

制造工艺相当复杂,生产方法的选择与此直接相关。
了解更多→
正确控制切削速度和进给速度至关重要。 加工钛 — 设置过高会加速刀具磨损;设置过低则会浪费加工时间。本指南详细列出了常见钛合金的具体切削速度和进给参数,并提供了车削、铣削和钻孔的实用范围。如需全面了解钛合金牌号和加工策略,请参阅我们的[此处插入链接]。 CNC加工钛导轨.
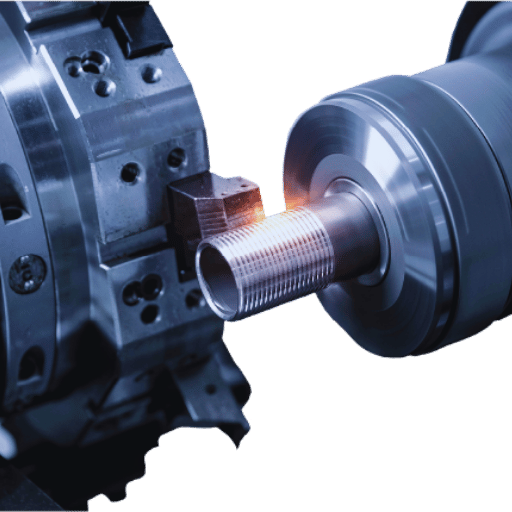
钛合金的加工是一项独特的工作,因为它具有特定的强度、耐腐蚀性,并能承受极端的热条件。所有这些特性使其成为一种适合严格使用的非凡金属。然而,这些特性在试图塑造它时会造成困难。它的低导热性导致热量集中在切削刃上,增加了刀具磨损。此外,钛合金的强度使其承受较大的工作负荷,产生更大的切削力和更低的材料去除率。这些特性使得采用适当的加工技术至关重要。通过适当选择切削参数和刀具,机械师可以提高效率和质量,同时有效地加工钛合金零件。
钛由于其优异的特性,在生产行业中具有优势:
克服这些障碍可以实现高效的钛合金加工,需要先进的刀具、优化的切削参数和精确的过程控制。
钛的热特性和化学特性极大地影响了其加工的切削速度。这些因素包括:
这些特点和因素影响着加工效率和刀具寿命,从而限制了加工参数的优化。
确保在切割钛合金时使用正确类型的刀具对于实现精度和生产率至关重要。首选由硬质合金制成或涂有硬质合金的刀具,因为它们能够承受加工钛合金时产生的高强度和高温。此外,具有锋利、高耐磨刀刃的刀具对于控制温度和过度磨损至关重要。使用优质冷却液或润滑剂也有助于保持适当的温度并最大限度地减少切割过程中的摩擦力,从而提高工作质量。
由于材料的特性,冷却液和润滑在钛加工中至关重要。钛导热能力低,导致热量聚集在切削区,从而增加了工件热损伤的可能性,并加剧了切削刀具的磨损。使用冷却液是必要的,因为它可以有效地将热量从刀具和工件上转移出去,从而在切削界面上创造稳定的条件。
性能优越的冷却液,尤其是由纯物质和部分纯物质配制的冷却液,由于其热控制更好,并且切削刀具上积屑瘤 (BUE) 的可能性更小,因此在钛加工中更为有效。此外,充分的润滑可减少刀具和工件之间的摩擦,从而促进切削过程并延长刀具寿命。一些研究人员声称,使用冷却液可以提高加工效率,报告称表面光洁度和尺寸精度提高了近 50%。
由于最小量润滑 (MQL) 和低温冷却等革命性方法的出现,钛的机械加工操作得到了显著改善。通过精确定位润滑区域,MQL 可优化精度,同时保持极低的冷却剂消耗,从而最大限度地减少环境浪费。低温冷却采用过冷液氮或二氧化碳在超低温下进行有效冷却,以帮助加工由于尺寸极端范围而存在问题的复杂钛部件。这些策略加强了冷却剂和润滑剂的实用性和重点使用,这对于机器的平稳运行和耐用性至关重要。
调整切削参数对于尽可能高效地去除磨屑和延长刀具寿命至关重要。基本参数是切削速度、进给率和切削深度。切削速度必须适合材料和刀具的特性;否则,可能会发生过度磨损或热损坏。进给率通常会试图平衡生产率和精加工质量,但有时,刀具可能会过载。必须适当选择切削深度,以免超出刀具的限制,但仍能保持稳定性和精度。这些参数必须确保考虑到机器能力和工件材料,以最低成本实现最佳性能。

