。最良の結果を得るには、0.020 回のパスで XNUMX ~ XNUMX インチの切り込み深さを目指してください。
プロセスの監視は、最適なツール切削性能に不可欠です。機械加工操作を最初から最後まで観察し、ツール切削が正しく行われていることを確認します。ツールのチャタリング、均一でない切削、ツールの過熱をチェックします。これらには、スピンドル速度または送り速度の調整が必要になる場合があります。切削液を使用すると、硬い金属によく作用し、摩擦を減らして機械加工時の表面仕上げ品質を向上させる傾向があります。
期末試験
加工作業が終了したら、ワークピースの表面仕上げと寸法の精度を確認します。材料とプロセスの設定方法に応じて、フライカットにより非常に滑らかな仕上げと 16 マイクロインチ以下の Ra 値を実現できます。
フライス盤は、フライカッターと適切に組み合わせることで、加工の精度と品質を高めることができます。生産性を最大限に高め、ツールの寿命を延ばすには、適切なセットアップ、ツールのメンテナンス、作業パラメータの最適化が不可欠です。
フライ カッターとフェース ミルはどちらも平面を作るのに使用できますが、構造、操作、および使用目的が異なります。フライ カッターは、回転にアームを使用するシングル ポイント カッターで、より安価で多機能な加工が可能です。部品が少ないため、通常は工具にかかる費用が減り、カッターの再研磨も容易になります。フライ カッターは、軽い材料除去と非常に滑らかな表面仕上げが必要な場合に適しています。これらは、多くの場合、重要なニーズではなく、むしろ美観上のニーズです。
対照的に、フェイスミルは、より大きな直径の工具本体に固定された複数の切削インサートを採用しています。マルチインサート構成により、より高い送りと速度で 500 回のパスで大量の材料を除去する能力を備えた、より効率の高いフェイスミルが実現します。このような能力は、大量生産手順や困難なプロセスで確実に有利です。さらに、フェイスミルは、より硬い材料やより大きなワークピース表面を処理する場合、フライ カッターよりも優れています。複数のブレードが切削力を共有し、工具の摩耗を減らすため、フェイスミルは XNUMX 表面フィート/分 (SFM) を超える切削速度に達することができ、機械と材料によってはフライ カッターよりも数倍高い金属除去率 (MRR) を実現します。
さらに、フェイスミルは、PVDコーティングされた超硬合金やセラミックなどのより洗練されたインサート形状やコーティングを使用する傾向があり、耐摩耗性が向上し、 ステンレス鋼のような硬質材料の加工性 チタン製。しかし、工具インサートの修理や交換には精度と細心の注意が必要なため、メンテナンスが簡単なフライカッターよりもコストが高くなる可能性があります。
両方のツールを比較する場合、許容差、表面仕上げ、材料、生産量などの関連要素を考慮して決定する必要があります。フェイスミルは最大の生産性と材料除去効率を提供しますが、フライカッターはより経済的なツールとより優れた表面仕上げを提供します。
フライカッターは、広くて平らな部分を仕上げるときに便利で、コスト効率が良いため、少量加工でよく使用されます。柔らかい材料や、切削力がほとんど必要ない状況で最も効果を発揮します。
対照的に、エンドミルは輪郭加工、溝加工、ポケット加工に適しています。エンドミルは高速加工に適しており、硬い金属に対しても効果的であるため、ほとんどの材料に適しています。さらに、エンドミルは、より厳しい公差や複雑な形状の特徴に最適です。
エンドミルとフライカッターの選択は、特定の加工操作、ワークピースの材質、および仕上げの要件によって決まります。
フライカッターは機械加工プロセスにおいて次のような特定の問題に対するソリューションを提供します。
フライカッターはコスト効率が高い
