
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
アルミニウム プロジェクトの表面仕上げを実現するすべての技術の中で、ビード ブラストはおそらく最も効果的で用途が広いものです。このプロセスにより、アルミニウムの見た目が魅力的になり、テクスチャのある表面を使用してより優れた用途を実現することで実用性が向上します。カスタム製作、自動車部品、さらには建築部品であっても、ビード ブラストの複雑さを理解することで、最終製品の表面仕上げを大幅に向上できます。
このブログ記事では、ビーズ ブラスト アルミニウムの基礎をすべて取り上げます。プロセスの仕組みから主な利点、使用例まで、すべて網羅しています。専門家のアドバイスを提供し、難しさを予測しながら、ビーズ ブラストがプロの間で人気がある理由を説明します。最後には、この技術を習得することでアルミニウム プロジェクトがどのように改善されるかを理解していただけるはずです。
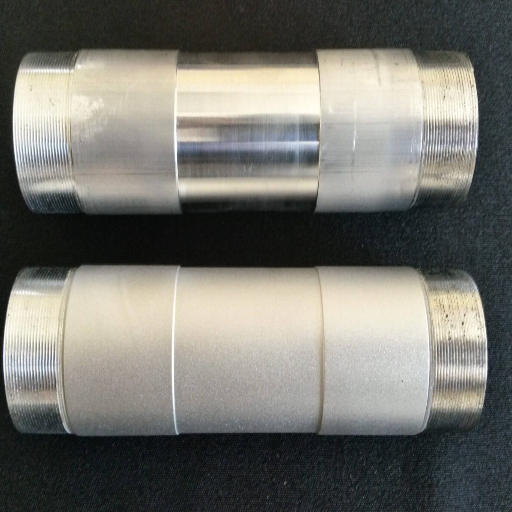
ビーズ ブラスト アルミニウムと呼ばれる表面仕上げ方法では、通常はガラス製の球状ビーズを高圧でアルミニウムの表面に噴射します。この技術により、汚れ、酸化、以前のコーティングなどの欠陥が除去され、滑らかで均一な仕上がりになります。この仕上げには、アルミニウムの表面を破壊する衝撃法と、アルミニウムを損傷することなく表面を優しく磨く研磨法の 2 つの方法があります。ビーズ ブラストは、その精度と効率性、およびアルミニウム部品の物理的および機能的特性の向上で知られています。
ビーズブラストに適した材料は何ですか?
アルミニウム、スチール、ステンレス鋼、ガラスやプラスチックなどの非金属を含むさまざまな材料をブラストすることで、材料の粗さを制御できます。ビーズブラストの柔軟性により、多くの業界でメリットがあります。
ビーズブラストにはどのような技術的パラメータが関係しますか?
ブラスト圧力: ブラスト圧力は、材料の種類と必要な仕上げに応じて制御する必要がありますが、通常は 40 ~ 100 psi になります。数値が低いほど敏感な表面に適しており、数値が高いほど硬い材料に適しています。
ビーズのサイズ: ビーズのサイズによって仕上がりが大きく変わります。ガラスビーズは 50 から 325 メッシュの範囲で、ビーズが小さいほど仕上がりが滑らかになり、ビーズが大きいほど仕上がりが粗くなります。
適用角度: 過度の影響を与えることなく最大限の精度を得るには、表面に対して 60 ~ 75° の範囲が推奨されます。
表面からの距離: 最良の結果と均一な分散を得るには、4 ~ 12 インチが理想的です。
ビードブラストの利点は何ですか?
汚染物質を除去し、表面を均一にし、マット仕上げまたはサテン仕上げによって美観を保ち、その後のコーティングや処理工程の接着性を向上させます。
ビーズブラストは環境に優しいですか?
