
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
正確さを達成する 板金曲げ 金属加工の基本形態であり、完成品の品質と用途に大きく影響します。このプロセスで重要な要素となるのが曲げ半径です。曲げ半径は、材料の完全性、構造の強度、特に内部曲げ半径に関する設計の全体的な精度に影響します。専門家であれ初心者であれ、さまざまなパラメータの最小曲げ半径を知ることは、部品の設計や構造の組み立てにおいて重要です。このガイドでは、板金曲げ半径の概念を詳しく調べ、その重要性、物理的性質、およびそれを正確に実現する方法について説明します。最後には、曲げ方法を最適化する基本を理解し、あらゆる機会に確実に成功するようになります。

金属板の曲げ半径は、金属板曲げ半径と呼ばれます。これは、最終製品の強度、外観、および使いやすさに影響するため、製造自動化において非常に重要です。曲げ半径を正しく使用すれば、ひび割れ、材料の変形、または構造上の弱点が発生する可能性は低くなります。また、部品が設計要件に準拠し、意図した用途で適切に機能することも保証されます。金属加工で一貫して高品質の結果を得るには、適切な曲げ半径を維持することが不可欠です。
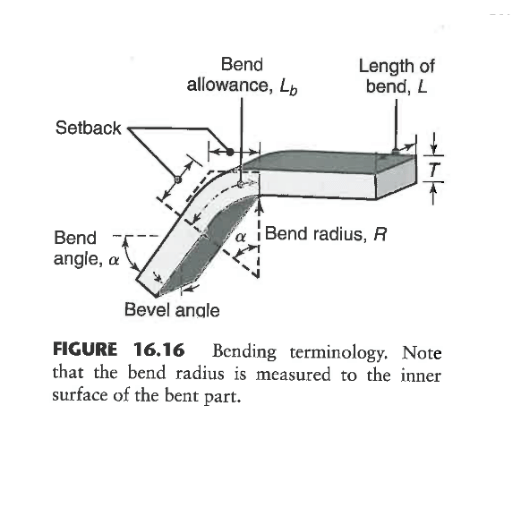
金属板を曲げる工程において、曲げ半径は、金属を損傷したり、ひび割れや弱化を招いたりすることなく曲げることができる最小の半径と理解されています。曲げ半径は、金属の種類と厚さ、曲げ方、および期待される結果によって左右されます。推奨される曲げ半径を満たすことで、材料の構造的完全性が失われ、設計上の特徴が満たされることが保証されるため、正確で精巧な製造作業において考慮すべき重要な要素となります。
完成品の材料特性と全体的な強度は、曲げ半径に大きく左右されます。曲げ半径が小さすぎると、曲げの周囲に応力集中が生じる可能性が高まり、ひび割れや破砕という形で材料の破損を引き起こす可能性があります。たとえば、6061-T6 アルミニウム合金は、急激な曲げ半径に敏感で、伸びの限界を超える可能性があることが知られています。一般的な目安として、規格では、延性材料の最小内側曲げ半径は材料の厚さの少なくとも XNUMX 倍である必要があり、延性が低い金属では厚さの XNUMX 倍に達する可能性があるとされています。
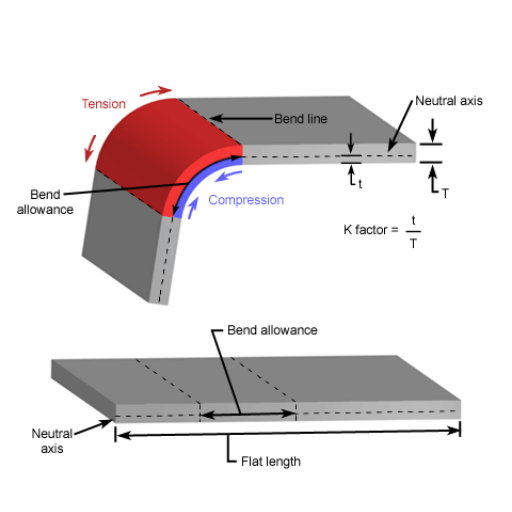
さらに、曲げ半径の選択が不適切だと、曲げ部分の薄肉化や材料の歪みにより、部品の耐久性や機能性が変化する可能性もあります。研究によると、曲げ半径を丸くすると、応力が均等に分散され、材料の変形が軽減されるそうです。たとえば、鋼鉄は引張強度が高く、厚さの 2 倍の半径で曲げた場合、より狭い半径で曲げた場合よりも、荷重支持用途で優れた性能を発揮します。
複雑な輪郭の応力集中の予測と曲げ半径の最適化は、有限要素解析 (FEA) などの高度なコンピュータ ソフトウェアによって行われます。これにより、エンジニアは材料に対するさまざまな半径の影響を計算し、エンジニアリング基準に従って設計変更を行うことができ、製造されるコンポーネントの耐用年数を向上させることができます。
最小曲げ半径は、構造の健全性、精度、およびあらゆる製品の生産の実現可能性に大きく影響します。 板金部品曲げ半径が小さいほど、ひび割れやしわなどの材料の変形の可能性が高くなります。この例としては、延性の低い金属、たとえばアルミニウム合金が挙げられます。アルミニウム合金は鋼鉄よりもはるかに脆いため、破損を防ぐためにはより大きな曲げ半径が必要です。