エンドミルと比較すると、フライカッターはより手頃な価格です。フライカッターの設計には、取り外し可能なツールインサートまたは片刃の切削ツールが備わっているため、ツールの交換頻度が減り、運用コストが削減されます。
フライカッターは高品質の表面仕上げ
フライカッターは、単一ポイントの切断刃に沿ったスイープカット動作により、滑らかさが求められる広い平坦な領域の表面仕上げを実現します。そのため、高度な滑らかさと均一性が求められる領域に適しています。
ハエ取り器は広い範囲に効果的
フライカッターは、他の工具の中でも、広い表面の加工に優れています。エンドミルや他の工具よりも少ないパスで広い領域をカバーできるため、大型部品の加工に必要な時間が短縮されます。
フライカッターはインサート選択の選択肢を広げます
フライカッターは切削インサートと交換可能で、さまざまな材料に適応できます。軟質金属、硬質金属、複合材用の超硬合金、高速度鋼、またはダイヤモンドチップインサートを使用できるため、さまざまな材料に汎用的に使用できます。
最も簡単なセットアップツール
フライカッター、特にインチヘッドのフライカッターのセットアップは比較的簡単です。扱いが面倒なマルチフルートツールに比べると、片刃ナイフの設置とメンテナンスは若干簡単です。
熱の蓄積を抑える
フライカッターは切断弧が大きく、切断速度が遅いため、作業量が少なく、熱くなりにくいです。これにより、特にアルミニウムやプラスチックなどの熱に敏感な材料の場合、熱変形の可能性を最小限に抑えることができます。
より長い工具寿命
フライカッターの使用可能寿命は、切削速度が遅く、耐久性のあるインサートを使用しているため摩耗率が低いため、一般的に他のツールよりも長くなります。ツール寿命が長くなると、製造作業にかかるコストが長期的に削減されます。
これらすべての側面を考慮すると、製造業者は、効率的で高水準の加工出力を達成しながらコストを削減するために、フライカッターを使用する領域を把握できます。

HSSビット
HSS は少し場違いな感じがします。前のフレーズの 1 つで強調表示すべきでした。HSS ビットで作業していることを必ず述べてください (HSS ビットで作業しているのではなく、これは少し的外れです)。アルミニウムや軟鋼などの柔らかい材料を HSS ビットで切断すると、かなりの強度と、さらに妥当な摩耗 Z 抵抗 (少し子供っぽい感じがするので、変えてください) が得られます。さらに、HSS ビットは非常に適応性が高く、これは良いことです。
超硬チップビット
精密機械加工は、ほとんどの人にとって複雑で困難な作業ですが、だからこそこれらのビットは最適です。超硬チップビットは工具寿命が長く、より硬い材料を扱う能力も向上し、しかも完璧な切削性能を維持します (ステンレス鋼など)。
コバルト鋼ビット
このセクションの形状を変更するのはさらに困難ですが、HSS ビットはコバルト鋼に比べて簡単です。コバルト鋼ビットは耐熱性が向上し、完璧な耐久性を維持するため、ステンレス鋼やチタン、その他の扱いが難しい材料の激しい切断に最適です。
ダイヤモンドコーティングビット
非金属材料、セラミック、複合材料と同様に、これらのダイヤモンドコーティングされたビットは耐摩耗性に優れています (つまり、この 2 つの段落の難易度が高くなります)。PCB (はい、頭字語を拡張します) などの硬い表面や、機械加工を必要とするほぼすべてのものを処理するのに最適です。
これらの言葉は、望ましいパフォーマンス出力と効率を最適化する材料、仕上げ、および操作方法を考慮してビットの選択を慎重に行う必要があることを明確に示しています。
切削工具は、超硬合金と高速度鋼 (HSS) という 2 つの一般的な材料で作られており、どちらもさまざまな加工用途において独自の利点を持っています。