はい。ビーズブラストは、無毒の材料(ガラスビーズ)を使用し、廃棄物が少なく、強力な化学物質を含まないため、環境に優しいです。
これらのパラメータと考慮事項に従うことで、ビードブラストは精密な表面処理を実現し、さまざまな用途で高品質の結果を保証します。
より良い表面仕上げ
ビーズブラスト加工された表面は滑らかで均一で、マットまたはサテンの光沢があり、美観が向上します。このプロセスにより、傷や機械加工の跡などの欠陥がなくなり、より深みのある仕上がりになります。
接着力の向上
ビーズ ブラストは、表面をきれいに粗くすることで、コーティング、塗料、またはその後の処理の密着性を高めます。これにより、アルミニウムへのさらなる適用において耐久性と寿命が確保されます。
耐食性
このプロセスは、腐食の原因となる酸化物や残留物などの表面汚染物質の除去を強化します。これにより、保護仕上げや アルミニウムへのコーティング より簡単になり、外部要因に対する耐性がさらに高まります。
優しくて傷つきにくい
他の研磨方法と比較すると、ビーズ ブラストは繊細なガラス ビーズを使用するため、材料を大幅に減らすことなく、それほど衝撃を与えません。除去される材料が少ないため、アルミニウム表面の形状とサイズを維持できます。
アルミニウムのビードブラストの技術的パラメータ
アルミニウムガラスビーズのサイズ: アルミニウムの場合、ガラスビーズは 70 から 140 メッシュの範囲で、過度の摩耗を引き起こすことなく表面を適切に洗浄します。
空気圧: 表面を効率的に洗浄するには、空気圧を 40 ~ 60 PSI に維持する必要があります。
ブラスト角度: 精度と一貫した仕上がりを実現する 45 ~ 90 度。これらのパラメータでは、マシンは単一の領域に長時間留まることはありません。
距離: 希望する素材の質感と厚さに応じて、ノズルと表面の間の距離は約 6 ~ 12 インチにする必要があります。
これらの制約の範囲内で、ビーズブラストは、一貫して優れた結果とともに、環境への配慮と効率を最適に保証します。
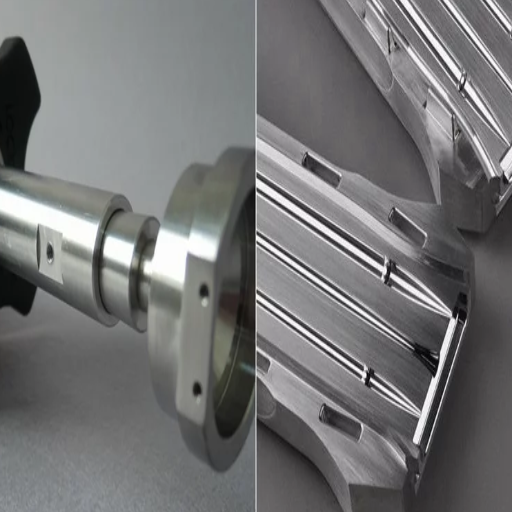
ビーズ ブラストは、アルミニウム部品の表面処理における最も顕著な技術の 70 つです。たとえば、部品の美観の復元、部品のコーティング、部品のコーティング強化、部品の腐食問題に対する強化などです。私は、表面の傷の除去や古い塗装層の剥離に、アルミニウムの基礎構造を損傷することなく効果的に機能することがわかりました。ガラス ビーズの使用を強くお勧めします。メッシュ サイズは 140 ~ 40、ブラスト圧力と空気圧は 60 ~ 3 PSI、空気ノズルの直径は 6 ~ XNUMX ミリメートルが、アルミニウム部分を過度に侵食することなく、滑らかなサテンのような仕上がりを実現するための最適なパラメーターです。これは、自動車、航空宇宙、製造業、および精度と強度が重要となるその他の技術的に高度な産業にとって基本的なものです。
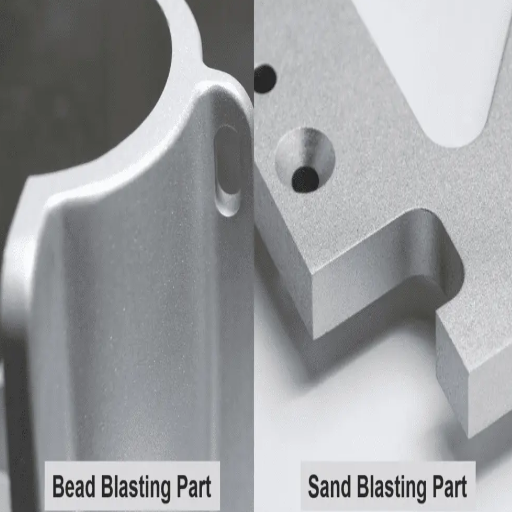
ビーズ ブラストは、より穏やかなアプローチのため、サンドブラストや化学エッチング仕上げ方法よりも優れています。より強力で表面を損傷する可能性のあるサンドブラストとは異なり、ビーズ ブラストでは、均一な仕上げを実現しながら材料の表面を効果的に捉える丸いガラス ビーズを使用します。また、ビーズ ブラストは、強い化学薬品を必要としないため、化学エッチングよりもクリーンで環境に優しい方法です。また、希望するテクスチャをより適切に制御できるため、精密な用途に適しています。
