

製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
押出成形プロセス 押出成形は、最も重要かつ用途の広い製造技術の 1 つであり、無数の材料を精密で機能的な形状に成形します。注目すべき点の 1 つは、建設業界と自動車業界では複雑な形状が必要であり、パイプや食品製品の押出成形などの日常的な用途があることです。しかし、その多面的な性質をさらに深く調べると、次のような疑問が生じます。どのようにして、このような用途の広い機能を正確に実現するのでしょうか。この論文では、押出成形手順とそのさまざまな適用技術の技術的な詳細を説明し、現代の製造技術革新における押出成形の重要性について説明します。あなたがこの分野のメンバーであるか、または日常生活の製品を定義するロジックに単に興味がある場合、この長い論文は、押出成形プロセスの科学に対するあなたの理解を深めるでしょう。

材料を押出ダイに押し込んで所望の断面に成形することを押出成形と呼び、これは製造プロセスです。これは金属、プラスチック、さらにはセラミックにも広く使用されています。押出成形プロセスは通常、材料を加熱または軟化させてからダイに押し込んだり引いたりすることから始まります。その後、再仕上げと加工を行うことで、所望の形状を実現できます。押出成形は、効率性、汎用性、精密で複雑な形状を製造できるため、高い価値があります。
ポリマーの押し出しは、ポリマー物質を加熱して成形することにより、一定の断面を持つ部品を製造することです。これは、加熱ジャケット付きのバレルにポリマー粒子を入れることから始まります。この粒子は、機械的攪拌 (せん断) と温度上昇によって加熱されます。その後、ポリマーは押し出し機から押し出され、希望するプロファイルのダイに押し出されます。最初に、固化した構造が冷却装置によって冷却されます。次に、最終製品は、機械から希望する速度で引き出されながら、切断ツールと仕上げツールを組み合わせて適切な形状と長さに切断されます。この技術は、連続ポリマー製品と呼ばれるパイプ、フィルム、シートなどの製造で主流となっています。
これらの手順を実行することで、最終的に製造されるポリマー部品の品質が高く、コスト効率よく製造されることが保証されます。
押し出しでは、摩擦と圧縮が材料の移動と成形に役立ちます。スクリューをバレルに対して回転させる熱シーキングにより摩擦が生じ、材料が柔らかくなり始めます。成形中のダイからの押し出し機内の抵抗が増加すると、材料に圧力がかかり、材料が確実に溶融して成形されます。これらの材料特性により、トリムフローと最終製品の正確な制御が可能になります。
材料押し出しとは、原材料のペレットまたは粉末を加熱されたバレルとダイに押し込んで、希望の形状に加工することです。適切な形状を実現するには、流れ、熱、圧力を制御して材料を柔らかくし、溶かし、正確に成形する必要があります。このプロセスは、金属やプラスチック材料を扱う業界で、パイプ、フィルム、その他の連続形状の製造に広く利用されています。さらに、このプロセスは非常に効率的で正確であるため、現代の生産には不可欠です。
溶融温度は、最終製品の品質、均一性、機械的機能に大きく影響するため、押し出し加工や熱処理において非常に重要です。材料の溶融温度は、目に見える表面の不一致、設定された金型への不完全な充填、材料の劣化などの問題を引き起こすことなく、金型を通る制御された安定した流れを促進する必要があります。
たとえば、プラスチックの押し出し工程では、特定のポリマーによって理想的な溶融温度が変わります。ポリプロピレン (PP) の場合、溶融温度は約 365°F ~ 410°F (185°C ~ 210°C) です。ポリエチレンテレフタレート (PET) の場合、溶融温度ははるかに高く、約 500 ~ 550 度 (260 ~ 290 度) です。おおよその設定範囲内で操作すると流れやすくなりますが、これらの範囲を超えると分子構造の破壊による熱劣化が生じ、最終製品の強度と外観が低下します。
