
製造プロセスは非常に複雑であり、生産方法の選択は直接関係しています。
さらに詳しく→
レーザー切断技術は、比類のない効率、精度、汎用性を備え、金属加工業界の様相を効果的に変えています。専門家であれ初心者であれ、最大限の効率を達成するには、金属レーザー切断の複雑な世界の詳細を把握する必要があります。このガイドでは、プロセスと技術を詳細に教え、知識に基づいた手順で最大限の効率と最小限のエラーを達成できるようにします。この記事では、レーザー技術の基本概念を理解し、精度を高めるためのヒントを提供することで、あらゆる規模の金属加工プロジェクトに取り組むために必要な情報を提供することを目的としています。この最先端の技術を分析、説明、簡素化することで、誰もが最新の革新技術を習得できるようになります。 金属レーザー切断.

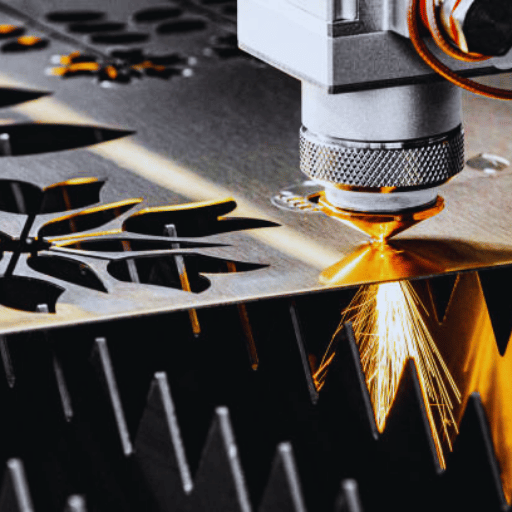
金属レーザー切断は、装備されたレーザーを使用して特定の金属材料に微細なパターンを焼き付ける精密な製造プロセスです。レーザーの熱により、材料が高精度で溶解し、蒸発します。これは、このプロセスの効率性と驚くほどよく調和しています。溶融金属は蒸発し、高圧ガスで吹き飛ばされるため、操作が簡単です。厳格なガイドラインがあるその他の複雑なデザインも、この方法でうまく処理されます。ファイバーや CO2 レーザーの種類などの基本的な要素は、出力の品質と速度を決定づけますが、これは材料の特性によって影響を受けます。
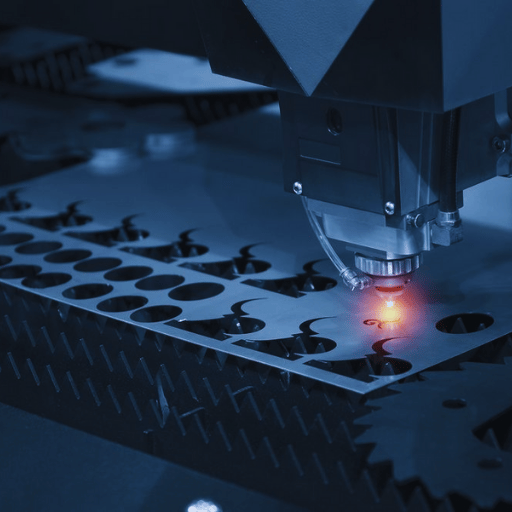
レーザー切断には、レーザー光源、モーション システム、補助ガスという 3 つの重要なコンポーネントが必要です。レーザー光源は光を生成し、その光は焦点を絞ったビームに集められ、材料に向けられて切断が行われます。モーション システムは、多くの場合、コンピューター制御の数値制御 (CNC) によって操作され、材料またはレーザーを必要な位置に移動して、形状が完成します。また、表面が冷却され、酸素/窒素ガスを使用して溶融材料が除去され、ガスによって切断の効率が向上します。すべての要素が連携して、さまざまなタイプの材料や厚さに対して、同時に高い精度と再現性を実現します。
レーザービームは、レーザー切断システムの主要部分です。レーザービームは、材料を極めて精密かつ正確に切断または彫刻するために必要な集中エネルギーを発揮します。通常、レーザービームはレーザー共振器で生成され、その後、一連のミラーまたは光ファイバーによってターゲットに焦点が当てられます。目標ターゲットでは、集中エネルギーが熱に変換され、切断する材料を溶解または蒸発させます。その結果、きれいで正確な切断が実現します。
製造プロセスは、レーザー ビームが鋼、アルミニウム、銅などのさまざまな金属に作用するかどうかによって決まります。レーザー ビームは、最高品質の材料、複雑なデザイン、材料の無駄の少ない製造を可能にし、現代の製造業や産業用途で有益であることが証明されています。
レーザー技術では、光線を材料の表面に集束させることで金属を分離できます。集束されたエネルギーによって表面の金属が溶解または蒸発し、きれいで精密な接触が実現します。このようなアプリケーションは、パターンを精巧に切り抜き、材料の無駄を最小限に抑えることができるため、鉄鋼、アルミニウム、銅によく使用されます。このアプリケーションは、常に生産的な結果を保証するコンピューター システムによって制御されます。この方法を導入すると、時間とリソースの両方が節約されるため、建設、自動車、航空宇宙産業で非常に重要になります。

金属加工に使用されるレーザーカッターの主な 2 つのカテゴリには、COXNUMX レーザー、ファイバー レーザー、および結晶レーザーがあります。
用途、材料の厚さ、生産ニーズに応じて、各タイプには異なる利点があります。
金属用レーザー カッターを選択する際は、材料の厚さ、精度レベル、および推定運用コストの詳細に留意してください。薄い金属板を扱う場合、ファイバー レーザーは寿命が長く、メンテナンス コストが低いため、非常に効果的で経済的です。厚い金属板の場合、クリスタル レーザーの方がはるかに強力ですが、メンテナンスが難しく、寿命が短いことがよくあります。予算の制限と生産の期待値を評価し、どのオプションが価値、パフォーマンス、および将来の投資収益率のバランスを最適に保てるかを判断します。