ビーズブラストとサンドブラストを比較する場合、用途、材料の種類、および希望する結果に応じて選択が変わります。各手順の長所と短所を以下にまとめます。
ビーズブラストの利点:
環境に優しい: 有害廃棄物は使用しません。無毒でリサイクル可能なガラスビーズを使用しています。
仕上がり品質: 滑らかで均一、見た目にも美しい仕上がりを実現します。
精度: 制御されたテクスチャリングが可能なので、壊れやすい部品や複雑な部品に最適です。
材料の保存: 表面に優しく、エッチングや材料の損傷を引き起こしません。
ビードブラストの欠点:
コストが高い: ガラスビーズは一般に砂よりも高価であり、時間の経過とともに交換が必要になる場合があります。
プロセスが遅い: 望ましい結果を得るには、積極的な方法よりも時間がかかる場合があります。
サンドブラストの利点
スピードと効果: 塗料、錆、スケールなどの難しい表面汚染物質をすぐに除去します。
コスト効率が高い: 大規模なプロジェクトに使用され、簡単にアクセスでき、安価に購入できます。
柔軟性: 広範囲の洗浄や、その他の高負荷用途の表面処理に最適です。
サンドブラストの欠点
表面の損傷: 柔らかい素材や表面は、その粗さにより、エッジング、穴あき、または劣化を引き起こす可能性があります。
健康上の問題: 機器を使用しない場合、発生する粉塵の危険性により深刻な健康上の問題が発生する可能性があります。
環境問題: 廃棄物や粉塵が発生するため、環境がさらに悪化します。
技術仕様
粒子の強度:
ビーズブラストで使用されるガラスビーズは通常 40 ~ 200 ミクロンです。
サンドブラスト中に使用されるグリット粒子は、作業の強度に応じて 36 ~ 120 グリットのサイズまで変化します。
圧力の調整
ビーズブラストは、より繊細な洗浄のために 40 ~ 80 PSI を制御する低圧で行われます。
厳しい作業には、70~140 PSI の高圧サンドブラストを使用する必要があります。
素材の種類:
ビーズブラストは、アルミニウム、ステンレス鋼、または薄い材料に、より繊細に適用されます。
サンドブラストには、鋼、鋳鉄、または腐食が激しい表面が最適です。
これらすべてのヒントを考慮することで、意図した表面品質を維持しながら最適な効率が保証されます。
ブラスト処理用の媒体を選択する際には、ワークピース、表面処理、およびプロジェクト全体の要件を分析します。ガラスビーズとクルミの殻は、優しく研磨性があるため、柔らかい表面や細かい作業に適しています。鋼鉄やひどく錆びた表面などの硬い材料には、酸化アルミニウムやスチールグリットが適しています。これらは丈夫で切削能力に優れており、必要な材料を効率的に除去できるためです。
私が考慮するいくつかの事項を以下に示します。
モース硬度:
ガラスビーズ: ~5.5-6
酸化アルミニウム: ~9
スチールグリット: ~7
メッシュサイズ(ミクロン):
ガラスビーズ: 70~140ミクロン(上質仕上げ)
酸化アルミニウム: 100~200ミクロン(より強力な切断用)
スチールグリット: 850~1700ミクロン (高耐久性表面処理)
空気圧:
ガラスビーズ/クルミ殻: 40-60 PSI
酸化アルミニウム/スチールグリット: 80-120 PSI
適切な媒体とパラメータの組み合わせを選択すると、結果が向上し、機器と処理された表面の寿命が長くなります。