さらに、溶融温度が高いと樹脂が酸化して変色し、分子量が低下する可能性があります。一方、熱が低すぎると溶融が不完全になり、特性が低下し、機械性能が不十分になります。現代の産業では、これらの問題に対処するために、正確な熱制御を備えた高度な機械を採用しています。このような正確な制御により、バレル壁とダイゾーン全体に熱が均一に分散されます。これにより、生産効率が向上し、廃棄される材料の量と完成品の品質が削減されます。

熱間押し出しと冷間押し出しの基本的な違いは温度です。両方のプロセスは融点と材料の熱処理が異なります。
熱間押し出しは高温で実行され、多くの場合、材料の再結晶温度よりも高い温度で実行されます。これらの戦略により、材料の変形が容易になり、加工硬化の可能性が低くなり、プロセス中のスムーズな流れが可能になります。この技術では、アルミニウムやスチールなどの室温の高い金属を使用します。
冷間押し出しは、常温以上で行われます。ひずみ硬化により、この方法では強度や硬度などの機械的特性を向上させることができます。主にアルミニウム、鉛、スズなどの柔らかい金属に使用されますが、仕上がりがより良くなり、許容誤差が小さくなります。
熱間押し出しと冷間押し出しのどちらを選択するかを決める際に、使用する材料、完成品に求められる特性、押し出し技術などを分析する必要があります。
衝撃押し出しは、主に中空または半中空の形状を形成するために採用される製造プロセスです。これらの形状は、アルミニウム、スズ、または鉛から作ることができます。この技術では、高速かつ高圧でパンチを使用して金属スラグを叩きます。この動きにより、材料がパンチの周りを流れ、ダイに入ります。その結果、優れた寸法精度と滑らかな表面仕上げを誇る部品が得られます。衝撃押し出しは、その効率性により、無駄を最小限に抑えながら迅速な生産能力が得られるため、他のプロセスよりも好まれています。このため、アルミ缶、チューブ、小型ハウジングの製造に特に適しています。
これらの技術はすべて異なる長所と短所を持っているため、材料の特性、製品の仕様、および工業プロセスに重要な効率に応じて選択する必要があります。
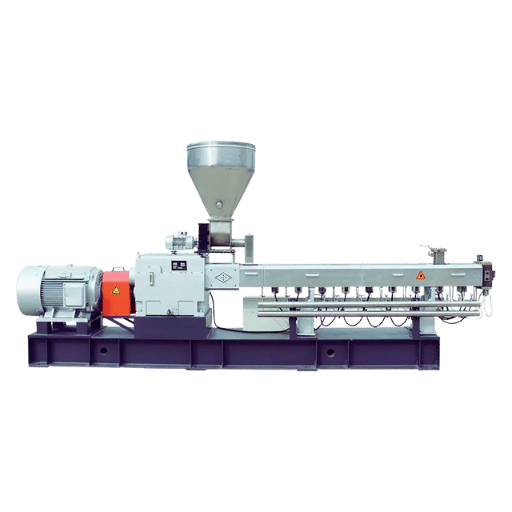
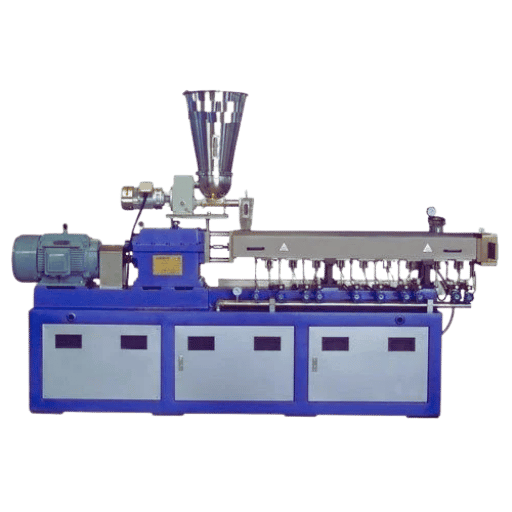
押出機は、バレルと押出ダイという最も重要な部品で構成されています。
各コンポーネントごとに、効果的かつ正確な押し出しプロセスを実現するために必要な主導的な役割を実現できます。
スクリュー設計における新たな開発は、効率性、混合の改善、材料の多様性の向上に向けられています。注目すべき機能強化は次のとおりです。
材料管理が削減され、品質、生産速度、押し出しプロセスの効率が向上し、これらの改善によりプラスの影響がもたらされます。
スクリュー速度とせん断速度を最適に保つことは、プロセス中に材料の品質と適切な押し出しを実現するために非常に重要です。過熱や粒子の劣化を避けるために、材料と対応するプロセスに応じてスクリュー速度を操作する必要があります。せん断速度が高すぎると、特に敏感なポリマーなどの材料が損傷する可能性があり、低すぎると材料の混合と溶融が不十分になる可能性があります。材料の挙動に合わせたスクリュー設計の使用と並行してプロセスをリアルタイムで監視することで、メーカーは希望の設定値を達成できます。これにより、機械部品への破壊的な影響を最小限に抑えながら製品の品質が向上します。

高温と滞留時間を維持することは、品質の劣化を防ぎ、品質の一貫性を保つために不可欠ですが、これらの措置を監視することも同様に重要です。熱分解は高温で発生し、滞留時間が長すぎると、一部のポリマーの酸化や架橋の可能性が高まります。バレル ゾーンの温度制御と、材料の熱安定性に基づいた高精度のキャリブレーション滞留時間を注意深く監視することで、これらのパラメータを最適化できます。一貫性の実現は不可欠です。したがって、より高度な温度制御システムと定期的な機器のキャリブレーションも、この目的に役立ちます。適切なスクリュー設計とバレル内の適切な充填レベルにより、滞留時間を容易に調整できるため、無駄が減り、全体的なプロセス効率が向上します。
