

制造工艺相当复杂,生产方法的选择与此直接相关。
了解更多→
聚四氟乙烯(许多人称之为特氟龙)的加工工艺对工程师和制造商来说都有独特的优势和困难。其非凡的耐化学性、低摩擦性和宽工作温度范围使其适用于几乎任何应用。然而,PTFE 的柔软、粘性和粘弹性特性可能会使加工变得具有挑战性。本文旨在为您提供最相关的考虑因素、策略和建议,以成功加工 PTFE。从帮助优化工具选择、改善表面光洁度、最大限度地减少常见问题以及精度和准确性问题,本文确保加工的每个方面都 特氟龙加工 被覆盖。

与特氟龙一起使用,这些操作将有助于实现准确性并提高结构完整性,同时优化加工过程。
聚四氟乙烯 (PTFE) 是一种具有出色特性的人造氟聚合物。它具有惰性,这意味着它不会与腐蚀性元素发生化学反应;因此,它非常适合在恶劣的化学条件下使用。PTFE 还具有非常低的摩擦系数,这有助于在有磨损和润滑的情况下使用。此外,这种材料的耐热性非常低,因此高温不会影响其稳定性。此外,它还是一种极好的电绝缘体。由于这些特性,PTFE 广泛应用于航空航天、电子和医疗工程行业。
在 PTFE 加工过程中,选择切削刀具时需要小心谨慎,因为 Teflon 的摩擦力和柔软性容易导致所选表面损坏。具有锋利切削刃的硬质合金或高速钢 (HSS) 刀具效果最佳。此外,单点刀具或直刃刀具可产生更干净的切割效果。低切削速度和受控进给率是控制材料变形或撕裂的理想选择。为了获得最佳效果,请事先清除切削刀具的维护和校准。
使用切削液或油尽可能彻底地润滑和冷却系统,以最大限度地减少加工过程中的摩擦和热量产生。这也会改善刀具磨损和散热。使用锋利和高级的刀具来提高操作的流畅度,减少刀具材料界面的磨损。设置切削速度、进给率和切削深度,以满足所需的加工目标,而不会使刀具过热,同时能够充分提取材料。最后,使用具有更好的耐热和机械耐磨性的切削刀具材料以及更好的材料和涂层选择。
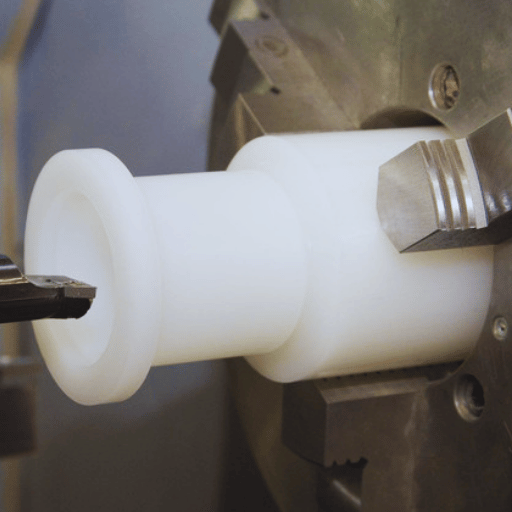
由于 CNC 铣削能够加工出复杂的形状,因此可以有效地加工特氟龙。应使用锋利的硬质合金刀具来获得最佳效果,同时以最小的变形实现材料切割。由于特氟龙的导热性低,必须采用中等切削速度和降低进给率以防止过热。应使用适当的夹紧和固定方法来实现最佳稳定性并避免加工过程中的工件移动。充分使用冷却液也可以减少热量,同时改善整体表面光洁度。
为获得优质的加工结果,选择最佳的特氟龙 (PTFE) 切削速度至关重要。由于 PTFE 具有熔点低、延展性高等特性,因此应注意切削参数。根据经验,PTFE 的最佳切削速度为每分钟 200 至 400 表面英尺 (SFM)。但是,该值可能会根据刀具材料、刀具几何形状和机器工作的特定条件而发生变化。
由于材料过热、变形或粘连的可能性较高,因此通常更倾向于采用更被动的切削速度。此外,进给率应适中,通常在 0.004 到 0.012 s IP 之间,以实现恒速切削。非涂层硬质合金或高速钢刀具必须锋利,以降低与特氟隆零件的摩擦,从而提高零件的精度。