ビーズ ブラストは、陽極酸化処理の段階で不可欠です。金属表面の均一性と接着性を最適化します。この表面処理により、汚染物質、酸化物、その他の不要な残留物が除去され、陽極酸化処理されたコーティングの外観が視覚的にも構造的にも向上し、マット仕上げが実現します。また、コーティングされた表面を標準化することで、処理後の表面の機能的および美的品質も向上します。ビーズ ブラストがなければ、高品質の陽極酸化層を実現することはできません。したがって、ビーズ ブラストは、全体の手順の中で重要なステップです。
表面処理は、汚染物質、表面の欠陥、さらには酸化物質を除去して陽極酸化コーティングの結合を強化するために行う必要があります。これらの要素はコーティングされた表面の成果を低下させ、表面を弱く、見栄えを悪くし、全体的に標準以下になります。
研磨媒体: 最良の結果を得るにはガラスビーズが推奨されますが、酸化アルミニウムやセラミック媒体も使用できます。
粒子サイズ: 70 ~ 120 メッシュの中粒度範囲は、望ましい均一なマット仕上げでありながら過度に粗くない表面を実現するのに最適です。
空気圧: アルミニウム基板に大きな損傷を与えずに洗浄するには、40 ~ 80 psi の範囲が理想的です。
ブラスト角度: 45 ~ 60 度の有効範囲で適切な表面処理が行われます。
不均一な処理を避けるために、表面から 4 ~ 8 インチの均一な距離が最適です。
美観上の問題は、陽極酸化層への密着性が高まることで生じます。ビーズ ブラストにより表面の凹凸が滑らかになり、構造的完全性が向上し、より魅力的な仕上がりになります。
ビード ブラストを開始する前に、アルミニウムの表面が乾燥していて、油やグリースがないことを確認してください。研磨媒体は、不均一性を防ぐために定期的にチェックして交換する必要があります。基材が薄くなったり変形したりしないように、ブラストしすぎないようにしてください。
このようなプロセスに最適なオプションの 1 つは、アルミニウムの最高の美観と構造を実現するのに役立つビーズ ブラストです。このプロセスは、塗装やその後の陽極酸化処理のために処理する必要があるアルミニウム表面の照明欠陥、酸化、および欠陥に対して必要です。ビーズ ブラストは機械的反射を軽減するだけでなく、主に美観および工業目的で需要のあるしっかりとしたマットな質感も生み出します。
アルミニウムは、素材を損なったり歪ませたりするリスクなしに、非攻撃的なガラスビーズを使用してブラストされます。これらのビーズガラスはさまざまなサイズで提供されており、細かいビーズと大きなビーズに分けることができます。70~100ミクロンの小さなビーズはより細かい仕上げを生み出し、150~200ミクロンの大きなビーズは粗い仕上げを生み出します。表面の希望する仕上げと既存のアルミニウムユニットの厚さによって、仕上げ媒体が決まります。
最良の結果を得るための最適なブラスト圧力は、40~80 psi の範囲です。変形や過度の材料損失を防ぐには、繊細な部品や薄いアルミニウム板の場合は、40~50 psi 程度の低圧力が最適です。頑固な表面の欠陥や厚いアルミニウム部品は、60~80 psi の高圧でブラストできます。
表面の準備: ブラスト処理中の汚染を避けるために、アルミニウムの表面は油、グリース、湿気がなく、清潔で乾燥している必要があります。
メディア研磨メンテナンス: 研磨メディアの損傷は、表面に欠陥が生じないように頻繁にチェックする必要があります。
長時間ブラストしないでください。特に薄い基材の場合、長時間ブラストすると材料が薄くなったり、歪んだり、弱くなったりすることがあります。