設計の観点から見ると、曲げ半径は特定の部品の寸法と全体的な角度精度に影響します。あらかじめ定義された曲げ半径により、角度を均一にすることができます。これは、自動車や航空宇宙産業の構造のように精密なフィットが求められる部品にとって非常に重要です。また、スプリングバック (強化材料が元の形状に戻ろうとする傾向) は、曲げ精度を低下させる可能性があるため、考慮する必要があります。研究によると、半径の小さい曲げではスプリングバックが大きく、特に半径の小さい曲げでは、設計と製造で補正する必要があります。
実際には、適切な曲げ半径を選択すると、疲労耐性と負荷容量が向上します。エンジニアリング計算では、曲げ半径が大きいほど、金属部品の曲げ線に沿った応力集中が軽減され、部品が耐えられるサイクル数が増えることが示されています。たとえば、半径が大きいほど、周期的な負荷を受ける大型機械で使用される板金シャーシの寿命が長くなります。
半径が狭くなると、金属をより大きな力で曲げる必要があるため、工具コストも増加します。金属部品の製造にかかる時間と運用コストの両方が増加します。コスト効率の高い最適な曲げ半径設計では、機能要件を可能な限り考慮する必要があります。
最小曲げ半径は、材料の厚さと種類または組成に大きく影響されます。一般的に、材料が厚いほど変形しにくくなるため、曲げ半径も大きくなります。これは、曲げた部分の内側の材料繊維が圧縮され、外側の繊維が伸びるためです。材料が厚いほど、受けるストレスも大きくなります。たとえば、鋼鉄やアルミニウムなどの金属を曲げる場合、目標半径は材料の厚さの 1 ~ 3 倍です。そうでないと、ひび割れや強度低下は避けられません。
材料の種類も、最小曲げ半径に大きく影響します。銅やアルミニウムなどの延性金属は、高強度鋼やチタンよりも柔軟性があります。このため、柔らかい金属は大きな変形に耐えることができ、硬い金属は破損します。また、ASTIM と ISO によって、特定の材料の推奨曲げ半径に関する業界ガイドラインも設定されています。焼きなましアルミニウムには 1 ~ 2 の曲げ半径が必要と推定されていますが、高級鋼には約 2.5 ~ 3 の半径が必要です。
その他の要因としては、材料の焼き入れまたは熱処理状態が挙げられます。硬化した材料は通常、延性が低く、より大きな曲げ半径が必要になるためです。製造業者や設計者は、材料への損傷を最小限に抑えながら最適な曲げを実現するために、これらの特性、および機械試験の結果と実際の運用上のニーズを考慮する必要があります。
曲げ半径の参照表は、さまざまな材料の最小曲げ半径を計算するための初期または開始点を提供することで、板金を扱うエンジニアやメーカーにとって非常に便利なプラットフォームです。これらの表では通常、材料の種類、厚さ、焼き入れなどの要素が考慮されます。たとえば、アルミニウム合金 5052-H32 では、最小曲げ半径は材料の厚さの 1 倍であることが推奨されています。これに比べて、より強靭で延性の低い 6061-T6 合金では、割れを防ぐために、厚さに対する曲げ半径の比率が 2 ~ 3 倍必要になる場合があります。
例えば、冷間圧延鋼の曲げ半径の推奨値は、曲げの外側で構造を保持する材料の能力を考慮すると、異なるグレードと焼き入れ度でII/T比の1~1.5倍になる傾向があります。炭素鋼よりもはるかに強く、延性が低いため、 ステンレス鋼は必要かもしれない 曲げ半径はより大きくなり、通常は II/T 厚さ比の 1.5 ~ 2.5 倍の範囲になります。対照的に、銅と真鍮は非常に延性が高いため、最小曲げ半径は柔軟な材料の厚さと同等か、わずかに大きい必要があります。
選択は、金型タイプ、ツール、曲げ角度、その他の関連パラメータを含む製造方法と一致する必要があります。また、表に指定されている最小半径よりも大きい曲げ半径を適用すると、曲げ領域の残留応力が軽減され、耐久性が向上し、過酷な環境での長期にわたるパフォーマンスが向上します。このアプローチに従うと、構造的および機能的なチェックに合格する、信頼性が高く繰り返し可能な曲げが保証されます。
材料特性に関する最小曲げ半径を見積もるための重要なヒントをいくつか以下に示します。