此外,在加工时尽量减少振动和冷却也同样重要。虽然 PTFE 不易积聚热量,但使用足够的冷却液可以更好地控制尺寸,同时延长刀具寿命。遵循这些说明并考虑加工设置的具体情况,使用 PTFE 的最佳切割速度将变得可靠且高效。
PTFE 的低摩擦特性使刀具能够以更高的加工速度和进给率运行,从而提高材料去除率。这和最小化的热量产生可改善表面光洁度和刀具寿命。相反,如此低的阻力要求进给率调整具有相当高的精度,以避免切削刀具啮合不足和尺寸控制不足。在最佳速度和进给范围内的适当平衡有助于有效利用材料的低摩擦特性,同时确保良好的加工质量。
除了选择合适的切削速度外,实现严格的公差还需要注意材料特性、工具和机器刚度。研究表明,切削速度直接影响热膨胀、振动和工具偏转,这些都会对尺寸精度产生不利影响。大多数研究表明,在加工特定材料时保持在推荐的速度范围内可以将热变形减少多达 15%,从而实现更精确的加工。
例如,在铝材的高速加工过程中,500-1,500 SFPM(表面英尺/分钟)的切削速度可在材料去除率和精度之间实现最佳平衡,同时最大程度地减少颤动。对于钛合金等刚性更强的材料,标准速度为 100-300 SFPM 左右,以防止刀具磨损和热致误差,尤其是在使用特氟隆时。实现更严格公差的一个有利因素是先进的加工中心,这些加工中心拥有最先进的振动监测系统,可实时反馈调整速度和进给控制。
明确定义的受控环境、描述的工具选择和严格的速度设置相结合,使得实现航空航天和医疗制造行业至关重要的尺寸公差成为可能。
由于热膨胀,PTFE 往往会显著膨胀,从而对加工时的尺寸公差产生不利影响。随着温度升高,PTFE 的膨胀程度比大多数材料都大,因此必须在设计和加工过程中减轻这种现象。如果零件在最终检查前在受控的室温下稳定下来,则可以实现精确的公差。此外,在确定可接受的公差时,应考虑零件工作温度范围的下限和上限,因为应用环境会导致 PTFE 的尺寸因热条件而发生很大变化。

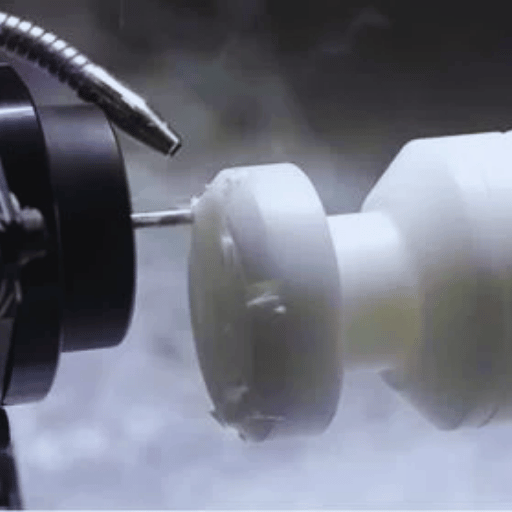
由于 PTFE 质地柔软且不易磨损,因此钻孔时需要采用与其他加工技术不同的方法。PTFE 是一种柔软的材料,在压力下很容易变形;因此,高效钻孔需要锋利的工具和较低的进给率,以防止不准确和撕裂。与刚性材料相比,PTFE 还会产生长而细长的切屑,需要进行有效管理以确保钻孔不会中断。PTFE 的冷却也不是那么重要,因为它的导热性低,在加工过程中不会产生大量热量。与更具磨损性和更复杂的材料相比,这些方面使得钻孔 PTFE 时工具的选择和速度调整变得更加重要。
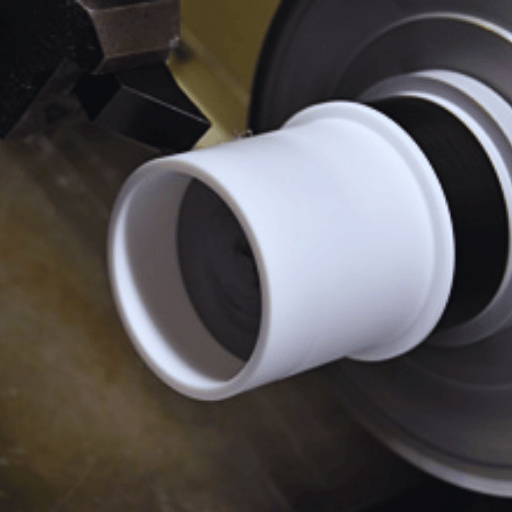