ファイバー レーザーと固体レーザーの違いは、効率、精度、および適用分野にあります。薄い材料の溶断、溶接、およびマーキングは、固体レーザーよりも精度の高いファイバー レーザーで最も効果的に行われます。ファイバー レーザーは、長期間のランニング コストが低く、実質的にメンテナンスが不要です。厚い材料の場合、固体レーザーは出力が高いためより効果的ですが、ファイバー レーザーよりもメンテナンスと寿命の問題が大きくなります。最終的には、材料の厚さ、予算、または生産範囲など、すべての決定は特定の要件に帰着します。

レーザーで切断するには、いくつかのパラメータを監視および制御する必要があります。まず、切断パワーは材料の厚さと種類に応じて調整する必要があります。材料が厚いほど、きれいに切断するために必要なパワーは大きくなり、その逆も同様です。切断速度も調整する必要があります。切断速度を遅くすると、厚い材料のエッジがきれいになり、薄い材料の場合は、速度を速くすると効率的です。機械の機構も戦略的に調整する必要があります。たとえば、最良の結果を得るには、焦点位置を金属の表面に設定する必要があります。それらに加えて、窒素や酸素などの補助ガスの種類と流量などの他のパラメータは、侵食された材料を除去すると同時にきれいな切断を実現します。これらすべての要素を適切にバランスさせることで、効果的なレーザー切断が保証されます。
金属を扱う場合、レーザー出力は材料の厚さ、反射率、融点に応じて変更する必要があります。たとえば、アルミニウムや銅を切断する場合は、反射率と熱伝導率が高いため、最大出力設定が必要です。対照的に、軟鋼はレーザーエネルギーを効率的に吸収するため、通常は低出力設定が必要です。組成と厚さによって異なりますが、ステンレス鋼は一般にその中間です。材料への損傷を避けながらきれいな切断を保証するには、出力設定を各金属に合わせて調整する必要があり、調整が極めて重要になります。
ビームの品質、アシストガスの選択、焦点の位置など、さまざまな要因がレーザー切断の精度に影響します。特に、焦点のビーム品質は M² で決まります (これは、ビームが理想的なガウス分布からどれだけずれているかを測定します)。このパラメータは切断精度に大きく影響します。M² の値が低いほど、ビームの焦点とエネルギー密度が高くなるためです。酸素、窒素、さらには圧縮空気もアシストガスとして使用できますが、酸素は、一部の考えに反して、厚い材料を扱う場合の切断速度が速い場合に効果的です。酸素を使用すると酸化が起こる可能性がありますが、窒素で切断すると酸化は発生せず、切断面の鮮明度を高めるのに役立ちます。
焦点の位置も同じく重要です。焦点の位置が適切でないと、材料が焼けたり、十分な浸透ができなかったりする可能性があるためです。研究によると、高精度の特徴の場合、カットの品質を決定する上で、サブミリメートル単位の Z 軸上の小さなステップが非常に重要です。今日のレーザー デバイスには、自動焦点と焦点検出のオプションが付属しており、これらの機能をその場で変更して効率と一貫性を高めることができます。これらを各カット サイクルに最低限組み込むことで、材料の無駄を最小限に抑え、生産時間を短縮しながら最高の品質を実現できます。
レーザー カッターの操作では、従業員、機器、環境の健康を守ることが基本です。主な安全対策の 1 つは、レーザー ビームを封じ込めて偶発的な露出を防ぐ保護エンクロージャを使用することです。高出力レーザーの安全性は最も重要です。一瞬でも接触すると、深刻な目の損傷や重度の火傷につながる可能性があるためです。オープン ビーム配置の場合、使用中の波長に適したレーザー保護ゴーグルなどの必須の PPE を着用する必要があります。
金属煙除去により、金属の切断による健康リスクを最小限に抑えることができます。ステンレス鋼などの材料をレーザーで切断すると、六価クロムなどの有害な粒子状物質や有毒ガスが発生します。OSHA 濾過システム基準に従う必要があります。また、OSHA 基準に従って、屋内の空気の質を継続的に監視する必要があります。
前述のように、インターロックはレーザー切断システムの安全性にとって非常に重要です。これらのシステムは、セットアップ中またはメンテナンス中にレーザーの起動を制限し、安全性を向上させます。その他の高度な安全機能により、センサーが過熱や位置ずれを検出すると自動的に操作が停止し、事故を防止します。
定期的なトレーニングと安全性監査を実施することで、作業の安全性も向上します。従業員は、機械の使用、起こりうる危険、危機的状況での対応について詳細なトレーニングを受ける必要があります。調査によると、従業員に安全性に関するトレーニングを継続的に実施している職場では、レーザーに関連するエラーの年間発生件数が最大 70% 減少しています。これらの慣行を IEC 60825-1 などの国際基準に準拠して実施することで、レーザー切断環境の安全性と効率性が向上します。
特にこれらのシステムを使用する場合は、IEC 60825-1 に従うなど、関連する安全規格ガイドラインに従って操作してください。
レーザー切断サービスを検討する際に注意すべき基本原則は次のとおりです。
これらの点に対処することで、クライアントのプロジェクトに適したレーザー切断サービスを選択できる可能性が高まり、良好な結果が保証されます。
レーザー切断技術の導入により、特に板金切断に関して、最も正確で多用途な方法が自動化され、製造および加工部門の効率が大幅に向上しました。板金レーザー技術の用途には、次のものがあります。
これらのケーススタディは、板金レーザー切断の幅広い用途を実証しています。プロセスの汎用性、精度、速度、コスト効率の向上により、ますます多くの分野で採用が進んでいます。最近のデータによると、世界のレーザー切断業界は 8.4 年から 2023 年にかけて約 2030% の CAGR で成長する見込みで、製造業における将来の関連性を示しています。
レーザー切断のスピードと効率性により、レーザー切断は現代の製造業で最も好まれる板金切断方法の 1 つとなっています。また、レーザー ビームの焦点が非常に絞られているため、高速かつ正確な切断が可能になり、製造時間が大幅に短縮されます。後処理と材料の無駄が少なくなるため、レーザー切断は従来の方法よりもさまざまな材料をきれいに正確に切断するのに効率的です。さらに、レーザー切断の自動化システムでは連続操作が可能になり、生産性がさらに向上し、需要の増加に対応できます。これらの理由とレーザー切断の精度が相まって、この方法がコスト効率に優れ、製造プロセスが合理化されているという優れた評判を得ている主な理由となっています。
製造業は、丈夫でデザイン性に優れた部品を製造するため、板金加工に大きく依存しています。私の意見では、この方法はカスタマイズ性、強度、低コストに優れているため、自動車部品から複雑な機械加工部品まであらゆるものを製造できます。その汎用性と大量生産を支援する能力により、多くの業界で不可欠なものとなっています。
A: このプロセスでは、焦点を絞ったレーザーを使用して金属を切断し、蒸発させます。他の方法に比べて効率が高く、切断刃の洗浄も最小限で済みます。
A: レーザー切断の利点としては、速度の向上、材料の無駄の最小化、複雑な形状やデザイン、高精度などが挙げられます。機械切断に比べて、より効率的で高速です。
A: レーザー金属切断の最も一般的な方法は、CO2 レーザーとファイバー レーザーの XNUMX つです。金属の種類と厚さに応じて、それぞれのタイプが他のタイプよりも有利になる場合があります。
A: 最も重要な要素としては、金属の種類と厚さ、切断にかかる時間、切断中に必要な電力、設計やアプリケーションの詳細などが挙げられます。
A: レーザー切断は、ステンレス鋼、炭素鋼、アルミニウム、チタンに適しています。すべてはレーザー切断機と前述の機能によって決まります。
A: プラズマ切断はコスト効率が高いだけでなく、細かい加工を必要としない厚い金属板を切断するときにも利点があります。一方、レーザー切断では切断面の精度がはるかに高く、プラズマ切断に比べて後処理もそれほど必要ありません。
A: レーザー切断は、精度と滑らかなエッジを実現しながら板金部品を切断できるため、さまざまな製造プロセスでコンポーネントを製造するのに適しています。
A: 薄い金属板を切断する場合、ファイバーレーザー切断は、切断速度が速く、精度が優れ、メンテナンスコストが低いため人気が高まっています。また、他のレーザーよりもエネルギー消費量が少ないため、好ましい選択肢となっています。
A: レーザー加工機は、自動車、電子機器、航空宇宙などの製造工程で材料を切断するために使用されます。これらの業界では、高度な機械を使用して試作および製造された部品やアセンブリに事前に正確な部品が作られることが求められます。
1. 「インスタンスセグメンテーション畳み込みニューラルネットワークを使用したリチウム金属電池の製造におけるリチウム金属箔の切断品質の自動評価」
2. 「超薄金属箔のレーザー切断による高速電池セル生産」
3. 「さまざまな金属板のレーザー切断中に放出される粒子の特性評価とレーザーオペレーターの曝露評価」