一般的なルールとして、延性金属の場合、最小曲げ半径は材料の厚さの少なくとも 1 倍に等しく、延性の低い金属の場合は 2 ~ 3 倍になります。正確な数値を取得するには、製造元のドキュメントまたはエンジニアリング ソースを確認してください。

このようなルールは、特定の材料の特定の特性と照らし合わせて確認する必要があります。特定の業界の市場内のサプライヤーまたは標準ソースに問い合わせるのが常に理にかなっています。
アルミニウムや軟鋼と比較すると、ステンレス鋼はかなり強度が高いため、曲げ半径を大きくする必要があります。ステンレス鋼の場合、曲げ半径を材料の厚さの 2 ~ 3 倍にすると、ひび割れの可能性が最小限に抑えられます。ただし、アルミニウムなどのより可鍛性のある材料では、一般的に制限が厳しくなく、材料の厚さの 1 ~ 2 倍の半径で曲げることができます。最適な曲げ方法については、材料固有のガイドラインまたはサプライヤーの推奨事項を参照してください。
板金設計の業界標準に従うことで、最終製品の均一性、信頼性、安全性が維持されます。私の個人的な経験では、これらのルールに従うことで、ミスの可能性が最小限に抑えられ、材料の無駄が抑えられ、製造プロセスへの適合性が保証されます。また、これらの標準によって期待値と品質の最低レベルが設定されるため、設計部門と製造部門の連携も強化されます。その結果、製造プロセスが簡素化され、効率化されると同時に、コスト効率よく品質基準を達成できます。

曲げ半径は、板金部品のフランジ長さと曲げ許容度の両方に影響します。曲げ半径を大きくすると、曲げを完了するために追加の材料が必要になり、その結果、曲げの曲線に使用される材料である曲げ許容度の測定値が変わります。同様に、エッジから曲げまで伸びる部分であるフランジ長さは、半径が大きいと部品の平面レイアウト寸法が変わる可能性があるため、半径の影響を受けます。前述のすべての要因が曲げ半径を考慮して制御されていれば、部品の寸法は正確になり、製造プロセス中に変形したり破損したりすることはありません。
学生は、あらゆる板金設計において、形状、機能、製造可能性、およびフォームのバランスをとるのに役立ついくつかの戦略とプロセスを確認します。たとえば、部品と機能の目的をその形状とともに考慮すると同時に、生産効率も考慮する必要があります。その他の戦略には、製造が難しい複雑な幾何学的形状を排除すること、必要なパフォーマンスと製造可能性レベルを満たす材料を使用すること、および製造の可能性とともに一般的な許容差を考慮することが含まれます。設計段階での製造チームとのコラボレーションは、設計品質や機能性を犠牲にすることなくコスト効率の高い生産を確実にするために、早い段階で起こり得る問題を正確に特定するために不可欠です。
素材ガイドラインに従う
材料仕様を参照して、選択した材料の最小曲げ半径を決定します。この手順により、曲げ段階でのひび割れや変形を回避できます。
業界の規範に従う
該当する場合は、業界標準の慣行を適用します。たとえば、曲げは材料の厚さの少なくとも 1.5 倍にするのが、多くの金属の一般的な目安です。
厚さのばらつきを考慮する
一部の材料の厚さが増すと、過度のストレスや破損を避けるために曲げ半径を大きくする必要があります。曲げ半径は常に材料の厚さに比例して大きくしてください。
シミュレーションツールで確認
コンピュータ シミュレーションまたは有限要素解析 (FEA) を適用して応力システムを検査し、設計された曲げ半径がパフォーマンス基準を満たすかどうかを確認します。
均一な曲げ半径を組み込む
製造時間とツールコストを削減するには、部品内のすべての曲げ半径を標準化します。各材料タイプに適切な曲げ力が適用されるようにします。
メーカーに相談する
製造チームと協力して、利用可能なツールと機器に対して設定された曲げ半径を検証します。