特氟龙部件的最佳加工工艺取决于所需的精度和几何形状。低切削速度的锋利高速刀具可最大限度地减少变形,并在车削操作期间提供干净的表面。铣削最好使用高速立铣刀来产生光滑的表面和准确的尺寸特征。可以进行粗锯,但对于高精度的薄特氟龙板,最好使用激光切割。专为较软材料设计的螺纹丝锥有助于减少螺纹损坏。对于所有操作,较低的进给率和适当的锋利度可实现更好的结果,同时保持零件完好无损。
我使用专门的加工服务来处理复杂的 PTFE 设计,以保证准确性和质量。这些服务拥有先进的机器和专门针对 PTFE 柔软性和低摩擦性的知识,这使得这些工艺适合于 Teflon 组件。通过熟悉材料障碍的专家,我可以实现复杂的零件形状、较小的公差和精致的表面,同时保持结构的坚固性。这种方法更省时,最大限度地减少了材料浪费,并确保最终产品按照精确的要求制造。
答:PTFE 可以使用不同的加工操作进行加工,例如 CNC 加工、车削、铣削和钻孔。这些工艺在实现 PTFE 材料所需的属性时具有适应性和灵活性。
答:加工特氟龙的一些好处包括摩擦系数低、耐化学性极佳以及在很宽的温度范围内保持强度。这些优良特性在制造复杂且特殊的特氟龙部件时非常有用。
答:特氟龙的低摩擦系数有利于机械加工,因为它可以最大限度地减少工具磨损,使加工变得轻松。因此,它在精密加工中最具优势,特别是在需要易滑动和低阻力的应用中。
答:PTFE 因其柔软性、在压力和热膨胀下容易变形而被认为难以加工。这些因素要求仔细注意加工条件和工具考虑,才能成功生产 PTFE 零件。
答:CNC加工是最合适的选择,因为它可以用PTFE材料制作出精确、复杂的切口。
答:PTFE 的特性(例如高热膨胀、不粘表面和低机械强度)对加工有显著影响。这些特性需要特定的策略(例如较低的切削速度和更锋利的刀具)才能有效地进行加工过程。
答:CNC 加工服务可确保快速重复地进行精确切割,从而提高 PFTE 部件的产量。它还可以同时实现复杂的设计和严格的公差,这对于 PFTE 组件至关重要。
答:必须使用高速钢或碳化物等专用工具,并保持锋利,以防止特氟龙在进行光滑表面处理时变形。这些工具也需要在较低的速度下工作。
答:标准特氟龙可以用标准加工设备进行加工,但必须进行一些调整,例如降低进给率和速度,以防止材料受损。
答:PTFE 制成的零件在工业应用中受到青睐,因为它们对化学物质具有惰性,具有出色的绝缘性能,能够在高低温下工作等等。
1. “‘不同类型陶瓷托槽与不锈钢托槽与特氟龙涂层不锈钢及不锈钢弓丝的摩擦阻力比较评估’的体外研究”,K. Bhat 等人 (2022) (Bhat 等人,2022 年)
2. “使用方差分析方法研究聚四氟乙烯材料的表面粗糙度”,S. Ananthkumar 等人著。(2022 年)(Ananthkumar 等人,2022 年)
3.“利用 MQL 工艺的磨削性能:砂轮清洁喷射与特氟龙和氧化铝块砂轮清洁的比较”,作者:F. Ribeiro 等人(2020 年)(Ribeiro 等人,2020 年,第 4415–4426 页)