1. 最適なツールを使用して機械加工を行う際に最も重要な要素の XNUMX つは、硬度と経年劣化に対する耐性を考慮することです。
超硬工具は HSS に比べてはるかに硬く、約 70 HRC (ロックウェル硬度) の範囲でより高い衝撃に耐えることができ、HSS は 62 ~ 64 HRC です。また、工具は、同様の材料や鋳鉄で加工される研磨複合材の量に応じて、工具寿命や耐摩耗性などの問題にも対処できます。
2. 生産性と回転工具の速度
HSS ツールと比較すると、超硬工具ははるかに効率的な切削速度で作業できます。HSS ツールは 20 ~ 30 メートル / 分の範囲でのみ有効ですが、超硬工具は材料に応じて XNUMX メートル / 分を超える速度を簡単に達成できます。この速度の向上は、生産性、加工時間の効率、および大量/精密作業の全体的な有効性と直接相関しています。
3. 耐熱性
超硬切削工具は、融点が高く、熱安定性があり、軟化に強いため、加工熱の高い加工作業に適しています。800~1000°F までの温度でも硬度を維持できるため、高負荷および高速切削に適しています。対照的に、HSS 工具は高温になると軟化する傾向があり、600°F 付近では使用できなくなります。
4.費用対効果
最初は HSS よりも高価ですが、超硬工具は寿命が長く効率性が高いため、時間の経過とともにコストが相殺されることがよくあります。そのため、超硬工具は、アイテムあたりのコストと品質管理が求められる生産環境に最適です。ただし、HSS ツールはコストが低く、より一般的な少量加工に適しています。
5. 汎用性と強靭性
HSS ツールは、優れた靭性と耐チッピング性を備えているため、手作業による機械加工や断続的な切削に適しており、用途が広くなっています。一方、超硬工具は脆く、強い衝撃や不均一な負荷によって破損や構造的破損が生じやすくなります。
主な特性の比較表:
|
プロパティ |
炭化物 |
高速度鋼(HSS) |
|---|---|---|
|
硬度 |
約70HRC |
約62~64HRC |
|
切削速度 |
最大100m/分 |
20〜30 m / min |
|
優れた耐熱性能 |
約800~1,000°F |
約600°F |
|
費用 |
初期費用が高い |
初期費用の削減 |
|
靭性 |
低くなる |
より高い |
|
適切なアプリケーション |
高速、高精度 |
汎用性、衝撃に強い |
これらの利点と制限を理解することで、メーカーはプロジェクトの特定の要求に基づいて最も適切なツール材料を選択し、コスト、耐摩耗性、切削速度、靭性などの要素のバランスをとって最適な結果を得ることができます。
ワークピースに最適なツールビットを選択するには、プロジェクト固有の詳細を考慮します。たとえば、精度と高速切削が求められる場合は、非常に硬く耐熱性に優れた超硬材を選択します。一方、衝撃やより汎用的な加工を伴う作業には、靭性があり価格が手頃な高速度鋼 (HSS) を使用します。ツール材料のコスト効率と、必要な靭性、切削速度、耐熱性を分析することで、ワークピースの要求を確実に満たし、最適なパフォーマンスを確保します。

フライ カッターは、その効果とシンプルな設計により、機械加工作業で幅広い用途に使用されています。アルミニウム、鋼、鋳鉄などの金属の広い平坦な領域を表面仕上げするときに使用される主要なツールの 1 つです。フライ カッターは、切削パスが広いため、ワークピースに高品質の仕上げが求められる航空宇宙、自動車、ツールの分野でよく使用されます。
フライ カッターは、きれいな表面を必要とする複合材やプラスチックなどの柔らかい材料にも使用できます。生産量が少ない場合や、経済的に実現可能なインサートや特殊なツールを使用できないプロトタイプの作業には、フライ カッターが最適です。これらのツールは調整可能であるため、多くの機械工はフライ カッターを好みます。これは、切削パスの直径を変更でき、生産性を最大限に高めることができるためです。