各プレスブレーキは、正確で再現性のある曲げ半径が得られるように事前に設定、決定、プログラムされたツールの組み合わせを使用して、特定の材料に必要な設計機能と仕様を実現します。適切なツールを選択する際には、多くの場合、材料の厚さ、材料の種類、および指定された曲げ角度を考慮する必要があります。
Vダイツール
V ダイは、さまざまな材料の厚さに対応できる比較的幅広い柔軟性があるため、最も広く受け入れられているツール オプションです。通常、V 開口部の幅によって、達成可能な最小曲げ半径が決まります。材料が薄い場合は、半径が小さくなる狭い V ダイ開口部 (例: 6 mm または 0.25 インチ) が適しています。一方、材料が厚い場合は、開口部を広く (例: 25 mm または 1 インチ) すると、より効率的に処理できます。
グースネックパンチ
グースネック パンチは、パンチ形状が干渉することなくより深い曲げが可能で、パンチ形状によって複雑な形状も実現できるため、非常に効率的です。これにより、アルミニウムや軟鋼で鋭い曲げや狭い半径を簡単に操作できます。
半径ダイス
半径ダイは、一定の半径で曲げを行うのに効果的で、しかも鋭い曲げも可能です。このようなダイは、応力集中を緩和する必要がある自動車産業や航空宇宙産業の重要なプロセスによく適用されます。半径 2 mm のダイは、わずか 3 mm の変形で 2 mm のシートに一定の曲げ輪郭を提供します。
回転曲げ工具
ロータリーベンダーには回転ダイ機構が組み込まれており、材料の表面にほとんど傷をつけたり変形させたりせずに曲げることができます。適用範囲には複数の半径が含まれており、ステンレス鋼に限らず、繊細な仕上げや研磨されたシートに最適です。
調整可能なダイセット
これらの多用途ツールは、単一のツールで調整可能な半径を実現します。ツールの交換の必要性を最小限に抑えられるため、さまざまなタイプの曲げを行う生産工程に特に有利です。
ツール選択における重要な考慮事項
素材の種類と厚さ
あらゆる材料タイプには、ひび割れや変形のリスクを軽減するための推奨最小曲げ半径があります。たとえば、冷間圧延鋼では平均して材料の厚さの 1 倍の曲げ半径が必要ですが、アルミニウムの場合は破損を避けるために 2 倍以上の曲げ半径が必要になる場合があります。
許容差の要件
許容誤差が厳しくなると、多段階のツールに対する要求が厳しくなるため、多数の曲げで一貫した結果を得るには CNC 調整可能ダイが不可欠になります。
工具の摩耗とメンテナンス
プレスブレーキ ツールの定期的なチェックは、特に最小曲げ半径を考慮すると、最適なパフォーマンスに大きく影響するため、精度を保つために不可欠です。ツールのメンテナンスが行われないと、曲げ半径の不一致が大きくなり、無駄が増え、やり直しが必要になります。
ブレーキプレスツールを総合的に選択することで、精度が保証されるだけでなく、セットアップ時間と材料移動の問題を最小限に抑えて生産効率が向上します。
エアベンディングとボトミングはどちらも金属加工の分野で広く利用されているプロセスであり、必要な曲げ半径、材料の厚さ、精度要件に応じて、それぞれのプロセスに独自の利点があります。
エアベンディング
最も柔軟性の高いプロセスの 16 つがエアベンディングであり、製造業界で最も広く使用されているプロセスの 20 つです。このプロセスでは、パンチがワークピースの材料の一部をダイに押し込みますが、スプリングバックにより、ワークピースとダイが完全に接触することはありません。この方法は、同じツールで幅広い曲げ角度と半径を実現するのに便利です。必要な半径を実現するには、ダイの開口部、パンチの侵入、材料の特性、その他のパラメータなどの要素を厳密に監視する必要があります。エアベンディングの予想される内側の半径は、ほとんどの場合、V ダイの開口部の 1% ~ 0.16% です。たとえば、V 幅が 0.2 インチのワークピースの内側の半径は XNUMX ~ XNUMX インチになると予想されます。このアプローチは、軽量アプリケーションやさまざまな材料タイプに適していますが、材料間のスプリングバックのばらつきを考慮して調整が必要になる場合があります。