所有这些因素都集中于需要选择正确的刀具、精确的切削参数和合适的冷却技术,以获得最佳的加工性,同时又不影响刀具的寿命,从而导致操作效率低下和费用增加。
由于钛的导热性低且强度高,钛加工往往会产生相当高的切削力,从而导致刀具磨损和能量消耗增加。为了最大限度地减少上述力,使用保存良好的切削刀具、降低切削速度和适当的冷却系统至关重要。有效管理切削力可延长刀具寿命、改善表面光洁度并减少非生产时间,从而降低加工成本。
在加工钛等特定材料时,切屑厚度和切削刃几何形状是评估任何刀具性能的最关键因素之一。切屑越薄,切削力就越容易施加,产生的热量就越少,刀具的整体寿命也就越长。另一方面,只有正确设置进给率和切削深度,才能实现最佳切屑厚度。研究表明,通过最小厚度的侧切屑流辅助,可以大大提高冷却能力,减少刀具和工件的热负担。
此外,切削刃几何形状在加工性能标准中也至关重要。机床性能也可能因切削刃的变化而提高,例如角度。较大的角度可能会降低刀刃强度,最终导致刀刃过于锋利,材料中会出现切屑。刀具设计方面的进步可能会减少这种情况,例如可变刀刃几何形状和涂层,从而避免应力问题。刀刃具有正前角和战略性微几何形状增强的刀具在高速加工操作期间可实现出色的切屑控制和耐磨性。
解决这些因素、切屑厚度和切削刃几何形状可确保制造商实现加工效率、刀具寿命、表面质量、成本节约和生产率。
高速加工具有多项优势,例如生产率高、材料去除速度快、表面光洁度更好。它允许更高效地执行二次操作。此外,如果在最佳条件下进行,它可以通过减少切削力和热量积聚来延长刀具寿命。
尽管如此,该程序确实存在风险。如果速度过高,可能会出现刀具过度磨损、工件热损坏和振动不稳定性,这对于精密工作(例如加工新型材料)来说太高了。钛的材料特性(例如其强度和低热膨胀性)进一步凸显了仔细平衡机器参数的重要性。适当选择切削刀具、冷却液和进给率是充分利用材料的关键。
可以遵循以下策略来降低刀具磨损率,从而在极端高温下加工时避免刀具磨损。
这些措施将显著提高加工性能,降低刀具磨损率并提高工件质量。

在加工钛合金时,选择合适的刀具材料对于延长刀具寿命至关重要。由硬质合金和具有高级涂层(如氮化钛铝 (TiAlN))的刀具具有必要的耐热性和硬度。此外,高陶瓷和金属陶瓷刀具可用于对热稳定性要求较高的特定应用。选择合适的刀具材料可最大限度地减少严苛切削条件下的磨损和变形,并提供一致的性能。
在减少刀具磨损和刀具变形方面,我注重使用正确的加工工艺和选择合适的切削条件。制造刀具时,要特别注意确保使用适当的切削速度和进给,以避免不必要的热量,这是刀具快速磨损的主要因素。使用高压冷却液系统可以有效地去除热量并减少切削过程中刀具的摩擦。此外,我在刀具上使用现代耐热和耐磨涂层,例如 TiAlN。定期检查切屑控制和刀具钝化是否正确,以便我能够迅速采取行动,从而平衡最佳刀具寿命和一致的加工性能。
通过优化切削和进给率深度,可以平衡切削效率和刀具寿命。切削深度越大,材料去除率就越高。但是,切削力越大,刀具的磨损或变形就越大。另一方面,将进给率调整到合适的水平可以优化表面光洁度,并降低刀具过应力的可能性。考虑到加工材料和所用刀具,应使用市场建议的变量进行加工操作。应在合理范围内进行更改,并进行测量,以确保始终满足有关操作参数的安全界限,从而实现可靠的性能。
答:钛合金加工存在一些问题,主要是因为这种材料的导热性低。切削温度会显著升高,切削刃材料会迅速劣化,工件会毫不费力地变硬。此外,钛合金弹性低、强度高,因此依靠特定的工具和技术来提高生产率会进一步增加这些挑战。
答:由于钛的弹性较低,因此需要的切削速度很低。但这种冷却辅助剂可以防止切削刀具边缘的热膨胀。因此刀具的磨损会大大减少。
答:在钛材料切削加工中,硬质合金刀具是首选,因为其在高切削温度下具有出色的保持切削刃稳定性、耐磨性和耐久性的能力。
答:由于钛合金导热性差,切削时产生的温度不易消散,温度集中在切削界面处,因此切削速度应较低,切削时应采用适当的冷却方式,防止损伤。
答:钛合金的加工硬化使切削表面的材料在加工时变得复杂,增加了刀具磨损。因此,必须不断调整切削速度、刀具材料和加工策略,从而增加加工程序的攻击性。
答:钛除了具有良好的强度体积比和耐腐蚀性之外,还具有生物相容性等特殊优势,这些特性确保它可用于医疗、航空航天和汽车工业。
答:一种有前途的刀具选择策略是选择具有适度前角和涂层的硬质合金刀具,以提高耐热性并减少摩擦。使用 CNC 加工也可以在工厂外获得高质量的结果。
答:对于钛合金的加工,由于耐热性和耐磨性较低,通常会避免使用高速加工,但在有限的情况下,只要有足够的冷却和精密的切削刀具,就可以有效地提高去除率,而不会大幅损害刀具寿命。
答:钛合金 Ti-6Al-4V 用途广泛,因此加工难度较大也就不足为奇了。由于成分和结构不同,加工难度较大。不过,只要使用适当的切削参数和刀具选择控制,就可以成功加工。
答:加工钛合金时,需要选择适当的 RPM 水平,因为这些值对于充分利用高速优势并管理刀具切削和磨损温度至关重要。例如,RPM 通过使用三种改进方法(加热、润滑和刀具选择)来改进材料的效率。
1.谢等,2022(谢等人。 2022 年,第 2701-2713 页)
2.彭等2023.(Peng 等人,2023 年)
3. 王 (2023) (Wang,2023,第 4915–4942 页)