最新の機械加工タスク向けに実施された最近のテストでは、フライ カッターの有効性に関する主張を裏付ける証拠が得られました。フライ カッターを使用した場合、アルミニウム加工時の平均表面粗さは 0.4 µm Ra で、これは CNC ルーター ヘッドを使用した場合の値をはるかに上回ります。これらのツールは、スピンドル速度が低くても問題なく機能し、限られた機械出力で動作するという事実と相まって、フライ カッターは低予算のセットアップで優れた経済的なソリューションであることは明らかです。
フライカットの重要な要素である高品質の表面仕上げを実現するには、ツールの形状、材料特性、切削パラメータ、機械の安定性など、いくつかの要素を考慮する必要があります。これらの変数を変更することで、機械工はアルミニウム、真鍮、特定のグレードの鋼または複合材料の表面を正確に滑らかにしたり、研いだりすることができます。この最適化には、相当な専門家のスキルが必要です。
ツールの形状と材料の選択
他の用途と同様に、切削工具の選択は表面品質に大きな影響を与えます。アルミニウムや真鍮などの洗練された材料のフライカットは、カーバイド、多結晶ダイヤモンド (PCD) ツール、または刃先が十分に研磨されている限りはより安価な四角形インサートなどの耐久性のある材料で作られた鋭利で高品質のシングルポイント カッターを使用することで、非常に高速に強化されます。適切なすくい角と刃先処理を備えた適切に設計されたツールを使用すると、切削力が小さくなり、表面粗さの原因となる振動の振幅が小さくなります。
切削速度と送り速度
均一な表面仕上げを実現するには、毎分表面フィート (SFM) で測定される切削速度と、毎分インチ (IPM) で測定される送り速度を最適化することが極めて重要です。研究によると、アルミニウム表面の粗さの値が 0.5 マイクロメートル未満の場合、工具の切削速度を 600 ~ 1000 SFM に設定し、工具あたり 0.004 回転あたり XNUMX インチ未満の低送り速度にする必要がある場合があります。これらの設定により、工具跡が最小限に抑えられ、チップの厚さが一定に保たれます。
スピンドルの安定性と振動制御
フライ カッターを使用する場合は、機械の剛性とスピンドルの安定性を維持する必要があります。わずかな振動でも、仕上げを台無しにするチャタリング マークが生じる可能性があります。フライ カッター ヘッドのバランス調整は、最も重要なプロセスの 1 つです。振動減衰装置を備えた高度な高速機械センターを使用すると、表面の均一性がさらに向上することがわかっています。これらの機械は、振動を低減できるため、表面の均一性が向上しています。
クーラントと潤滑剤
冷却剤や切削液を効果的に使用すると、表面仕上げがより細かくなり、工具寿命が延びます。冷却剤はワークピースの温度を下げ、熱膨張を防ぎます。ミスト システムで塗布される水溶性冷却剤は、通常、アルミニウムのワークピースの冷却ニーズを満たします。
測定と品質管理
プロファイロメータや光学スキャナなどの表面計測用の新しいツールの開発により、表面粗さの評価が容易になりました。このようなデバイスにより、設定された加工許容範囲が達成されていることを確認するためのフィードバックが可能になります。フライ カッティングは、0.4 µm Ra の表面粗さレベルという驚くべきレベルに達しました。これは、理想的な条件下で最小限の労力で達成できる粗さレベルです。航空宇宙、医療、光学製造などの細かい仕上げが求められる業界でこのプロセスが競争力を持つのは、フライ カッティングが理想的な表面粗さレベルに到達できるためです。