ボトムング
コイニングまたはボトムプレスフィッティングとも呼ばれるボトミングは、材料を徐々に金型に押し込んで完全に接触させ、曲げ半径を固定する方法です。エアベンディングと比較すると、この方法は精度と再現性が高く、スプリングバックも最小限に抑えられます。ボトミングの利点は、内側の半径が主にパンチ半径によって決まることです。これにより、より厳しい公差とより小さな曲げ半径を実現しやすくなります。一方、ボトミングではツールとプレスブレーキシステムに多大なトン数がかかるため、摩耗が増加し、より強い材料が必要になります。たとえば、厚いステンレス鋼板の小さな半径の曲げをボトミングするには、エアベンディングの2~3倍のトン数が必要になることがよくあります。
技術を選択する際に考慮すべき要素
物質的なタイプおよび厚さ:
ツールと設備の容量:
コスト管理戦略:
エアベンディングは、スピードとツール交換の削減を可能にするため、少量から中量の生産に適しています。ボトミング処理は、精度と精密さが重要で、出力のばらつきがほとんどない場合に最適です。
製造業者が、ボトミング オプションとエア ベンディングに伴う相対的な利点を理解していれば、特定のプロジェクト要件、精度の規定、材料効率、および全体的なコストに関して曲げプロセスを最適化できるようになります。
曲げ半径の測定と検証では、半径ゲージ、デジタル分度器、CMM マシンなどの専用ツールが統合され、適切かつ正確な測定が行われます。デジタル分度器は角度を正確に測定でき、半径ゲージは設定された曲げ半径をテンプレート曲げと比較し、CMM は曲げ寸法の詳細な 4 次元検証を可能にします。各ツールは、指定された設計の精度要件と実践に従って選択されます。

一貫した正確な曲げ半径を実現するために、製造業者は以下のリストに規定されている基本的な方法に従う必要があります。
これらの手順を注意深く実行することで、製造業者はより高い精度と信頼性を実現し、エラーの可能性をさらに減らすことができます。
これらの戦略を使用することで、製造企業は一貫した曲げ半径を持つ部品を製造する能力を高め、すべての部品が設計および品質基準に準拠していることを保証できます。
曲げ半径の精度には、高いレベルで品質を同時に監視する高度な技術が必要です。以下のリストには、これを高い精度で実行するシステムの一部が示されています。
3Dレーザースキャン
3D レーザー スキャン デバイスを使用すると、曲げプロファイルなどの特徴を非接触で測定できます。最新のシステムでは、±0.02 mm の精度で形状データを取得できます。この方法を使用すると、部品を製造しながら分析して、設計要件を満たしていることを確認できます。複雑なアプリケーションや許容誤差が厳しいアプリケーションに役立ちます。
三次元測定機 (CMM)
CMM は、曲げ半径を高精度で測定できます。多くのシステムでは、ミクロン単位の精度レベルを実現できます。これにより、曲げ半径のオフセットが最小限に抑えられます。CMM には、測定データを保存する機能もあります。これは、航空宇宙および自動車分野で重要なトレーサビリティの情報を取得する上で重要です。
デジタルプロファイリングツール
デジタル プロファイリング用の高度な統合システムでは、レーザー センサーまたはビジョン センサーを使用して、数秒で部品の曲げ半径を測定します。統合フェーズを加速するこれらのツールは、多くの場合 CAD システムに接続されており、測定値と理論値を直接比較できます。このような統合により、承認プロセスの合理化が促進されます。
生産中の力-トルク検知
曲げ加工中に発生する不正確さは、曲げ加工装置に力トルクセンサーを挿入することでリアルタイムで評価できます。加えられた力の変化は曲げ半径の問題に関係している可能性があるため、部品が次の製造段階に進む前に適切な手順を踏むことができます。