健康と安全: ブラストエリアでは適切な換気が確保され、手袋、ゴーグル、呼吸器などの個人用保護具 (PPE) が常に使用される必要があります。
これらの要素に従い、適切な技術的対策を講じることで、ビードブラストはアルミニウムの表面仕上げの外観と性能を大幅に向上させることができます。
これが私が精密で均一なビーズ ブラストを実現する方法です。まず第一に、正しいテクニックと機器の設定が不可欠です。私は常にブラストする角度が固定されていることを確認します。作業面から 45 ~ 6 インチの必要な距離を維持しながら、縞模様のない均一なカバーを保証するため、12 度の角度で攻撃する傾向があります。これらのアルミニウム表面が損傷しないように、40 ~ 60 PSI の圧力を維持します。私が選択したガラス ビーズは、最も均一に分散されるため、メッシュ サイズが 100 ~ 170 です。また、ガラス ビーズを無傷に保つために、ブラスト メディアをチェックして補充する必要があります。表面をマスキングし、その領域に汚染物質がないことを確認する必要があります。これらすべてを組み合わせることで、完璧な結果が保証されます。すべてのパラメーターに従い、表面全体で体系的に作業することで、最高品質の出力が保証されます。
アルミニウム合金のブラスト仕上げの選択は、その組成と用途によって異なります。1100や3003などの柔らかい合金には、歪みや過剰な材料除去のない滑らかでサテンのような表面を実現するのに役立つ細かいガラスビーズ仕上げが必要です。6061や7075などのより複雑な合金は、酸化アルミニウムブラストなどのより強力な処理に耐えることができますが、より複雑な合金は、コーティングやペイントの塗布に対する接着性が向上するため、これらの処理の恩恵を受けます。軽いブラストビーズは通常、 陽極酸化アルミニウム 下地の表面を保護しながら美観を向上させることができます。ブラストとその選択された技術では、まずアルミニウムの硬度と機能要件に適合させることが重要です。
6061 アルミニウム用のブラスト メディアを選択する場合、表面仕上げと材料の特性を考慮する必要があります。6061 は、中程度の研磨処理に耐えられる中強度の合金です。 – ガラス ビーズは、完璧な仕上げを行い、必要な材料をすべて消去するため、最も不利な特徴です。このタイプのビーズは、高い美観が求められる用途に最適です。技術的パラメーター: 過度の表面ストレスを回避するために、70 ~ 140 psi の圧力で 40/60 メッシュのサイズの中ガラス ビーズを使用します。
酸化アルミニウムは機能的な用途に最適です。塗料やコーティングの密着性を高めるために表面の質感が必要な用途に適しています。
表面の輪郭を均一にするには、120 ~ 220 の細粒度の酸化アルミニウムと 50 ~ 70 psi の圧力で十分です。
シリコンカーバイドは、より硬く、より明確な表面テクスチャでの粗い洗浄やエッチングに最適です。
より繊細な対象物には、120 ~ 180 の圧力で、60 ~ 80 の細粒度のシリコンカーバイドが最適です。
最初に必ず 6061 アルミニウムの小片で希望するブラスト パラメータをテストし、それがプロジェクトの要件を満たしていることを確認します。材料の完全性を維持しながら完璧な仕上がりを実現するには、圧力とメディアのサイズを変更する必要がある場合があります。
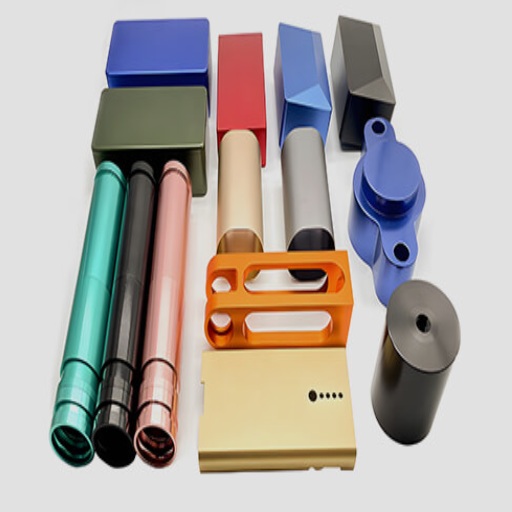