適切に制御すれば、フライカッティングは他のどの加工技術よりも優れた表面仕上げを実現すると同時に、コスト効率が高く、他のすべての加工技術よりも労働集約的ではありません。
ワークピースが所定の位置にあることを確認する
作業中にワークピースが動かないように、ワークピースがフライス加工テーブルにしっかりと固定されていることを確認してください。ワークピースの材質とサイズに応じて、バイスまたはクランプを使用する必要があります。
フライカッターの位置合わせ
フライカッターを取り付け、スピンドルに緩く差し込んで、カッターが回転運動に対して大きな抵抗で動くようにします。切削工具が中央にあり、その周りに新しい工具を発明するプロセスによって振動が発生したり、うまく切り取られたりしていないことを確認します。
切削深さを設定する
切削工具を希望の切削深さに設定します。工具の摩耗や表面の過度な損傷を避けるために、軽く切断するようにしてください。
C工具送り速度と回転数
スピンドルの回転速度とカッターがワークピースに移動する距離は、オペレーターのマシン周辺から事前に設定する必要があります。常にメーカーの推奨事項を確認し、パラメータによって最良の出力結果が得られることを確認してください。
表面仕上げツールを確認する
刃先が損傷したり、欠けたり、切れ味が落ちたりしていないことを確認してください。これらの状態は表面仕上げに悪影響を与え、過熱の原因となるため、誰も望んでいません。
テストに合格する
シミュレーション材料でテスト パスを実行して、マシンの設定、加工部品のステージ、およびその他のパラメータを確認します。部品の加工を試みる前に、適切と思われる修正を加えます。
あらゆる手順の詳細を厳密に遵守することで、フライカッターは効果的に動作し、高品質の表面仕上げを実現します。
適切な個人用保護具(PPE)ガイドラインに従う
飛散する粒子から目を保護するために、常に安全メガネとゴーグルを着用してください。さらに、大型機械で作業する場合は、聴覚保護具、手袋、滑り止め靴も必要です。
機械加工部品を正しく固定する
加工中にワークピースがずれる可能性を排除するために、ワークピースが適切に固定されていることを常に確認してください。ワークピースがしっかりと固定されていないと、切削工具が損傷したり、過度の振動や不適切な切削により怪我をする可能性があります。
安全な速度を維持する
軸フライカットでは、切削工具とスピンドルに大きな力がかかります。推奨または理想的な速度範囲を超えて操作すると、過度の摩耗や破損が生じる可能性があります。たとえば、大径フライカッターの場合、2500 RPM 未満の速度が理想的です。この速度は安全性を高め、最良の結果をもたらします。
可動部品との接触を避ける
スピンドルとフライカッターが動いているときは、常に手を機械から安全な距離に保ってください。切りくずを取り除くときは、決して手を使用しないでください。代わりに、掃除機かブラシを使用してください。
定期的に機械の部品を点検する
スピンドルや、ヘッドに取り付けられた部品を保持するクランプやノッチなどの部品を定期的に検査すると、危険な摩耗や位置ずれの可能性がないかどうかを確認できます。動作上のリスクを回避するために、摩耗した部品はすぐに交換する必要があることに注意してください。
十分なチップクリアランスを確保する
フライカットでは大量のチップが生成され、これを除去しないと、プロセスに支障をきたしたり、ツールが損傷したりする可能性があります。効率的な冷却システムやエアブラストを使用して、切断エリアに障害物がないようにしてください。
熱蓄積の制御
激しい切削動作により、工具とワークピースに熱が発生します。必要に応じて切削液を使用して熱を分散させ、工具の寿命を延ばすとともに、熱による膨張が精度に影響するのを防ぎます。
これらの特定の安全手順に従うことで、オペレーターはフライカットプロセスの効率と有効性を最大限に高めながら、起こり得るすべての危険を最小限に抑えることができます。