押出機の終了時に押出機ダイを適切に設計することは、目標品質と効率基準を達成する上で不可欠です。たとえば、私は製品の形状と一貫性に重点を置き、必要な形状の適切なダイ設計を使用します。適切に設計されたダイを使用すると、圧力降下が軽減され、欠陥率を最小限に抑えることができます。さらに、下流の冷却システムが適切に調整され、凝固速度と液体塑性変形が制御されていることを確認します。これらの部品の配置を常に評価して、押出成形のプロセスが中断されないようにします。こうすることで、出力において必要な品質基準を維持できます。
多くのプロセスと同様に、溶融温度は押出プロセスで重要な役割を果たします。溶融温度が低すぎたり高すぎたりすると、最終製品の品質が大幅に低下する可能性があります。溶融温度が正しく設定されていれば、均一な材料の流れが実現され、内部応力、反り、表面の不均一性の可能性が減ります。溶融温度が高すぎると、材料の特性と製品の全体的な外観が損なわれます。対照的に、温度が低いと、材料が完全に溶融されず、詰まりや均質性の低下につながる可能性があります。推奨される溶融温度範囲内にとどまると、製品の品質の一貫性と生産効率が向上します。
A: 押し出しは、ダイを使用して原材料を特定の形状に変換します。これは、ラムまたはスクリュー ポンプを使用して、溶融または固体の材料を高圧でダイに押し込むことによって実現されます。業界では、押し出し成形を、材料を特殊な形状の開口部に押し込むことで物体を形成することと定義しています。
A: 最も一般的な原材料の形態の 1 つはペレットです。ペレットは押出機のバレルに装填され、溶融するまで加熱されます。次に、この溶融材料がダイに押し出されて押し出し部品が形成されます。
A: 押し出し技術には、熱押し出し、冷押し出し、温押し出しなど、いくつかの種類があります。押し出しの温度や使用する材料など、それぞれパラメータが異なります。
A: 押し出し成形では、材料が特定の形状のダイを通過することで形状が作成されます。この時点で、材料は冷却され、ダイから成形された形状が保持されます。
A: 押し出し成形では、金属、ポリマー、セラミック、食品など、さまざまな製品を製造できます。各製品にはプロセス パラメータがあり、最適な結果を得るにはそれに従う必要があります。
A: 押出機バレルは、スクリューまたはラムが組み込まれた押出機の部分で、原材料を動かして圧縮します。また、押出機バレルは、ダイから押し出される前に、原材料を予熱して溶かします。
A: 金属押し出しは、金属をそのままの状態で金型に押し込んで、特定の断面を持つ製品を製造する製造プロセスです。パイプ、チューブ、その他の構造部品など、均一で強力なコンポーネントを作成できます。
A: 押出機スクリューの計量セクションは、押出プロセスの特定の部分における溶融材料の流量制御を担っています。これにより、金型のオーバーヘッドでの部品分配が可能になり、最高の押出部品を製造する上で重要になります。
A: 温度、加えられる圧力、機械の部品の速度やそれぞれの回転数など、機械によって定義される多数のパラメータはすべてプロセス パラメータと呼ばれます。これらのパラメータは、押し出された製品の品質と比率に影響します。
A: 押し出しアプリケーションでは、細かい作業のためにさまざまな複雑な断面形状を持つダイを使用して複雑な形状を製造します。押し出しプロセスの柔軟性により、詳細で複数の設計機能を備えた部品を構築できます。
1. 「押し出しプロセスにおける損傷の数値最適化」
2. 「ポリマー押出成形のプロセスモデリングのレビュー」
3. 押出加工