サテン仕上げは、マット仕上げと光沢仕上げの両方のエッセンスをとらえ、反射しすぎない滑らかな光沢で両者の中間点をとらえています。控えめで上品な外観のため、建築、自動車、消費財でよく使用されています。このタイプの仕上げは、より細かい研磨剤や研磨技術を使用して実現され、表面の完璧な均一性を維持しながら、低光沢効果を戦略的に作り出します。
サテン仕上げの技術的パラメータ: 180 ~ 320 グリットの酸化アルミニウムや炭化ケイ素などの細かい研磨剤を使用します。40 アルミニウム ブロックの敏感さに応じて、圧力を 60 ~ 6061 psi に調整します。研磨されたサテン仕上げには、不織布研磨パッドで磨いたり、より細かい研磨剤を使用したりといった追加の手順が必要になる場合があります。
この仕上げは、見た目が美しく、指紋や小さな傷をうまく隠せるため好まれます。ただし、完全に塗布する前に、まずサンプルをチェックして、質感と光沢のレベルが適切であることを確認する必要があります。
ビーズブラスト加工されたコンポーネントに透明な陽極酸化処理の外観を実現するには、次の手順に従ってください。
表面の分割: まず、繊細なガラスビーズまたはその他の適切なブラスト媒体を使用して部品をビーズブラストし、ベースマット仕上げを作成します。これらの手順を開始する前に、表面に油、ほこり、またはその他の汚染物質がないことを確認してください。
洗浄とエッチング: 次のステップは、アルカリクリーナーで部品をブラストし、その後に酸エッチングを行うことです。これにより、洗浄しながら均一な仕上がりを実現します。
陽極酸化処理: 次のステップでは、適切な電流密度を流しながら部品を硫酸陽極酸化槽に浸します。これにより、ビードブラスト仕上げに影響を与えない耐久性のある酸化層が形成されます。
シーリング: 次のステップは、脱イオン水浴で仕上げを固定しながら耐腐食性を向上させるために仕上げをシーリングすることです。
これらの手順を同時に実行すると、優れた美観を示し、ビーズブラスト加工された機械を際立たせる、一貫した陽極酸化処理の外観が得られます。
ビード ブラスト:
使用される媒体: 微細ガラスビーズまたは酸化アルミニウム。
空気圧: 60~80 psi。
目的: 表面の損傷を排除しながら均一なマット仕上げを実現します。
洗浄とエッチング:
アルカリクリーナー濃度: 25〜50 g/L。
洗浄温度: 120~150°F (49~65°C)。
エッチング酸溶液: 15%~20% 硝酸または硝酸とフッ化水素酸の組み合わせ。
エッチング時間: 表面仕上げの要件に応じて 1 ~ 5 分。
目標: 不要な要因を排除し、表面を陽極酸化処理に適した状態にします。
陽極酸化プロセス:
電解液:硫酸(重量比15%)
温度範囲: 20〜22℃
電流密度: 12平方フィートあたり24~XNUMXアンペア
時間: 20~30 ミルの酸化層の厚さを達成するのに 0.8~1.0 分。
目標: 強力で透明な酸化コーティングを作成します。
シーリング:
シール温度: 82~100℃
シーリング時間: コーティングの厚さに応じて 15 ~ 30 分。
シーリング剤: 強度を高めるために脱イオン水または酢酸ニッケル溶液を使用します。
目標: 酸化層を結晶化して耐腐食性を高め、仕上げを固定します。
技術的な基本基準に従えば、部品には耐久性があり、見た目も美しく、耐腐食性にも優れた最適な透明陽極酸化コーティングが施されます。すべてのステップを管理することで、結果の精度が確保され、プロセスの不一致のリスクが軽減されます。
維持するためにはメンテナンスと清掃が必要です ビーズブラスト加工されたアルミニウムの表面仕上げと機能性 表面をきれいにするには、研磨剤を含まない布やスポンジを使って石鹸と水で洗うことをお勧めします。ビーズブラスト加工の質感が損なわれたり、変色したりする可能性があるため、強くこすったり、刺激の強い洗剤を使ったりしないでください。シミは希釈したイソプロピルアルコール溶液で処理できますが、その後、脱イオン水で洗い流して水垢をなくす必要があります。
洗浄の技術的パラメータ:
洗浄液: pH中性の洗剤と水で希釈したイソプロピルアルコール(濃度30~70%)
清掃用具: 研磨剤を含まないスポンジまたは柔らかいマイクロファイバークロス。
水すすぎ: ミネラルの堆積を防ぐために、すすぎには脱イオン水または蒸留水を使用します。
乾燥: 推奨される乾燥方法は、自然乾燥、または糸くずのない清潔な布を使用して表面を軽くたたいて乾かすことです。
定期的なメンテナンスには、腐食を防ぎ、ほこりや残留物の蓄積を防ぐために、清掃後に表面を乾燥させることが含まれます。これらの方法により、ビーズブラスト加工されたアルミニウムの素材と表面が損なわれずに保たれます。
A: アルミニウム ビーズ ブラストは、高圧で噴射された小さなビーズを使用してアルミニウム部品を洗浄、バリ取り、または仕上げる表面処理プロセスです。この技術は、陽極酸化処理前の表面処理に特に効果的で、きれいで均一な仕上げを実現します。
A: ガラスビーズブラストでは、球状のガラスビーズを研磨媒体として使用し、材料を大幅に除去することなく、より滑らかで均一な表面仕上げを実現します。この方法は、スチールショットブラストなどの他の研磨技術よりも穏やかで、アルミニウムなどの繊細な金属部品や薄い金属部品に最適です。
A: アルミ表面をビーズブラストすると、表面の欠陥が除去され、均一な外観が作られ、アルミニウムの表面が整えられます。 さらなる仕上げ工程のための金属 陽極酸化処理と同様に、コーティングの密着性も向上し、表面全体の耐久性も向上します。
A: ビーズ ブラストは、プラスチック部品を含むさまざまな材料に使用できます。ただし、材料の特定の特性に合わせて、処理中に損傷が発生しないようにするために、メディアの種類とブラスト手法が異なる場合があります。
A: ガラスビーズメディアは、アルミニウムに最も一般的に使用されるビーズブラストメディアです。このメディアは、アルミニウムにダメージを与えることなく滑らかな表面仕上げを実現し、 アルミ部品の仕上げ.
A: ビーズ ブラストは、きれいで均一な表面仕上げを実現し、アルミニウムを陽極酸化処理する準備を整えます。この準備により、陽極酸化処理がスムーズに進み、均一で耐久性のある層が得られます。
A: アルミニウムのビーズ ブラストは、表面の欠陥を制御された正確な方法で除去し、アルミニウム部品の表面仕上げを一定に保つことができるため、適切であると考えられています。このプロセスは、完成品に求められる美観と機能的品質を実現するために不可欠です。
A: ビード ブラストは、アルミニウム部品の鋭いエッジやバリを取り除くバリ取りに使用されます。このプロセスは、部品の取り扱いが安全で、他のコンポーネントと正しくフィットすることを保証する上で不可欠です。
A: はい、ビード ブラスト後、陽極酸化処理前に表面を清潔に保つ必要があります。高品質の陽極酸化処理仕上げを実現し、最終製品の欠陥を防ぐためには、残留ブラスト メディアまたは汚染物質を除去する必要があります。