ツールの効率とワークピースの品質のバランスをとるには、最適な切削速度と送り速度を達成する必要があります。切削速度は、操作と対応する材料に関係するため、材料を分離して最小限かつ最適なツールの摩耗を実現するには、できるだけ効率的に実行する必要があります。一方、送り速度レベルは、チャタリングや粗い表面を発生させることなく、切削動作を継続できる十分なレベルである必要があります。どちらもツールと材料の組み合わせに固有の値に設定されるため、メーカーのドキュメントを参照してください。これらのパラメータを調整すると、精度と精密度が向上し、ツールの寿命が延び、全体的な運用コストが削減されるため、有益です。

A: フライス盤では、平面を生成するためにフライス加工機でフライス加工ツールが使用されます。このため、フライカッターはフライス加工のカッター タイプに分類されます。CNC フライス加工機で必ず使用されるフライカッターは、従来のフライカット技術よりも効率的です。
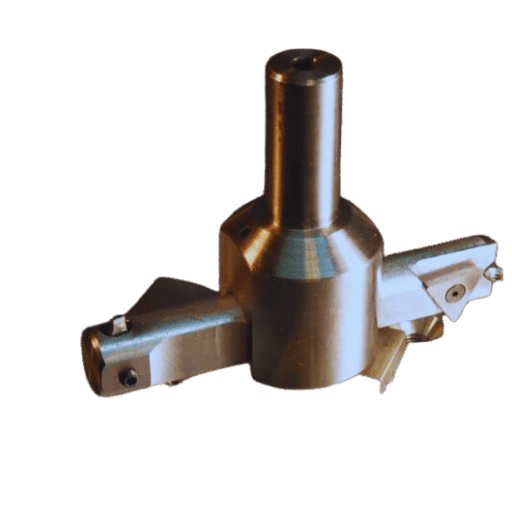
A: 多数の刃先を使用する他のフライスカッターとは異なり、フライカッターは 1 個または場合によっては 2 個のツールビットのみを使用します。このような構成により、刃先がワークピースに切り込むときに円運動をするため、平面のフライス加工がより簡単かつ簡単になります。
A: 単一のツールビットを組み込んだフライカッターと比較すると、2 つのツールビットを備えたフライカッターの方が、材料除去率が高く、表面仕上げが優れているという利点があります。他の形式のフライカッティングプロセスよりも高い生産性を実現します。
A: フライカッター用の工具ビットは、高速度鋼または超硬合金から作られるのが最も一般的です。荒削りの場合、超硬工具は耐久性に優れ、鋭い刃先をより長く維持でき、工具寿命を延ばすのに最適であるため、超硬工具が好まれます。
A: フライカッターにはさまざまなサイズがあります。通常は、カッティングヘッドとシャンクの直径で測定されます。一般的なカッティングヘッドの寸法には、直径が mm で、シャンクのサイズにはさまざまな工作機械に適合するインチが使用されます。
A: フライ カッターは、シャンクを機械のスピンドルに挿入してロックすることでフライス盤に取り付けられます。設定は機械によって異なりますが、通常はドローバーまたはツール ホルダーを締めてカッターを固定します。
A: もちろんです。CNC マシンではフライ カッターが日常的に使用されています。フライ カッターは従来のフライス加工技術に比べて作業が速く、仕上がりも滑らかなので、平らな面を切断するのに非常に便利です。
A: フライカッターの例には、シングルツールビットとダブルツールビットタイプがあります。これらのカテゴリは、さまざまな表面仕上げと、発生する可能性のある材料除去率を反映しています。さまざまな機械工場が、プロジェクトのニーズと切断する材料の種類に応じてこれらのツールを使用します。
A: 加工対象となる特定の機械に関しては、加工する材料、表面仕上げ、フライス盤のサイズ、生産性の向上が必要かどうかなど、考慮すべき点がいくつかあります。また、カッターの回転動作、すくい角、加工するフライス加工の種類 (CNC または手動) も非常に重要です。
1. タイトル:「表面弾性波センサを組み込んだスマート切削工具とフライカッティングプロセスへの応用」
注目すべき結果:
研究アプローチ:
2. タイトル:「ツールオフセットエンドフライカットによるマルチ境界レンズアレイのツールパスモデリングと製造」
主な洞察:
研究手法:
3. タイトル:「超精密フライカッティング工作機械のダイナミクス - ハイブリッドマルチボディシステム法」
重要な成果:
研究アプローチ:

