
制造工艺相当复杂,生产方法的选择与此直接相关。
了解更多→
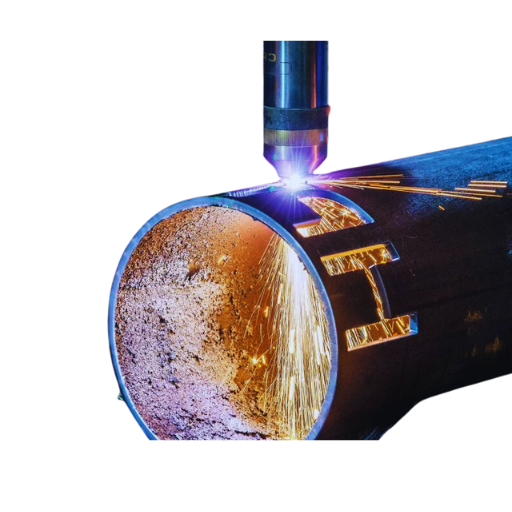
尽管等离子切割机在金属加工行业享有盛誉,但人们一直都在问,金属的厚度到底能测量多少。这似乎需要专业人士和业余爱好者共同努力,因为他们都在寻找有效发挥工具性能的方法。无论您处理的是轻型金属板还是大型工业钢板,了解等离子切割机的界限和性能都至关重要。本文致力于深入探讨影响切割厚度的因素、各种等离子切割机型号的功能以及选择机器的见解。因此,让我们解读技术细节以及实际应用,以更好地帮助您做出决策。

等离子切割机的最大金属厚度取决于机器的功率输出及其配置。大多数便携式等离子切割机的切割范围在 1/4 英寸到 1 英寸之间(适用于低碳钢)。具有先进功率输出的工业级等离子切割机的切割范围通常可达 2 英寸以上。请务必查看制造商指南以了解限制,因为性能取决于金属厚度及其状况。
影响等离子切割机厚度的因素
等离子切割机有效使用的厚度范围取决于以下因素:
有了这些信息,用户可以根据要切割材料的厚度选择合适的等离子切割机。
解决这些因素是为了能够更可靠地达到等离子切割机的最大切割厚度。
在比较等离子切割机设计时需要考虑的一些最重要的特性包括最大切割厚度、材料兼容性、切割速度和占空比。为了帮助消费者做出明智的选择,下面是对流行等离子切割机型号的比较,这些型号展示了它们的性能和规格。
海宝 Powermax 45 XP
低碳钢切割:高达 16 毫米 (5/8”) 的干净切口;29 毫米 (1-1/8”) 的切断。
切割速度:在低碳钢上,最高可达每分钟 20 英寸(500 毫米/分钟)。
材料:该装置可高效处理不锈钢、低碳钢和铝。
主要特点:通过 Smart Sense 技术自动调节气压,并使用 FineCut 耗材进行精确切割。
价格范围:2,100 至 2,500 美元之间。
林肯电气战斧 625
干净切割:15 毫米 (5/8”);19 毫米 (3/4”) 切断能力。
切割速度:较薄的材料可以每分钟 15-18 英寸(400-450 毫米/分钟)的速度切割。
材料兼容性:对铝、不锈钢和钢有效。
主要特点:符合人体工程学设计,便于运输,并配有可靠的触摸启动系统。
价格范围:1,600 至 2,000 美元之间。
Miller Spectrum 625 X-TREME
最大切割厚度:切割干净厚度可达 19 毫米 (3/4”);最大切断厚度可达 22 毫米 (7/8”)
切割速度:非常高 – 25 毫米厚的材料每分钟 635 英寸(6 毫米/分钟)。
材料兼容性:具有高和低导电性材料,例如铜。
主要特点:自动线路功能,提供多种电源选择,重量极轻,仅 21 磅。
价格范围:1,900 – 2,300 美元
莲花LTP5000D
最大切割厚度:清洁(C)切割可达 12 毫米(1/2 英寸),切断(Sn)切割可达 19 毫米(3/4 英寸)。
切割速度:较厚材料采用等离子切割时为 10-12 英寸/分钟(250-300 毫米/分钟)。
材料兼容性:低碳钢、不锈钢、铝等金属。
主要特点:非接触式引弧可延长消耗品寿命,对于预算紧张的人来说更便宜。
价格范围:400 – 700 美元。
霍巴特 AirForce 40i
最大切割厚度:干净切割(C)最大可达 20 毫米(7/8 英寸),切断(Sn)最大可达 25 毫米(1 英寸)。
切割速度:经济(20-22英寸/分钟 500-560毫米/分钟)。
材料兼容性:大多数黑色金属和有色金属。
主要特点:内置空气压缩机,与基于逆变器的技术性能一致。
价格范围:2000 – 2400 美元
分析与建议
就功能和性能而言,Powermax 45 Hypertherm 和 Miller Spectrum 625 X-TREME 在锋利切割和边缘精度方面超越了所有竞争对手。相比之下,Lotos LTP5000D 是普通用户和一些轻工业消费者的合理价格选择,同时仍保持价值。选择理想的等离子切割机应与手头具体工作的要求、要使用的材料和财务支出限制相匹配。

切割不同类型金属时可达到的厚度因其物理特性而异:
在选择正确的设置和机械来切割相应类型的金属时,意识到这些差异是至关重要的。
我认识到材料的导电性对切割性能影响很大,就像对其他材料的影响一样,因为像铝这样导电性更强的材料会迅速散热。这使得很难实现最佳热力学输入,从而导致切割效率降低和最大切割金属厚度降低。另一方面,像低碳钢这样导电性较差的材料可以保留热量,从而实现更有效、更精确的切割。
当涉及针对不同类型金属进行设置调整时,我的主要重点是改变功率和气流以及切割速度,使其与材料的热性能和物理性能成比例。对于高导电性金属(例如铝),我会提高功率输入并降低切割速度,因为热量会快速散失。对于导电性较低的金属(例如低碳钢),我会在一定公差范围内降低功率设置并优化切割速度以实现精度。平衡所有这些因素可以高效精确地切割不同的材料。
等离子切割的质量受多种因素影响,例如边缘光洁度、热量扰动、熔渣形成和切割角度等。这也适用于被切割材料的厚度。等离子切割机的电弧已被证明对较薄的材料非常有效,并能实现干净的切口,具体取决于切割机的规格。等离子切割的切口宽度通常在 04 到 06 英寸之间。此外,较薄金属的热影响区较低,因此发生翘曲的可能性较小。
相反,为了在切割较厚的材料时保持质量,需要调整功率和切割机移动速度的设置。例如,如果钢材厚度超过一英寸,切割机必须移动得更慢,以便等离子弧有机会穿透。随着要切割的材料厚度的增加,切口宽度和切割边缘的角度也会增加。
随着等离子切割技术的新进展,尤其是高清等离子 (HDP) 系统,厚金属切割的质量得到了改善。这些系统由于电流水平增加以及等离子弧更加集中,切割边缘更锋利,棱角更小。研究表明,HDP 系统的厚度可达 2 英寸,可以使用低至 ±0.005 英寸的公差,这使其成为高精度工作的理想选择。
处理厚材料时,选择合适的气体也很重要。例如,氧气最适合切割厚度不超过 1.25 英寸的低碳钢,而氢气和氩气的混合物可以更有效地切割不锈钢和铝。最大限度地平衡这些变量可使操作员实现理想的切割质量,而与厚度无关。
在追求较厚材料的最高切割质量时,应特别注意以下因素:
通过掌握这些变量,您可以毫不费力地在较厚的材料上进行准确、一致的切割。
合适的耗材对于有效的厚切割至关重要,因为它们可以保证所需的产量和性能。电极、喷嘴和防护罩等优质耗材可承受较厚材料产生的高热应力和机械切割应力。正确维护和及时更换这些部件可避免边缘不规则、穿透问题甚至效率低下。使用合适的耗材对切割系统进行维护可提高准确性、最大限度地减少停机时间并有助于延长设备的使用寿命。

由于与工业级系统相比功率输出较低,手持式等离子割炬切割非常厚的材料的能力有限。大多数手持式设备可以有效切割厚度不超过 1 英寸的材料,但切割厚度超过此厚度可能会导致切割速度变慢、精度降低和边缘不够精致。对于较厚的材料,通常首选高容量机械化等离子切割机或替代切割方法。
在较厚的金属上使用手持式等离子切割机时,可以采用多种技术来提高性能并获得最佳效果。为了优化工艺,您可以做的一件事是将等离子切割机的电流设置为最大值,以便有足够的能量穿透金属。同样重要的是确保密切监控占空比,以避免机器过热或损坏。
选择合适的耗材同样至关重要。如果使用能够承受最大切割的高质量耗材,部件的性能和使用寿命将大大提高。还需要定期清洁和检查喷嘴和电极是否有磨损迹象,以保持最佳切割条件。
尤其是对于切割速度较慢的较厚材料,保持均匀的切割速度非常重要。割炬控制(例如与工作表面的距离(间距高度))在有效操作和最大限度减少熔渣堆积方面起着关键作用。
另一种有助于切割较厚材料的先进方法是预热金属。当使用割炬或其他加热元件预先加热金属时,等离子弧可以以较小的阻力切割,从而实现更轻松、更干净的切割。
最后但并非最不重要的一点是,一些操作员实施了斜切方法,即以一定角度开始切割。这种技术有助于切割处于设备容量上限的金属。起始角度有助于减少对等离子弧的初始阻力,从而允许在切割过程中实现更大的穿透力。虽然非常厚的材料不太适合手持设备,但这些方法可以帮助有效和安全地最大限度地利用设备。
对于非常厚的材料,使用手持式等离子切割装置不再有效,应该改用 CNC 等离子切割系统。与手动设备相比,CNC 等离子切割机具有更高的精度、一致性和功率,尤其是在 CNC 等离子切割台上。现代工业级 CNC 等离子系统现在能够切割 2-3 英寸的材料,而一些高级型号可以超越该范围,具体取决于金属类型和等离子系统安培数。
不仅能够智能地管理较厚的金属,而且还能保证切割更干净、更精确。例如,不锈钢或铝材可以用 CNC 等离子切割机切割,切割质量接近激光边缘,几乎无需后处理。此外,使用 CNC 等离子系统可以通过程序进行切割,无需人工干预,有效消除大规模或重复性项目的错误和低效生产。
电流为 400 安培或更高的等离子切割机通常被归类为重型切割机,可以切割厚度为 3 英寸或更深的低碳钢厚材料。厚度、切割质量、材料类型等各个方面都会影响选择合适的 CNC 等离子系统。与传统切割方法相比,工业级 CNC 等离子切割系统可以提高生产率、精度和材料节省,即使是最难切割的厚金属件也可以。

切割速度和材料厚度之间的相互作用是等离子切割过程中生产率的一个重要方面。众所周知,切割速度对切割质量、边缘垂直度和热影响区 (HAZ) 有显著影响。对于较薄的材料,切割速度越高越好,因为这样可以切割干净,熔渣少,热损失也低。另一方面,较厚的材料需要较低的速度,以便等离子弧穿透材料的体积更大。
等离子切割现代技术的发展,包括高清等离子系统,提高了速度和厚度比的精细化。例如,当今的系统可以以高达每分钟 150 英寸的速度切割,厚度为 0.5 英寸,精度相当高,熔渣很少。然而,对于厚度超过 1 英寸的材料,切割速度通常会降低到每分钟 20-40 英寸左右,具体值取决于设备和材料特性。
保持有效操作还取决于气体类型和电流强度,这些同样重要。更高的电流强度设置允许在较厚的材料上实现更快的切割速度,而氧气或空气等气体混合物则进一步提高切割效率。知道如何适应这些变量可以保证始终如一的高质量结果和有效操作,无论材料厚度如何。
在切割较厚的块时,需要调整切割速度以满足精度和生产率水平。为了确保切割弧完全进入材料,从而降低不完整或粗糙切割的可能性,需要设置较低的速度。例如,研究建议每增加 10 毫米材料厚度,切割速度就降低 20-5%,以获得最佳的熔渣和边缘光滑度。
不同的部件也需要根据其特性进行不同的更改。创造性地,对于钢板,20 安培输出的切割速度估计约为 60 IPM 是合理的;它可用于切割厚度为 0.75 英寸的材料。相反,0.25 英寸厚的钢材可以在相同电流下以大约 50 IPM 的速度切割。对于铝,较厚的等级需要较慢的旋转才能准确切割,因此切割速度和电流之间的正确比率取决于厚度。
过热或变形与速度、气体类型和电流强度有关,因此平衡至关重要。这可以根据所需材料规格使用带有预编程指令的最新设备轻松调整。建议执行设置和验证测试,以确定每项任务的有效切割设置。
厚金属的切割质量很大程度上取决于切割速度,其中一个因素是边缘的光滑度和材料的保真度。切割速度过高,必然会出现缺陷,增加炉渣沉积、斜角切割和粗糙边缘的可能性。另一方面,切割速度过低可能会导致过热并导致严重变形,以及过多的热影响区 (HAZ),所有这些都会对金属的结构特性产生不利影响。
例如,当谈到等离子切割时,速度方面存在一个最佳点,这取决于材料类型及其厚度。研究表明,对于 1 英寸(25.4 毫米)厚的不锈钢,最佳切割速度介于 15 到 25 IPM 之间,而对于厚度为 2 英寸(50.8 毫米)的较厚材料,所需的切割速度介于 8 到 12 IPM 之间。与等离子切割类似,激光切割需要较慢的速度来切割较厚的板材,以便切割光束有足够的时间穿透材料而不会影响质量。
正确评估最佳速度还取决于所使用的切割气体,因为氧气或氮气等气体可能会影响冷却速度以及切割的平滑度。这表明,切割速度、功率设置和气体类型之间必须保持平衡,以平衡效率和质量。建议在观察切割面是否有任何瑕疵时进行校准测试,以帮助优化参数并获得更好的结果。

在切割厚金属时,材料的厚度和类型仍然是等离子切割机功耗的首要因素,这决定了功率要求。等离子切割机使用其输出的额定电流进行切割,这与切割能力有直接关系。例如,工作电流为 40 的等离子切割机可切割厚度为半英寸(12.7 毫米)的金属,而工作电流为 80 安培的切割机可切割厚度高达 1 英寸(25.4 毫米)或更大的金属。
另一个主要考虑因素是输入电压,这一点尤其重要;大多数等离子切割机在标准应用中以 110/120V 运行,在要求更高的应用中甚至以 220/240V 运行。工业级等离子切割机可能需要使用三相电源,这通常是切割厚度超过 1.5 英寸的金属所必需的。
占空比,即在不引起过热的情况下特定电流的工作时间,也是一个关键测量指标。占空比为 60% 或更高的机器是有益的,因为它可以切割高要求的金属,而不会不断中断。
改进的技术(如基于逆变器的电源)使现代等离子切割机更易于使用和控制。此外,现代设备提供了增强的移动性和效率。选择等离子切割机时,必须考虑电流和电压,还必须考虑要切割的材料。例如,铝和钢具有不同的切割要求。这种分析可确保获得最佳效果,同时延长设备的使用寿命。
需要分析几个重要因素来确定切割厚材料所需的电源。其中最重要的是安培能力。当切割厚度大于 1 英寸(25.4 毫米)的金属时,通常建议使用超过 200 安培的切割机。足够的安培数可确保有足够的能量切割致密材料,并且切割速度足够,这有助于在金属切割任务中实现更高的效率。
此外,机器的占空比也是最重要的因素之一。最大电流下 60% 的占空比意味着机器可以在可能的 6 分钟周期中运行 10 分钟而不会过热。对于需要长时间频繁操作的工业用途,占空比为 80% 或 20% 的设备最适合,因为它们提供不间断的性能并降低过热风险。
电源类型也非常重要。一般来说,三相电源更受青睐,因为它们能够处理更厚材料的更大功率负载。与单相系统不同,三相系统可用于工业环境,它们可提供重型切割所需的稳定电力。
对于厚金属切割,高效的逆变器技术与等离子切割机配合使用时,可实现更高的精度和生产率。这些系统更节能,同时能够更严格地控制电弧稳定性和切割速度等参数。这些功能与高频启动或引导电弧技术相结合,有助于提高边缘质量并最大限度地减少后处理工作。
例如,使用 Hypertherm Powermax 系列和 Lincoln Electric 型号的机器,只要配置正确,就能可靠地完成 1.5 英寸的切割。这些机器配有气流调节选项,从而减少了高级应用中的后处理工作。
综合考虑电流、占空比、电源类型和技术等因素,有助于正确选择适合等离子切割特定需求的设备,确保提高效率和耐用性。
对于厚材料应用,占空比对于等离子切割设备的选择极为重要。占空比代表机器在需要冷却时间之前 10 分钟内能够在指定电流和电压下运行的时间。例如,60 安培占空比为 80% 的等离子切割机可以运行 6 分钟中的 10 分钟,需要 4 分钟的冷却时间。
这表明,用于切割厚材料的等离子切割机对机器占空比的要求更高,因为它们需要在更长的时间内以更高的平均值工作。对于持续运行,占空比较高的机器是理想的选择,尤其是在工业环境中。研究和经过验证的信息表明,不低于 60% 和 80% 的占空比对于切割厚度超过一英寸且难度较高的材料来说是理想的选择。Hypertherm Powermax85 就是这样的机器之一,它在 65 安培时拥有 85% 的占空比,保证在指定参数下使用时不会过热,充分体现了这种能力。
此外,放弃机器的工作周期也会导致过热,从而导致切割金属时内部零件和整体效率受损。选择具有足够工作周期能力的等离子切割机不仅可以提高生产率,还可以减少停机时间并节省维护费用。对于更密集的操作,拥有先进的冷却设备;例如,液冷系统可确保稳定性并进一步提高扩展操作能力。如果需要满足准确高效切割厚材料的严格要求,那么在工作周期内理解和强调设备选择非常重要。
等离子气体的选择对等离子切割的整体性能、质量和效率起着至关重要的作用,尤其是对于较厚的材料。对于低碳钢,经济实惠的空气等离子通常可以提供良好的切割效果,切割厚度不超过 25 英寸(XNUMX 毫米);然而,能量密度不足会导致切割速度较低,较厚的材料边缘较粗糙。此外,空气等离子中的氧气会引起氧化,导致切割质量低于预期。
为了在切割厚度更大的材料时获得更好的切割质量,氧气、氮气或氩气-氢气混合气等等离子气体可提供更好的切割效果。例如,氧气等离子以切割速度更快和碳钢边缘更光滑而闻名,通常用于切割厚度不超过 2 英寸(50 毫米)的材料。氮气等离子与高导热性相结合,非常适合切割不锈钢或铝,可切割厚度超过 2 英寸(50 毫米)的材料。对于极端使用和高合金钢,氩气-氢气混合气是完美的选择,因为它们与高电流输出和先进的等离子系统配合使用时,可以切割厚度超过 3 英寸(75 毫米)的材料。
等离子气体类型的选择取决于材料类型、厚度和所需的边缘质量。虽然空气等离子足以满足通用切割的要求,但专用气体混合物可以以更快的速度、更高的清洁度和更高的可靠性切割厚材料。
使用等离子切割机切割材料时,根据材料类型和系统规格调整气体压力和流速对于优化气体流量和厚度至关重要。气体流量过大或不足会对切割弧的质量产生负面影响。最好先阅读制造商关于特定等离子系统和气体类型的说明。还需要进行高纯度气体输送和适当的喷嘴定位,以避免对等离子弧造成任何干扰。持续启用耗材更换还可确保不间断的气体流动,从而增加完成切割的可能性。遵循这些提示可以轻松切割宽度更大的材料。
对于厚材料,切割气体的选择是影响切割质量的主要因素。等离子切割需要使用氧气、氮气或压缩空气,根据切割材料的不同,每种气体各有优势。例如,氧气可以使碳钢切割得更直、无渣,而氮气氧化程度较低,更容易在不锈钢上产生优质的成品边缘。非常厚的材料最好用混合气体切割,如氩气和氢气,因为这些混合气体具有更好的电弧稳定性和传热性。根据材料和厚度使用适当的气体类型可确保边缘质量一致、返工最小化和效率最大化。始终遵循等离子系统制造商的指导,以优化性能并获得最佳效果。
答:等离子切割机通常可以切割厚度最大为 1 英寸的薄板和板材,而切割高端先进钢板则可达到惊人的 6 英寸,这完全取决于切割机的材料类型和功率。手持式等离子切割机的最大切割厚度通常约为 1 英寸,而高端等离子切割机则可以切割厚度达 6 英寸的钢板。
答:可用的切割功率、等离子弧的质量、工件类型以及工艺是机械化还是手持式,都会影响等离子切割机的最大切割厚度。在确定切割能力时,等离子切割机的电流强度可以说是最重要的考虑因素。毕竟,这是唯一真正决定切割能力的因素。
答:无一例外,等离子切割机都是万能的,这使得它们非常适合用于切割钢材、铝、铜甚至黄铜。其他金属包括不锈钢,也可以切割,不过切割厚度会因具体设置而异。
答:切断切口是等离子切割机可以切割的最厚的横截面切口。切断切口的边缘质量较差,材料的切割边缘可能比较粗糙,需要进行额外的精加工。切断切口厚度通常大于高质量切割的推荐最大切割厚度。
答:切割台是管理的基础 等离子切割工艺。它支撑要切割的金属板,同时保持等离子炬和材料之间的所需距离,以实现最佳切割效果。良好的切割台还有助于控制切割烟雾和烟气,从而提高切割质量,并有助于在致密材料中进行更准确的切割。
答:手持式等离子切割和机械化等离子切割的主要区别在于,手持式等离子切割具有机动性,而机械化切割则独立使用计算机系统进行切割。手持式等离子切割更便携、更灵活,非常适合小型项目或现场工作。机械化方法还具有更高的精度和更低的生产成本,但是,工业应用需要更厚的材料,而手持式切割无法支持这种材料。
答:电离气体(即等离子)的质量是切割过程中最重要的部分之一。当等离子的质量更高且成分合适时,流速会变得更加集中,从而产生更热的等离子弧。因此,这使得切割更加干净,切割更薄或更厚的材料可以提高整体性能。气体纯度、割炬设计以及电源稳定性等因素都会影响等离子的质量。
答:当然,尤其是更高级的等离子切割系统。这些先进的机器使用强大的等离子发生器与计算机控制的运动系统协同工作,从而提高了切割厚金属板时的精度。然而,随着厚度的增加,精度变得越来越难以保持,而替代技术(如激光切割)可能更适合在非常厚的材料上实现极其精确的切割。
1. 铝合金和钛合金表面组织的形成 直流正反极性等离子切割
2.反向极性等离子切割100mm厚铝、铜、钛合金板材的几何畸变、边缘氧化、结构修改和切割表面的形态。
3. 通过等离子弧切割工艺检验 AISI304 不锈钢的切割性能