統計的工程管理 (SPC)
SPC では、時間の経過に伴う曲げ半径は、特定された傾向を維持するために何らかの措置を講じる必要があるかどうかを判断するために取得および分析できる多くのデータ ポイントの 1 つです。管理チャートにより、メーカーは欠陥につながる可能性のあるプロセス変動を取得して軽減できるため、無駄が減り、プロセスの信頼性が確保されます。
参照サンプルとの比較分析
製造業者は、提供されたサンプル曲げ半径からの差異の検出を測定するように設定されたポータブル ゲージ システムを使用することで、単純な参照サンプルを使用して生産部品のコンプライアンスを簡単に確認できます。
標準的な方法を使用すると曲げ半径の測定精度が低下する可能性がありますが、これらの最先端の方法とデバイスを連携させることで、品質を保証するだけでなく、やり直しや材料の無駄によるコストの影響を軽減しながら効率を高めることができます。
スプリングバックは、曲げた後に材料が元の形状に戻るときに発生し、目的の曲げ半径に差異が生じます。降伏強度や弾性係数などの機械的特性はこの影響に大きく影響します。たとえば、ステンレス鋼やチタンなどの高強度合金は、アルミニウムなどの柔らかい材料に比べてスプリングバックが大きくなります。
スプリングバックに対抗するには、曲げの許容度を必要以上に大きく設定して材料を目的の位置に落ち着かせる精密なオーバーベンディングも効果的です。有限要素解析 (FEA) ツールは、さまざまな材料のスプリングバック挙動を予測し、それに応じて曲げパラメータを最適化するのに非常に役立ちます。
表面層、厚さ、化学コーティングなどの材料のばらつきは、希望する曲げ半径を実現するのを困難にする要因の一部です。これらの不一致は、応力下での材料の挙動に影響し、望ましくない結果につながる可能性があります。たとえば、材料の厚さが ±5% 異なると、曲げの精度に大きく影響する可能性があります。
これらの問題は、リアルタイム監視システムと適応制御技術を採用した高度な製造ソリューションを使用することで解決されます。これらの技術は、部品を製造する際に最小曲げ半径を決定するのに役立ちます。曲げ可能な部品には、材料特性の違いを認識し、適用される力を自動的に調整するセンサーが組み込まれています。これにより、精度が向上し、ミスが減少します。さらに、アニーリングなどの前処理プロセスにより、材料特性がより均一になり、ばらつきが減り、曲げ結果が向上します。
これらのアプローチは、自動化環境内の適応型テクノロジーが大量生産シナリオで曲げの再現性を 30% 向上させることを確認する実験データによって裏付けられています。メーカーは、スプリングバックと材料の違いを考慮した予測モデルを効果的に調整して、設計要件を満たしながら一定レベルの品質を実現します。
厚い材料を曲げる、特に半径が狭い材料を曲げるのは難しい作業です。これらの課題には、材料の割れ、ツールの過度の摩耗、寸法の不正確さなどのリスクがあります。これらはすべて、曲げる際に厚い材料でよく見られる、柔軟性の低下による応力の集中の結果です。
これらの課題を解決するには、多段階曲げや回転引き曲げなどの高度な曲げ技術が効果的であることがわかっています。多段階成形では、材料の完全性を維持しながら複数の段階にわたって応力を分散することで亀裂を防ぎます。したがって、変形は複数の段階にわたる多数の動作によって制御されます。回転引き曲げでの圧力ダイとマンドレルの位置を正確に制御すると、狭い半径を成形しようとしたときに発生する変形欠陥の可能性が減ります。たとえば、厚い材料に対応するように特別に設計されたマンドレルは、従来の方法と比較して楕円率を最大 40% 削減できます。
厚いプロファイルのさらなる改良は、材料科学の進歩によって促進されています。より困難な用途向けに、厚い材料で最適化された延性を備えた高強度合金やその他の材料が開発されています。研究によると、熱処理や結晶粒微細化などの特定の前処理方法を適用すると、厚い材料の延性が最大 25% 向上することが示されています。これにより、構造の完全性を損なうことなく、より狭い半径を実現できます。
設計段階にシミュレーション ソフトウェアを組み込むと、力が加えられたときの材料の挙動を予測しやすくなります。これにより、メーカーは実際の生産を開始する前に、最適な曲げ角度とツール設計を決定し、貴重な時間を節約して経費を削減できます。調査によると、シミュレーションと練習を組み合わせると、材料費を 15% 削減できるほか、生産ツールに必要な変更の数も減ります。
これらの高度な方法とツールを採用することで、メーカーは厚い材料を小さな半径で曲げるという問題に効果的に対処し、困難な設計仕様を遵守しながら優れた結果を保証できます。
難しい板金部品の曲げ半径の問題に対する解決策を探す際、メーカーは、ひび割れ、スプリングバック、材料の薄化、ツールの摩耗など、いくつかの課題に直面する可能性があります。最終製品の完全性と機能性を保護するには、効果的な緩和策とトラブルシューティング方法を導入する必要があります。
1. 曲げ加工時の割れ
曲げ半径が小さすぎて材料の延性限界を超えると、常に亀裂が発生します。研究によると、曲げ半径を材料の厚さの 1.5 倍の幅に広げると、亀裂が発生する可能性が最小限に抑えられることがわかっています。さらに、熱処理を施して延性を高めたり、伸び率の高い高品質の合金を選択したりすることで、この問題を大幅に軽減できます。
2. スプリングバックの管理
スプリングバックは、曲げ加工後の材料の弾性特性の回復と定義することができ、最終形状の精度に悪影響を及ぼします。高強度鋼は、降伏強度が高いため、材料としてのスプリングバックの影響を受けやすい傾向があります。解決策として、メーカーはオーバーベンディング技術を統合するか、スプリングバックをリアルタイムで自動的に調整する CNC プレスブレーキシステムを組み込むことができます。データによると、精密な制御を備えた高度なプレスブレーキシステムは、スプリングバック偏差を最大 20% 削減できます。これにより、平均値を予測するのではなく、すべての曲げの最小半径を標準化できます。
3. 限界を超えた材料の変形と薄化
伸び率の低い部品の場合、過度に薄くすると部品の完全性が損なわれる可能性があるため、特に問題となります。シミュレーション ソフトウェアでは、FEA ツールが薄肉化の問題が発生する可能性のある領域を正確に評価します。曲げ加工と薄肉化の両方の作業において、ダイ開口部とシート厚の適切な比率は、材料厚の 6 倍から 10 倍です。この比率により、曲げ加工中に材料にかかる応力の分散が改善されます。
4. ツールの互換性と摩耗
工具の不一致は、曲げの欠陥や不一致につながります。先進の高強度鋼は、強度と厚さが高いため、工具が著しく摩耗します。炭化物コーティングされた工具などの耐摩耗性材料を使用すると、工具の寿命を最大 30% 延ばすことができます。さらに、精密な測定ツールで定期的にチェックされる工具の正確な位置合わせにより、一貫した曲げが実現します。
トラブルシューティングの新たなトレンド
メーカーは、トラブルシューティングをより効率的にするために、リアルタイムのデータ収集や適応制御などのデジタルベースのソリューションに切り替えています。たとえば、曲げ装置や機械には、生産中の歪みや変形を監視する IoT 対応センサーを取り付けることができます。センサーの助けを借りて生産データを分析して調整を行うことで、初回生産時の欠陥を 25% 削減できます。
提案されたソリューションでこれらの課題を認識し、対処することで、メーカーは最も洗練された設計でも最良の結果を達成できます。洗練されたツール方法、材料処理の高度な手順、最新のテクノロジーはすべて、生産性の向上と、板金部品の低曲げ半径に関連するコストの削減に大きく貢献します。
A: 曲げ半径は曲げの円弧の半径です。精密板金加工の分野では、最終製品の構造的完全性、美観、機能性に影響するため、曲げ半径は常に重要です。曲げ半径は、最小フランジ長さを決定し、曲げ減算に影響し、曲げられた領域の強度も制御します。曲げ半径を知ることは、材料破損のリスクを冒さずに板金部品を正確かつ適切に設計するために不可欠です。
A: ほとんどの場合、最小曲げ半径はシートの厚さの一定数にする必要があります。ほとんどの材料では、最小内側曲げ半径は通常、材料の厚さの 1 ~ 3 倍です。これはすべて、延性や引張強度など、特定の材料特性に依存します。特定のワークピースの適切な最小曲げ半径を見つけるには、材料ガイドラインを参照するか、実験を行う必要があります。
A: 曲げ半径の値を選択する際には、考慮すべき重要な点が数多くあります。1. 材料の厚さと種類 2. 曲げ角度 3. 材料の特性: 延性と引張強度 4. 工具の可用性 5. 美観上の考慮事項 6. 機能上の考慮事項 7. フランジの長さ 8. 許容差 9. 曲げ方向 10. 工場の能力
A: 曲げ方向は、曲げの最小曲げ半径の領域にとって重要です。板金を木目方向 (またはロール方向) に曲げる場合、通常は木目と直交する方向に曲げる場合よりも大きな曲げ半径が必要です。これは、材料が木目方向にあまり延性がないからです。板金で作る部品を設計するときは、曲げ方向を常に念頭に置いて、選択した半径が材料と曲げ方向に対して適切に機能するようにします。
A: 通常の内側半径より小さいと、次のような問題が発生する可能性があります。1. 材料のひび割れや破損 2. スプリングバンクの増加 3. 曲げ部分の材料のさらなる薄化 4. 曲げを安定して行えない 5. 部品の疲労寿命が短い 6. 応力集中の増加 7. 鋭いエッジが安全上の危険をもたらす 材料の最小曲げ半径仕様を過度に使用してこれらの問題を相殺することは役立ちますが、実際には推奨されません。
A: 板金加工では、材料の厚さによって曲げ半径の選択が決まります。ほとんどの場合、曲げ半径が必要な値より小さいと、厚い材料は破損する可能性が高くなります。最小曲げ半径は通常、2T や 3T などの材料の厚さで表されます (T は厚さ)。さらに、厚さによって曲げの中立軸の位置が決まり、曲げの減算と曲げ可能な状態の部品の精度に影響します。
A: 金属板の曲げ半径は、どのような場合でも正確に測定する必要があります。一般的なツールとテクニックには、次のものがあります。1. 半径ゲージまたはフィレットゲージ 2. 座標測定機 (CMM) 3. 光学コンパレータ 4. 3D スキャナ 5. プロファイル プロジェクター 6. 半径チップ付きデジタル ノギス 7. 半径テンプレート 8. エッジ検出ソフトウェア付きビジョン システム これらのツールを使用すると、内側の曲げ半径を確実に測定でき、現代の精密加工に求められる精度と一貫性を維持できます。 シートメタル製作.
A: 半径 R と材料の厚さ T の場合、最小フランジ長さを決定する手順は次のとおりです。1. 曲げ許容差 (BA) を考慮する 2. ダイ開口部やパンチノーズ半径などのツール制限を組み込む 3. フォームグリップ長さを含める 4. 必要に応じてトリミング許容差を追加する ツールを噛み合わせると、フランジの長さは統計的に曲げ半径とともに材料の厚さの少なくとも XNUMX 倍になります。ただし、正確な控除を行うには、ソフトウェアを使用するか、曲げ控除表を参照することをお勧めします。
1. パンチプロファイル半径とシート配置が二層シートのV曲げにおけるスプリングバックに与える影響
2. Vダイ曲げにおけるパンチ半径と板厚のスプリングバックへの影響
3. 横方向に溶接されたテーラードブランクのV曲げにおけるパンチプロファイル半径のスプリングバックへの影響
4. 高強度鋼のV曲げにおけるパンチ半径と板厚がスプリングバックに与える影響のFEAシミュレーション

